1.本实用新型一种连座体批量加工工装。
背景技术:
2.参见图1
‑
2,其为我司的一种连座体(属于非标零件),该连座体(n)外壁依次具有侧板部(n
‑
1)、顶板部(n
‑
2)、内耳部(n
‑
3)、连接臂(n
‑
4)、卡块部 (n
‑
5)和延伸板部(n
‑
6)。该卡块部(n
‑
5)上具有竖向的第一穿孔(n
‑
51),该内耳部(n
‑
3)上设有水平的第二穿孔(n
‑
31)。由于该连座体为非标件且需要在其顶板部(n
‑
2)上加工两个第三定位孔(n
‑
21)和精铣加工其顶面(n
‑
22)。该顶板部(n
‑
2)底面与卡块部(n
‑
5)底面之间具有平行度位置要求和高差尺寸精度要求,该第三定位孔(n
‑
21)与第一穿孔(n
‑
51)具有平行度要求;而该连座体在定位装夹时不能采用常规及现有工装夹具,且需要设计研发一种专用工装或夹具。
技术实现要素:
3.为了解决现有技术中存在的上述一个或多个缺陷问题,本实用新型提供了一种连座体批量加工工装。
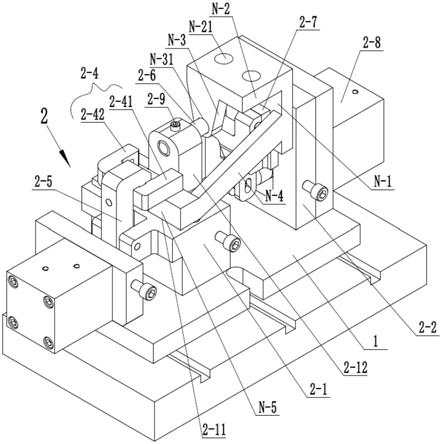
4.为实现上述目的,本实用新型提供了一种连座体批量加工工装,其特征在于:包括工装板(1),该工装板(1)上设置有至少一个连座体夹具(2);所述连座体夹具(2)包括固定台(2
‑
1)、固定板(2
‑
2)、第一定位销(2
‑
3)、下压块(2
‑
4)、第一驱动缸(2
‑
5)、第二定位销(2
‑
6)、侧压块(2
‑
7)及第二驱动缸(2
‑
8);该固定台(2
‑
1)和固定板(2
‑
2)固定在工装板(1)上且左右分布;该固定台(2
‑
1)顶部具有定位平面(2
‑
11)和凸耳(2
‑
12),该定位平面(2
‑
11)和凸耳(2
‑
12)左右分布;该第一定位销(2
‑
3)竖向地固定在该定位平面(2
‑
11)上,该下压块(2
‑
4)位于该第一定位销(2
‑
3)上方,该第一驱动缸(2
‑
5)输出端与该下压块(2
‑
4)连接;该第二定位销(2
‑
6)水平地穿设在该凸耳(2
‑
12)上且经螺栓(2
‑
9)锁紧固定;该侧压块(2
‑
7)位于该固定板(2
‑
2)的左侧,该第二驱动缸(2
‑
8)输出端与该侧压块(2
‑
7)连接。
5.优选地,所述第一驱动缸(2
‑
5)或/和第二驱动缸(2
‑
8)采用杠杆缸。
6.进一步地,所述下压块(2
‑
4)具有第一压部(2
‑
41)和第二压部(2
‑
42);该第一压部(2
‑
41)和第二压部(2
‑
42)前后分布。
7.进一步地,所述定位平面(2
‑
11)上固定有支座(2
‑
13);该支座(2
‑
13) 上可转动地设置有浮动支承块(2
‑
14);该第二压部(2
‑
42)与该浮动支承块 ((2
‑
14)位置上下对应;该第一压部(2
‑
41)与第一定位销(2
‑
3)位置上下对应。
8.进一步地,所述连座体夹具具有四个且并排设置。
9.本实用新型的有益效果:
10.第一、本实用新实现用于连座体在钻孔时定位装夹,同时装卸时操作非常简单、辅助时间短、可提高生产效率;
11.第二、本实用新型在装夹时由于卡块部被定位平面高度定位并压紧,可保证该顶板部底面与卡块部底面之间具有平行度要求和高差尺寸精度要求;
12.第三,本实用新型由于第一定位销插入卡块部的第一穿孔定位;该第二定位销插入内耳部的第二穿孔内定位,可保证该第三定位孔与第一穿孔具有平行度要求,同时包装第三定位孔与第二穿孔具有垂直度要求;
13.第四,本实用新型由于该连座体的卡块部被竖向下压块压紧,该侧板部被侧压块侧向压紧,可避免该该连座体上下、前后、左右等方向松动,使连座体在加工时能承受更大的作用力且不会震动和晃动,保证精密加工。
附图说明
14.图1
‑
2是我司一种连座体的结构示意图。
15.图3
‑
5是本实用新型实施例一中一种连座体批量加工工装的结构示意图。
16.图6
‑
8是本实用新型实施例一中一种连座体批量加工工装在装夹连座体时的结构示意图。
17.图9是本实用新型实施例二中一种连座体批量加工工装在装夹连座体时的结构示意图。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步说明:
19.实施例一:可参见图3
‑
5,种连座体批量加工工装,其包括工装板1,该工装板1上设置有连座体夹具2。
20.所述连座体夹具2包括固定台2
‑
1、固定板2
‑
2、第一定位销2
‑
3、下压块2
‑
4、第一驱动缸2
‑
5、第二定位销2
‑
6、侧压块2
‑
7及第二驱动缸2
‑
8。
21.该固定台2
‑
1和固定板2
‑
2固定在工装板1上且左右分布;该固定台2
‑
1 顶部具有定位平面2
‑
11和凸耳2
‑
12,该定位平面2
‑
11和凸耳2
‑
12左右分布;该第一定位销2
‑
3竖向地固定在该定位平面2
‑
11上,该下压块2
‑
4位于该第一定位销2
‑
3上方,该第一驱动缸2
‑
5输出端与该下压块2
‑
4连接;该第二定位销2
‑
6水平地穿设在该凸耳2
‑
12上且经螺栓2
‑
9锁紧固定;该侧压块2
‑
7位于该固定板2
‑
2的左侧,该第二驱动缸2
‑
8输出端与该侧压块2
‑
7连接。
22.可参见图3,具体地,该凸耳2
‑
12上设有水平穿孔2
‑
122,该第二定位销2
‑
6与水平穿孔2
‑
122同心配合并可滑动。
23.可参见图3,具体地,该凸耳2
‑
12顶面上设有竖向通入所述水平穿孔 2
‑
122内的螺纹孔2
‑
123,该螺栓2
‑
9螺杆与螺纹孔2
‑
123螺纹配合。通过该该螺栓2
‑
9旋转而可上下运动,进而可实现松开或锁紧第二定位销2
‑
6。
24.优选地,所述第一驱动缸2
‑
5和第二驱动缸2
‑
8采用杠杆缸。由于该杠杆缸采用直接从市场上购买所得而属于现有技术,故而不赘述。
25.进一步地,所述下压块2
‑
4具有第一压部2
‑
41和第二压部2
‑
42;该第一压部2
‑
41和第二压部2
‑
42前后分布。
26.进一步地,所述定位平面2
‑
11上固定有支座2
‑
13;该支座2
‑
13上可转动地设置有浮动支承块2
‑
14;该第二压部2
‑
42与该浮动支承块2
‑
14位置上下对应;该第一压部2
‑
41与第一定位销2
‑
3位置上下对应。
27.在装夹时,可按照以下操作步骤进行(可参见图6
‑
8):
28.s1、将该连座体n的卡块部n
‑
5贴在固定台2
‑
1的定位平面2
‑
11上,并使第一定位销2
‑
3插入第一穿孔n
‑
51内定位;
29.s2、再旋钮螺栓2
‑
9向上运动而松开第二定位销2
‑
6后,然后将第二定位销2
‑
6右端插入内耳部n
‑
3的第二穿孔n
‑
31内定位;再旋钮螺栓2
‑
9向下运动使第二定位销2
‑
6锁紧固定;
30.s3、再启动该第一驱动缸2
‑
5,该第一驱动缸2
‑
5带动该下压块2
‑
4下压运动,并使该第一压部2
‑
41和第二压部2
‑
42分别压紧卡块部n
‑
5和延伸板部n
‑
6;
31.s4、再启动第二驱动缸2
‑
8,通过该第二驱动缸2
‑
8带动侧压块2
‑
7向右运动,该侧压块2
‑
7压紧侧板部n
‑
1并使侧板部n
‑
1紧贴在固定板2
‑
2上。此时完成了将连座体精准定位并压紧固定。
32.当加工完成后,在卸件时,先启动第二驱动缸2
‑
8,该第二驱动缸2
‑
8带动侧压块2
‑
7向左侧运动而松开侧板部n
‑
1;然后再启动第一驱动缸2
‑
5,通过该第一驱动缸2
‑
5带动该下压块2
‑
4向上运动,并使该第一压部2
‑
41和第二压部2
‑
42分别松开卡块部n
‑
5和延伸板部n
‑
6;然后旋钮螺栓2
‑
9而松开第二定位销2
‑
6后,然后将第二定位销2
‑
6向左运动而拔出内耳部n
‑
3的第二穿孔n
‑
31,此时实现了完全松开;然后可将该连座体n轻松取出。
33.本实用新型具有以下特点并分析如下:
34.第一、本实施例可用于连座体在钻孔时定位装夹,同时装卸时操作非常简单、辅助时间短、可提高生产效率;
35.第二、本实施例在装夹时由于卡块部n
‑
5被定位平面2
‑
11高度定位并压紧,可保证该顶板部n
‑
2底面与卡块部n
‑
5底面之间具有平行度要求和高差尺寸精度要求;
36.第三,本实施例由于第一定位销2
‑
3插入卡块部n
‑
5的第一穿孔n
‑
51定位;该第二定位销2
‑
6插入内耳部n
‑
3的第二穿孔n
‑
31内定位,可保证该第三定位孔n
‑
21与第一穿孔n
‑
51具有平行度要求,同时包装第三定位孔n
‑
21与第二穿孔n
‑
3具有垂直度要求;
37.第四,本实施例由于该连座体n的卡块部n
‑
5被竖向下压块2
‑
4压紧,该侧板部n
‑
1被侧压块2
‑
7侧向压紧,可避免该该连座体n上下、前后、左右等方向松动,使连座体n在加工时能承受更大的作用力且不会震动和晃动,保证能精密加工。
38.实施例二:本实施例与实施例一基本相同,不同在于:可参见图9,该工装板1上设置有四个连座体夹具2;优选地,所述连座体夹具2具有三个且并排设置。
39.因此本实用新型可实现对四个连座体n的并排装夹,然后在机床上批量钻孔和铣顶面加工。
40.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。