1.本实用新型涉及塑性状态物质加工模具领域,特别涉及一种拼装式模具。
背景技术:
2.复合绝缘子技术近几年来发展较快,复合绝缘子与瓷绝缘子、玻璃绝缘子相比具有明显的优点,如产品体积小、重量轻、耐污性能好等。现有复合绝缘子的生产设备,是由上下模具和加热板组合而成,将芯棒放置在槽内,合上上下模具,加热板对模具进行加热,通过导胶管对模具内加注橡胶、使芯棒外部套上绝缘伞套,冷却,取出产品,制造工艺简单;然而,110kv以上电压等级的复合绝缘子用模具体积较大、制作成本高,而且生产不同长度、不同电压等级的复合绝缘子需要使用不同的模具,这导致模具的仓储管理压力大、复合绝缘子的生产成本高。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种拼装式模具。
4.根据本实用新型实施例的拼装式模具,包括第一端部镶件、第二端部镶件和若干第一拼接单元,以所述第一端部镶件相对所述第二端部镶件的方位为左方,所述第一端部镶件、所有所述第一拼接单元、所述第二端部镶件从左至右依次叠设;所述第一拼接单元的上侧设有容置凹陷和第一加注槽,所述容置凹陷呈横向设置的柱状,所述容置凹陷横向贯穿所述第一拼接单元,所述第一加注槽与所述容置凹陷连通,所述第一加注槽设于所述容置凹陷的外周。
5.根据本实用新型实施例的拼装式模具,至少具有如下技术效果:使用时,由于多个第一拼接单元能从左至右叠设,生产不同长度、不同电压等级的复合绝缘子时只需添加或减少第一拼接单元的数量,无需制作完全独立的多个模具,降低模具的仓储管理压力,降低复合绝缘子的生产成本。
6.根据本实用新型的一些实施例,所述第一拼接单元具有加注部和连接部,所述容置凹陷和所述第一加注槽均设于所述加注部上;所述第一拼接单元的横向尺寸称为其厚度,所述连接部的厚度大于所述加注部的厚度,使得所述加注部具有横向凹陷区,所述横向凹陷区为所述第一加注槽;相邻的所述第一拼接单元的连接部贴合。这样制作第一拼接单元时,无需竖向加工深度较大的第一加注槽,第一拼接单元较为容易制作,第一拼接单元为铸件时也便于进行拔模。
7.根据本实用新型的一些实施例,以所述容置凹陷相对所述第一加注槽的方位为内侧,所述横向凹陷区的厚度从外至内逐渐增大。这样生产出的绝缘伞套会呈中间厚外沿薄的形状,安装到电力设备上之后,有利于积水、尘土等杂物的滑落。
8.根据本实用新型的一些实施例,所述横向凹陷区位于所述加注部的一侧,所述加注部的另一侧具有横向凸起区。这样生产出的绝缘伞套会呈锥套的形状,安装时可竖向设
置,有利于积水、尘土等杂物的滑落。
9.根据本实用新型的一些实施例,所述加注部设有第二加注槽,所述第二加注槽与所述容置凹陷连通,所述第二加注槽设于所述容置凹陷的外周,所述第二加注槽与所述第一加注槽间隔设置。生产出的复合绝缘子上设有交替设置的大绝缘伞套和小绝缘伞套,起到防鸟啄的作用。
10.根据本实用新型的一些实施例,所述第一拼接单元包括第一镶件和第二镶件,所述第一镶件设于所述第二镶件的左侧;所述第一镶件的右侧面具有第一加注面和第一连接面,所述第二镶件的左侧面具有第二加注面和第二连接面,所述第一加注面和所述第二加注面之间限定出所述第二加注槽,所述第一连接面和所述第二连接面贴合。这样制作第一拼接单元时,无需竖向加工深度较大的第二加注槽,只需制作第一镶件和第二镶件,制作简便。
11.根据本实用新型的一些实施例,拼装式模具还包括多个第一连接结构,所述第一连接结构包括连接螺母和连接杆,所述连接杆横向设置且具有第一杆段、第二杆段和第三杆段,所述第一杆段、所述第二杆段和所述第三杆段从左至右依次设置,所述第一杆段的直径不大于所述第二杆段的直径,所述第一杆段设有外螺纹,所述第三杆段设有外螺纹;所述第一端部块设有横向设置的第一通孔,所述第一拼接单元设有横向设置的第二通孔,所述第二端部镶件设有内螺纹孔,所述第一通孔、所述第二通孔、所述内螺纹孔和所述连接杆共轴,所述第三杆段与所述内螺纹孔螺纹连接,所述连接螺母设于所述第一端部镶件的左侧,所述连接螺母与所述第一杆段螺纹连接。装配时,可先把第一端部镶件、所有第一拼接单元、第二端部镶件叠放在一起,然后连接杆的第三杆段依次贯穿第一通孔、第二通孔后旋入内螺纹孔,然后连接螺母安装到第一杆段,即完成装配;结构简单,装配简便。
12.根据本实用新型的另一些实施例,拼装式模具还包括第三端部镶件、若干第二拼接单元和多个第二连接结构,所述第三端部镶件与所述第一端部镶件呈结构左右对称,所述第二拼接单元与所述第一拼接单元结构一致,所述第二连接结构和所述第一连接结构呈结构左右对称;所述第一端部镶件、所有所述第一拼接单元、所述第二端部镶件、所有所述第二拼接单元、所述第三端部镶件从左至右依次叠设。这样拼接长度较长的模具时,可以由两个技术人员分别从第二端部镶件的两侧安装第一拼接单元和第二拼接单元,提高拼装模具的效率。
13.根据本实用新型的一些实施例,拼装式模具还包括底座,所述底座的上侧设有第一凹槽,所述第一凹槽横向贯穿所述底座,所述第一凹槽的前侧壁和后侧壁均设有凸沿,所述凸沿横向设置;所述第一端部镶件、所述第一拼接单元、所述第二端部镶件均称为拼接件,所述拼接件的底部设于所述第一凹槽内,所述拼接件的前侧和后侧均设有第二凹槽,所述凸沿设于所述第二凹槽内。这样所有拼接件能依次放置到第一凹槽内、使所有拼接件整齐叠放,然后再安装连接杆和连接螺母进行固定,便于操作。
14.根据本实用新型的一些实施例,所述凸沿与所述底座可拆连接,所述底座上设有定位凸起,所述第二端部镶件的底部设有定位凹陷,所述定位凸起和所述定位凹陷相适配。定位凸起的底部连接到底座,定位凸起的顶部嵌入到定位凹陷内,防止第二端部镶件横向偏移,进一步防止拼接件从第一凹槽中掉落。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述
中变得明显,或通过本实用新型的实践了解到。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
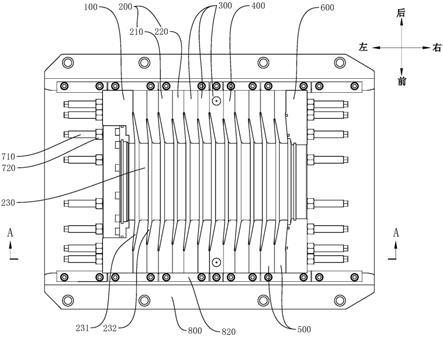
17.图1是本实用新型实施例的拼装式模具的结构俯视图;
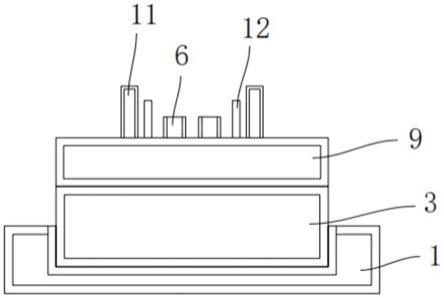
18.图2是本实用新型实施例的拼装式模具的结构主视图;
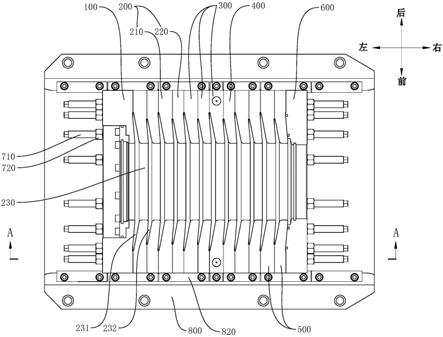
19.图3是本实用新型另一些实施例的拼装式模具的结构俯视图;
20.图4是本实用新型另一些实施例的拼装式模具的结构主视图;
21.图5是本实用新型另一些实施例的拼装式模具的结构左视图;
22.图6是图3中的第一拼接单元的分解结构示意图。
23.附图中:
24.100
‑
第一端部镶件;200
‑
第一拼接单元;201
‑
加注部;202
‑
连接部;210
‑
第一镶件;220
‑
第二镶件;221
‑
第二连接面;222
‑
第二加注面;230
‑
容置凹陷;231
‑
第一加注槽;232
‑
第二加注槽;241
‑
横向凹陷区;242
‑
横向凸起区;300
‑
第二端部镶件;400
‑
第三镶件;500
‑
第二拼接单元;600
‑
第三端部镶件;710
‑
连接杆;720
‑
连接螺母;800
‑
底座;810
‑
定位凸起;820
‑
凸沿;821
‑
第二凹槽。
具体实施方式
25.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
26.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
27.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
28.下面参考图1至图6描述根据本实用新型实施例的拼装式模具。
29.根据本实用新型实施例的拼装式模具,包括第一端部镶件100、第二端部镶件300和若干第一拼接单元200,以第一端部镶件100相对第二端部镶件300的方位为左方,第一端部镶件100、所有第一拼接单元200、第二端部镶件300从左至右依次叠设;第一拼接单元200的上侧设有容置凹陷230和第一加注槽231,容置凹陷230呈横向设置的柱状,容置凹陷230
横向贯穿第一拼接单元200,第一加注槽231与容置凹陷230连通,第一加注槽231设于容置凹陷230的外周。
30.例如,如图1和图2所示,拼装式模具可作为用于生产复合绝缘子的上模具和下模具的其中之一,其是由第一端部镶件100、五个第一拼接单元200、第二端部镶件300从左至右叠设拼装而成,所有容置凹陷230连接在一起形成容置槽,容置槽能用于放置芯棒,第一端部镶件100和第二端部镶件300可为密封盖、也可流出供芯棒穿过的孔位,第一端部镶件100和第二端部镶件300能对模具内部的加注槽起密封作用;第一拼接单元200可设置一个或多个,使用时可通过另外的连接结构把第一端部镶件100、五个第一拼接单元200、第二端部镶件300连接在一起。
31.使用时,由于多个第一拼接单元200能从左至右叠设,生产不同长度、不同电压等级的复合绝缘子时只需添加或减少第一拼接单元200的数量,无需制作完全独立的多个模具,降低模具的仓储管理压力,降低复合绝缘子的生产成本。
32.在本实用新型的一些实施例中,第一拼接单元200具有加注部201和连接部202,容置凹陷230和第一加注槽231均设于加注部201上;第一拼接单元200的横向尺寸称为其厚度,连接部202的厚度大于加注部201的厚度,使得加注部201具有横向凹陷区241,横向凹陷区241为第一加注槽231;相邻的第一拼接单元200的连接部202贴合。由于连接部202的厚度大于加注部201的厚度,加注部201的左侧会相对连接部202向右凹陷生成横向凹陷区241、和/或加注部201的右侧会相对连接部202向左凹陷生成横向凹陷区241,第一拼接单元200叠设在一起时,相邻的连接部202之间紧密贴合,相邻的加注部201之间会产生缝隙,此缝隙即为第一加注槽231,这样制作第一拼接单元200时,无需竖向加工深度较大的第一加注槽231,第一拼接单元200较为容易制作,第一拼接单元200为铸件时也便于进行拔模。
33.在本实用新型的一些实施例中,以容置凹陷230相对第一加注槽231的方位为内侧,横向凹陷区241的厚度从外至内逐渐增大。这样生产出的绝缘伞套会呈中间厚外沿薄的形状,安装到电力设备上之后,有利于积水、尘土等杂物的滑落。
34.在本实用新型的一些实施例中,拼装式模具还包括多个第一连接结构,第一连接结构包括连接螺母720和连接杆710,连接杆710横向设置且具有第一杆段、第二杆段和第三杆段,第一杆段、第二杆段和第三杆段从左至右依次设置,第一杆段的直径不大于第二杆段的直径,第一杆段设有外螺纹,第三杆段设有外螺纹;第一端部块设有横向设置的第一通孔,第一拼接单元200设有横向设置的第二通孔,第二端部镶件300设有内螺纹孔,第一通孔、第二通孔、内螺纹孔和连接杆710共轴,第三杆段与内螺纹孔螺纹连接,连接螺母720设于第一端部镶件100的左侧,连接螺母720与第一杆段螺纹连接。参照图2,装配时,可先把第一端部镶件100、所有第一拼接单元200、第二端部镶件300叠放在一起,然后连接杆710的第三杆段依次贯穿第一通孔、第二通孔后旋入内螺纹孔,然后连接螺母720安装到第一杆段,即完成装配;结构简单,装配简便。
35.在本实用新型的另一些实施例中,拼装式模具还包括第三端部镶件600、若干第二拼接单元500和多个第二连接结构,第三端部镶件600与第一端部镶件100呈结构左右对称,第二拼接单元500与第一拼接单元200结构一致,第二连接结构和第一连接结构呈结构左右对称;第一端部镶件100、所有第一拼接单元200、第二端部镶件300、所有第二拼接单元500、第三端部镶件600从左至右依次叠设。这样拼接长度较长的模具时,可以由两个技术人员分
别从第二端部镶件300的两侧安装第一拼接单元200和第二拼接单元500,提高拼装模具的效率;第一端部镶件100和第三端部镶件600可为密封盖、也可流出供芯棒穿过的孔位,第一端部镶件100和第三端部镶件600能对模具内部的加注槽起密封作用,使生产复合绝缘子时能顺畅完成加注的工序;第三端部镶件600取代了上述的实施例中的第二端部镶件300的作用,此时第二端部镶件300上可设置加注槽和容置凹陷230、把第一拼接单元200和第二拼接单元500连接起来;当第一拼接单元200分成第一镶件210和第二镶件220以形成第二加注槽232时,参照图3至图5,第二端部镶件300可为三个单体的镶件拼装而成,当然,第二端部镶件300也可为一个一体的镶件,还可在第二端部镶件300和第二拼接单元500之间设置第三镶件400,使得生产复合绝缘子时,第一端部镶件100和第二拼接单元500之间能生成大绝缘伞套,第一拼接单元200和第二端部镶件300之间能生成大绝缘伞套,第二端部镶件300和第三镶件400之间能生成小绝缘伞套,第三镶件400和第二拼接单元500之间能生成大绝缘伞套,第二拼接单元500和第三端部镶件600之间能生成大绝缘伞套,则复合绝缘子的两端都设有大绝缘伞套。
36.在本实用新型的一些实施例中,拼装式模具还包括底座800,底座800的上侧设有第一凹槽,第一凹槽横向贯穿底座800,第一凹槽的前侧壁和后侧壁均设有凸沿820,凸沿820横向设置;第一端部镶件100、第一拼接单元200、第二端部镶件300均称为拼接件,拼接件的底部设于第一凹槽内,拼接件的前侧和后侧均设有第二凹槽821,凸沿820设于第二凹槽821内。这样所有拼接件能依次放置到第一凹槽内、使所有拼接件整齐叠放,然后再安装连接杆710和连接螺母720进行固定,便于操作;同时,由于设置有凸沿820和第二凹槽821,即使把底座800倒置、拼接件也不会从第一凹槽中掉落,生产复合绝缘子时可以通过移动底座800来整体移动模具,每个拼接件的受力均匀,不易形变损坏。
37.在本实用新型的一些实施例中,凸沿820与底座800可拆连接,底座800上设有定位凸起810,第二端部镶件300的底部设有定位凹陷,定位凸起810和定位凹陷相适配。参见图4,定位凸起810设于第一凹槽的底部,定位凸起810的底部连接到底座800,定位凸起810的顶部嵌入到定位凹陷内,防止第二端部镶件300横向偏移,进一步防止拼接件从第一凹槽中掉落;凸沿820可通过螺栓安装到底座800上、也可通过卡接、紧定螺钉连接或其他合适的方式实现可拆连接,装配时可先把第二端部镶件300安装到底座800上,然后安装凸沿820,然后再安装其他拼接件。
38.在本实用新型的一些实施例中,加注部201设有第二加注槽232,第二加注槽232与容置凹陷230连通,第二加注槽232设于容置凹陷230的外周,第二加注槽232与第一加注槽231间隔设置。通过同时设置第一加注槽231和第二加注槽232,第一加注槽231和第二加注槽232的大小、形状可制作成有区别,生产出的复合绝缘子上设有交替设置的大绝缘伞套和小绝缘伞套,起到防鸟啄的作用。
39.在本实用新型的一些实施例中,第一拼接单元200包括第一镶件210和第二镶件220,第一镶件210设于第二镶件220的左侧;第一镶件210的右侧面具有第一加注面和第一连接面,第二镶件220的左侧面具有第二加注面222和第二连接面221,第一加注面和第二加注面222之间限定出第二加注槽232,第一连接面和第二连接面221贴合。参照图6,第一拼接单元200包括第一镶件210和第二镶件220,第一镶件210和第二镶件220叠设在一起时,第一连接面和第二连接面221紧密贴合,第一加注面和第二加注面222之间产生缝隙,此缝隙即
为第二加注槽232;这样制作第一拼接单元200时,无需竖向加工深度较大的第二加注槽232,只需制作第一镶件210和第二镶件220,制作简便。
40.在本实用新型的一些实施例中,横向凹陷区241位于加注部201的一侧,加注部201的另一侧具有横向凸起区242。参照图6,横向凹陷区241位于加注部201的左侧,横向凸起区242位于加注部201的右侧,这样生产出的绝缘伞套会呈锥套的形状,安装时可竖向设置,有利于积水、尘土等杂物的滑落。
41.以上对本实用新型的较佳实施方式进行了具体说明,但本实用新型并不限于实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。