1.本发明涉及人防门生产领域,尤其是涉及一种轴套工装夹具。
背景技术:
2.轴套是一种用于荷载转轴的机械零件,轴套一般包括套筒以及安装件,套筒呈筒状用于套设在转轴上,而安装件则固定于套筒外周,用于将轴套适配安装固定在不同的装置中,根据装置的不同结构形状,安装件的结构形状也相应有所不同。
3.参照图1,一种适用于人防门的轴套,该轴套100同样由套筒101和安装件组成,套筒101呈贯穿的筒状,而安装件则包括具有安装孔的第一安装板102与第二安装板103。其中,套筒101的外壁被加工成两段不同外径的筒体,不同外径的筒体交界处形成一道环形的第一限位台阶1011,套筒101外径较小的一端边缘处外径收窄,使收窄的端部形成一道环形的第二限位台阶1012,第一限位台阶1011与第二限位台阶1012的平面均处于套筒101的径向方向上,第一安装板102与第二安装板103穿设在套筒101上,且分别对应固定在第一限位台阶1011与第二限位台阶1012上。
4.第一安装板102、第二安装板103与套筒101的轴向垂直是评判人防门轴套100加工精准度的主要衡量标准,其决定了轴套100能否准确安装在人防门上。工人对这种轴套100加工时,一般是将已经钻孔加工好的第一安装板102与第二安装板103依次套入套筒101上,使第一安装板102贴合在第一限位台阶1011上,第二安装板103贴合在第二限位台阶1012上,然后将第一安装板102、第二安装板103焊接固定在套筒101上。这种依靠工人手动扶平摆正的焊接方法,极为容易造成第一安装板102、第二安装板103不与套筒101的轴向垂直,从而增加了轴套100的次品率,并且加工效率低下,因此有待提高。
技术实现要素:
5.为了提高人防门的轴套加工精准度以及加工效率,本技术提供一种轴套工装夹具。
6.本技术提供的一种轴套工装夹具,采用如下的技术方案:
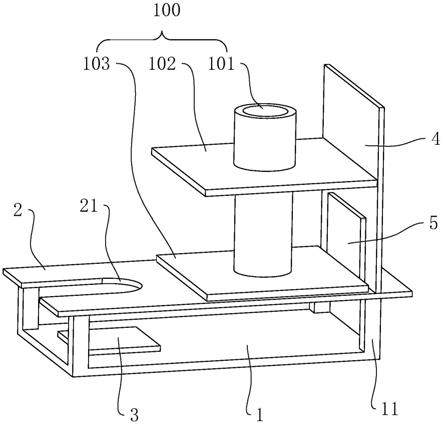
7.一种轴套工装夹具,包括底座,所述底座上固定有支柱,所述支柱上固定有放置台,所述放置台上开设有供套筒插入的定位孔,所述定位孔下方的底座上安装有用于放置套筒的承放板,所述承放板的顶面与所述放置台的顶面相平行,所述放置台顶面竖直固定有定位板,所述定位板的侧面安装有定位块,所述定位块的侧面与定位板侧面平行。
8.通过采用上述技术方案,使工人能够将套筒插入定位孔中并平放在承放板上,第一安装板套入套筒并平放在放置台上,从而使第一安装板与套筒的轴向垂直以进行焊接固定,此外,工人能够将第二安装板放置在放置台上,将套筒的端部插入第二安装板中,第二安装板抵接在定位块侧面,第二安装板抵接在定位板侧面,从而使第二安装板与套筒的轴向垂直以进行焊接固定,轴套工装夹具起到了辅助工人加工轴套的作用,提高了轴套加工精度与加工效率。
9.优选的,所述底座上固定有导向座,所述导向座上开设有沿垂直于所述放置台顶面延伸开设的导向槽,所述承放板底部固定有滑移连接在所述导向槽中的导向块,所述导向座底部开设有与所述导向槽连通的活动腔,所述活动腔中设置有滑移在所述底座上的移动块,所述移动块顶面倾斜设置,所述导向块底面抵接于所述移动块顶面,所述底座上安装有用于锁定所述移动块的锁定件。
10.通过采用上述技术方案,导向块随着移动块的移动而在导向座上竖直升降,使承放板水平升降,以此改变承放板到放置台的距离,工人能够根据不同轴套的套筒第一限位台阶到套筒端部不同距离进行相应地调整,从而适配加工不同的轴套,提高轴套工装夹具的适应性。
11.优选的,所述锁定件包括两个固定在所述底座上的锁定座以及螺纹连接在所述锁定座上的锁定螺栓,所述锁定座位于所述移动块移动方向的相对两侧,所述锁定螺栓的端部抵接于所述移动块侧端。
12.通过采用上述技术方案,使工人能够拧动锁定螺栓抵接移动块,从而改变移动块的移动位置并进行固定。
13.优选的,所述定位块靠近所述定位板的一侧固定有与所述定位块侧面垂直的调节杆,所述定位板上开设有供所述调节杆穿入的通孔,所述定位板背离所述定位块的一侧固定有供所述调节杆插接的导向筒,所述导向筒的轴线方向与所述定位板表面相垂直,所述调节杆上安装有用于调节所述调节杆与所述导向筒相对位置的调节件。
14.通过采用上述技术方案,使定位块能够受到导向筒的导向而水平移动,并通过调节件调节定位块上的调节杆与导向筒的相对位置,以此调节定位块侧面到定位板侧面的距离,工人能够根据不同轴套的第一安装板以及第二安装板到套筒轴线距离之差的不同进行相应的调整,提高轴套工装夹具的适应性。
15.优选的,所述调节杆的杆体上设置有螺纹,所述调节件为螺纹连接在所述调节杆上的调节螺母,所述调节螺母的侧端与所述定位板表面抵接。
16.通过采用上述技术方案,使工人能够拧动调节螺母,将调节螺母抵接定位板的位置来对定位块与定位板的相对位置进行定位。
17.优选的,所述导向块的底面倾斜贴合所述移动块顶面设置,且所述导向块的底面安装有若干滚珠,若干所述滚珠与所述移动块顶面滚动接触。
18.通过采用上述技术方案,使导向块与移动块的相对滑移过程更加顺畅,从而提高承放板的升降稳定性。
19.优选的,所述导向座与所述承放板之间连接有弹簧。
20.通过采用上述技术方案,使承放板能够更好地与导向座连接,使承放板的导向块底面保持抵接移动块顶面,有利于承放板顺利调节下降。
21.优选的,所述的锁定螺栓的端部套设有塑料套。
22.通过采用上述技术方案,减小了锁定螺栓端部与移动块侧端的摩擦力,以便以工人更轻松地拧动锁定螺栓来驱使移动块的移动。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置有底座、支柱、放置台、承放板,辅助工人将第一安装板与套筒的轴线相垂直放置,以便于工人进行对第一安装板与套筒精准焊接固定,通过设置有定位板与定
位块,辅助工人将第二安装板与套筒的轴线相垂直放置,以便于工人进行对第二安装板与套筒精准焊接固定,从而提高了轴套的加工精度以及加工效率;
25.2.通过设置有导向座、导向块、移动块以及锁定件,使承放板能够水平升降调节,工人能够能够根据不同轴套的套筒第一限位台阶到套筒端部距离的不同进行相应调节,提高了轴套工装夹具的适用性;
26.3.通过设置有调节杆、导向筒以及调节件,使定位块能够水平移动调节,工人能够根据不同轴套的第一安装板以及第二安装板到套筒轴线距离之差的不同进行相应调节,进一步提高了轴套工装夹具的适用性。
附图说明
27.图1是轴套结构示意图;
28.图2是本技术实施例1中的整体结构示意图;
29.图3是第一安装板与套筒安装示意图;
30.图4是第二安装板与套筒安装示意图;
31.图5是本技术实施例2中的承放板结构示意图;
32.图6是图5的a放大图;
33.图7是本技术实施例2中的定位块结构示意图。
34.附图标记说明:100、轴套;101、套筒;1011、第一限位台阶;1012、第二限位台阶;102、第一安装板;103、第二安装板;1、底座;11、支柱;12、导向座;13、移动块;14、锁定座;15、锁定螺栓;151、塑料套;2、放置台;21、定位孔;3、承放板;31、导向块;311、滚珠;32、弹簧;4、定位板;41、导向筒;5、定位块;51、调节杆;511、调节螺母。
具体实施方式
35.以下结合附图1
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种轴套100工装夹具。
37.实施例1:
38.参照图1,一种人防门的轴套100,包括套筒101、第一安装板102以及第二安装板103。
39.参照图2,一种轴套工装夹具,包括有底座1,底座1顶面的四角处均竖直固定有支柱11,四根支柱11上固有用同一放置台2,放置台2顶面与底座1顶面相平行。放置台2上开设有定位孔21,定位孔21能够供套筒101插入,同时,在底座1上安装有承放板3,承放板3位于定位孔21的正下方,且承放板3的顶面与放置台2的顶面相平行,套筒101的端部从定位孔21插入后放置在承放板3上,使套筒101的轴向垂直于放置台2的顶面。放置台2的顶面到承放板3的顶面之间的距离等于套筒101的第一限位台阶1011到套筒101一侧端部的距离,使套筒101放置在承放板3后,套筒101的第一限位台阶1011表面与承放板3顶面相齐平。
40.参照图2,放置台2的一侧上固定有定位板4,定位板4垂直于放置台2的顶面,定位板4靠近定位孔21的一侧面安装有定位块5,定位块5的侧面与定位板4的侧面相平行,定位块5侧面凸出于定位板4侧面的距离等于第一安装板102与第二安装板103的边缘到套筒101轴线距离之差。
41.应用轴套100工装家具对轴套100进行加工包括以下步骤:
42.①
参照图3,将套筒101直径较大的一端朝向插入定位孔21中并放置在承放板3上,然后将第一安装板102套入套筒101中,第一安装板102平放在放置台2上,使得第一安装板102与第一限位台阶1011贴合接触,将第一安装板102与套筒101焊接固定;
43.②
参照图4,将第二安装板103平放在放置台2上,并将第二安装板103侧端贴紧定位块5侧面,然后将固定好的第一安装板102与套筒101倒置,使套筒101的另一端插入第二安装板103的安装孔中,第一安装板102的侧端贴合靠在定位板4的侧面,使得第二安装板103与第二限位台阶1012贴合接触,将第二安装板103与套筒101焊接固定,完成轴套100的加工。
44.本技术实施例的实施原理为:
45.通过设置底座1、放置台2以及承放板3,辅助工人将第一安装板102与套筒101的第一限位台阶1011贴合固定,通过在放置台2上设置定位板4以及定位块5,辅助工人将第二安装板103与套筒101的第一限位台阶1011贴合固定,从而使第一安装板102与第二安装板103均与套筒101的轴线垂直,提高了轴套100的加工精度以及加工效率。
46.实施例2:
47.由于人防门有不同的门扇厚度,人防门的轴套为了适配门扇包边结构,不同轴套的第一台阶到轴套端部的距离,以及第一安装板102与第二安装板103的边缘到套筒101中心轴线的距离具有一定的差异性。
48.一种轴套工装夹具,参照图5、图6,为使轴套工装夹具适配加工多种轴套,本实施例与实施例1的不同之处在于,在底座1上竖直固定有导向座12,导向座12上开设有导向槽,导向槽为方槽,导向槽沿垂直于放置台2顶面的方向延伸开设,承放板3的底部固定有导向块31,导向块31竖向滑移连接在导向槽中。同时,导向座12底部开设有活动腔,活动腔与导向槽连通设置,在活动腔中设置有滑移在底座1上的移动块13,移动块13的两端伸出活动腔外,并且移动块13的顶面为倾斜设置,使得处于活动腔内的移动块13顶面到底座1的距离随着移动块13的移动而改变。
49.同时,在底座1上固定有两个锁定座14,锁定座14位于移动块13移动方向的相对两侧,锁定座14上螺纹连接有锁定螺栓15,锁定螺栓15的端部抵接于移动块13的侧端。工人通过拧动锁定座14上的锁定螺栓15,使移动块13在底座1上移动并锁定位置,导向块31通过自重跟随移动块13的移动而上下升降,从而在保证承放板3与放置台2想平行的前提下,改变承放板3到放置台2的间距,从而根据不同轴套100的套筒101第一限位台阶1011到套筒101端部距离的差异进行相应的调整。
50.参照图5、图6,为使导向块31升降过程更加稳定,在本实施例中,导向块31的底面与移动块13顶面贴合倾斜设置,导向块31的底面安装有多个滚珠311,多个滚珠311与移动块13的顶面滚动接触,提高了导向块31与移动块13的滑动接触顺畅性,此外,在导向座12的边缘顶面连接有弹簧32,弹簧32的另一端竖直连接在承放板3的底面,提高了移动块13与导向块31之间的连接稳定性。
51.参照图7,本实施例与实施例1的不同之处还在于,定位块5靠近定位板4的一侧面上固定有调节杆51,调节杆51的杆体上设置有螺纹,调节杆51上螺纹连接有调节螺母511,同时,定位板4上开设有供调节杆51插的的通孔,并且在定位板4远离定位块5一侧的通孔外
周固定有导向筒41,导向筒41的轴向垂直于定位板4的表面。调节杆51插接在导向筒41中并且能够在导向筒41中水平移动,使定位块5的侧面始终与放置台2顶面相垂直,拧动调节螺母511使其抵接定位板4,调节改变定位块5侧面凸出于定位板4侧面的距离,从而根据不同轴套100的第一安装板102与第二安装板103的边缘到套筒101中心轴线的距离差异进行相应的调整。
52.本技术实施例的实施原理为:
53.通过设置导向座12、导向块31、移动块13、锁定座14以及锁定螺栓15,使工人能够拧动锁定螺栓15,调节移动块13与导向块31的相对位置,使导向块31在导向座12中竖向移动,以此改变承放板3到放置台2的距离,从而根据不同轴套的套筒101第一限位台阶1011到套筒101端部的不同距离进行相应调整。
54.通过设置调节杆51、导向筒41以及调节螺母511,使工人能够拧动调节螺母511,调节定位块5侧面到定位板4侧面的距离,从而根据不同轴套100的第一安装板102与第二安装板103的边缘到套筒101中心轴线的不同距离之差进行相应调整。
55.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。