1.本发明涉及一种电线电缆用高韧性耐开裂护套材料及其制备方法,属于高分子聚合物材料技术领域。
背景技术:
2.目前,电线电缆在使用过程中,护套材料常发生开裂,造成线缆的损坏,尤其是一些移动线缆如:电梯线缆、煤矿用线缆、起重机线缆、塔吊、堆垛机线缆等,以及一些经常弯曲折叠的电线,如电器充电线缆、汽车充电线缆、手机充电线等。在安装使用过程中经常要经过多次弯曲、折叠,如果护套材料韧性低,不耐开裂,往往会造成护套开裂破损,不能保护线缆内部绝缘及导线,最终造成线缆的损坏。为了提高线缆的使用寿命,保护线缆的正常使用,护套必须具备较高的柔软性、韧性及抗开裂性能。
技术实现要素:
3.为了克服护套在使用过程中经常开裂的缺陷,本发明提供一种高柔软高韧性耐开裂护套材料及其制备方法。本发明制备的护套材料在使用过程中能避免弯曲折叠造成的护套开裂,从而保证了线缆的正常运行,提升了线缆的使用寿命。
4.为实现上述目的,本发明采用的技术方案为:一种高柔软高韧性耐开裂护套材料的制备方法,包括以下步骤:第一步:纤维的螺旋卷曲将整筒的聚烯烃弹性纤维通过加热箱加热至115℃
‑
120℃,然后通过纤维螺旋卷曲机,制备出螺旋卷曲纤维;第二步:螺旋卷曲纤维交联将第一步处理好的螺旋卷曲纤维通过电子加速器进行辐照交联;第三步:螺旋卷曲纤维的拉伸定型把第二步交联后的螺旋卷曲纤维通过加热箱预热至150℃
‑
160℃,然后匀速拉伸,把螺旋卷曲纤维拉直,然后通过冷却箱迅速冷却至常温定型,纤维被定型为伸直纤维;第四步:浸渍定型经过第三步处理得到的伸直纤维,多股同时进入充满聚烯烃熔体的浸渍机头,浸渍后冷却,经过高速切粒机切粒;浸渍时间以拉伸速度而定,拉伸速度为10米/分钟,浸渍时间为4.7秒,纤维的体积浓度为15%。
5.进一步,所述第一步制备成的螺旋卷曲纤维的螺旋升角为66度,螺距为0.7
‑
1μm。
6.进一步,所述第二步中电子加速器的能量级别为3.0兆电子伏特,辐照剂量为12
‑
15兆电子拉德。
7.进一步,所述第四步中浸渍机头内聚烯烃熔体的温度为150℃
‑
160℃。
8.进一步,所述聚烯烃熔体的组成为:线性低密度聚乙烯、三元乙丙橡胶、硅橡胶、氢氧化镁、抗氧剂1010#、抗氧剂168#、聚乙烯蜡、甲基苯基硅油、白油、色母粒,质量比为20
‑
30:20
‑
30:2
‑
3:10
‑
15:0.5
‑
0.8:0.5
‑
0.8:1
‑
2:0.3
‑
0.5:2
‑
3:1
‑
2。
9.进一步,所述聚烯烃熔体的制备过程为:将聚烯烃熔体的组成材料加入到高速混合机中,常温混合3
‑
5分钟,然后再将混合料排入平行双螺杆挤出机挤出以得到共混熔体,即聚烯烃熔体。
10.进一步,所述平行双螺杆挤出机的工艺温度设定为:一区130
±
5℃,二区140
±
5℃,三区150
±
5℃,四区160
±
5℃,五区150
±
5℃,机头160
±
5℃。
11.进一步,所述第四步中切粒的粒子长度为10
‑
12mm。
12.上述制备方法制备的护套材料用于电线电缆中,保护线缆。
13.本发明所用主要原材料的说明:聚烯烃弹性纤维:由聚烯烃热塑性弹性体通过熔融纺丝得到;线性低密度聚乙烯:基础树脂,熔体流动速率1.5
‑
2.5g/10min;三元乙丙橡胶:颗粒状,门尼粘度(ml1 4,125℃)25,乙烯含量70%;硅橡胶:110甲基乙烯基硅橡胶;氢氧化镁:白色无定形粉末,无卤阻燃剂;抗氧剂1010#:白色粉末,抗热氧老化;抗氧剂168#:白色粉末,抗热氧老化;聚乙烯蜡:润滑剂,蜡状颗粒;甲基苯基硅油:无色透明液体,润滑剂;白油:无色透明液体,润滑剂;色母粒:颜料,分别为黑色、红色、灰色等。
14.与现有技术相比,本发明的有益效果为:1、本发明材料属于纤维增强材料,传统的纤维增强材料纤维在材料内部是伸直的,虽然能够提升材料的强度,但对材料的韧性提高不大。而本发明产品重点是制备一种高柔软高韧性耐开裂护套材料,要求材料必须具备高韧性。因此,本发明材料中纤维在材料的内部以螺旋卷曲的形态存在,如图1所示。纤维在材料内部的这种结构使得纤维具有较强的柔韧性和很高的孔隙度,在材料发生弯曲和折叠时,纤维能够更好的起到增韧增强作用。
15.2、纤维交联后,在浸渍机头的熔体中进行浸渍时不会发生融化变形现象,能够保持纤维的形状和高取向度,便于提高纤维的抗张强度,若纤维没有经过辐照交联,它在浸渍机头熔体中浸渍时就会融化,不能够保持纤维在浸渍中的形状与高取向度。
16.3、螺旋卷曲纤维经过辐照交联,分子结构发生了网状的交联反应,分子结构被定型,把交联定型后的螺旋卷曲纤维加热到150℃
‑
160℃,纤维处于高弹态,这时可以把螺旋卷曲的纤维拉伸拉直,拉成伸直状态,然后骤冷至常温定型,这时,纤维分子被定型,纤维处于伸直状态。
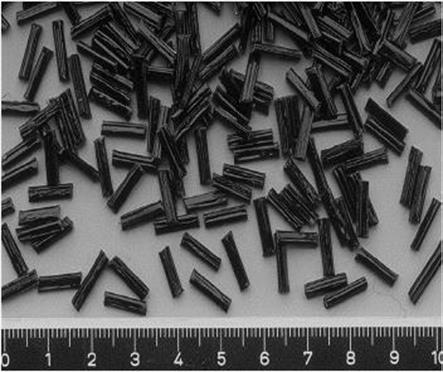
17.4、被拉伸定型后的伸直纤维具有记忆效应,当再次处于高弹态温度时,即150℃
‑
160℃的状态下,纤维迅速恢复至原始状态,即拉伸前的螺旋卷曲状态。当拉伸定型后的伸直纤维进入到浸渍机头后,由于浸渍机头中的熔体温度为150℃
‑
160℃,纤维迅速恢复至螺旋卷曲状态,因此纤维以螺旋卷曲状态被熔体浸渍,冷却切粒后以螺旋卷曲状态存在与颗粒中,颗粒的大小和纤维分布情况如图2、图3所示。
18.5、本发明螺旋纤维增韧机理为螺旋卷曲纤维增强材料在受到轴向拉力或者弯曲
拉力产生变形伸长的同时会发生侧向扭转,不仅存在粘结剪切应力,还存在扭矩力,与平直型增强纤维不同。螺旋扭状增强材料与基体之间的作用力产生侧向挤扭力矩和摩擦阻力使粘结强度增大,韧性增大,承载力增大,从而使材料的韧性大幅提高,屈挠性能大幅提高。另外,聚烯烃弹性纤维与基础树脂都属于聚烯烃类,纤维与基材之间具有良好的粘结与结合性能,良好的粘结性能也能提高材料的承载力与韧性指标。
附图说明
19.图1为纤维在材料的内部形态;图2为护套料颗粒示意图;图3为螺旋卷曲纤维在聚烯烃颗粒中分布模型。
具体实施方式
20.下面结合附图和具体的实施例对本发明的技术方案及效果做进一步描述,但本发明的保护范围并不限于此。
21.实施例1一种电线电缆用高韧性耐开裂护套材料及制备方法,包括以下步骤:第一步:纤维的螺旋卷曲将整筒的聚烯烃弹性纤维通过加热箱加热至115℃,然后通过纤维螺旋卷曲机,制备出螺旋卷曲纤维,制备成的螺旋卷曲纤维的螺旋升角为66度,螺距为1μm;第二步:螺旋卷曲纤维交联将第一步处理好的螺旋卷曲纤维通过电子加速器进行辐照交联,电子加速器能量级别为3.0兆电子伏特,辐照剂量为15兆电子拉德;第三步:螺旋卷曲纤维的拉伸定型把第二步交联后的螺旋卷曲纤维通过加热箱预热至160℃,然后匀速拉伸,把螺旋卷曲的纤维拉直,然后通过冷却箱迅速冷却至常温定型,纤维被定型为伸直纤维;第四步:纤维的浸渍定型经过第三步处理的伸直纤维,多股同时进入充满150℃
‑
160℃的聚烯烃熔体的浸渍机头,浸渍后冷却,经过高速切粒机切粒,粒子长度为10mm;其中,浸渍时间以拉伸速度而定,本实施例拉伸速度为10米/分钟,浸渍时间为4.7秒,纤维的体积浓度为15%;其中,聚烯烃熔体的组成为:20kg线性低密度聚乙烯、20kg三元乙丙橡胶、2kg硅橡胶、10kg氢氧化镁、0.5kg抗氧剂1010#、0.5kg抗氧剂168#、1kg聚乙烯蜡、0.3kg甲基苯基硅油、2kg白油、1kg色母粒;制备过程为:将上述材料加入到高速混合机中,常温混合3
‑
5分钟,然后再将混合料排入平行双螺杆挤出机挤出以得到共混熔体,即聚烯烃熔体,且将其挤入浸渍机头;平行双螺杆挤出机的工艺温度设定为:一区130
±
5℃,二区140
±
5℃,三区150
±
5℃,四区160
±
5℃,五区150
±
5℃,机头160
±
5℃。
22.实施例2同实施例1,不同的是:第四步中:聚烯烃熔体的组成为:30kg线性低密度聚乙烯、30kg三元乙丙橡胶、3kg硅橡胶、15kg氢氧化镁、0.8kg抗氧剂1010#、0.8kg抗氧剂168#、2kg聚乙烯蜡、0.5kg甲基苯
基硅油、3kg白油、2kg色母粒。
23.实施例3同实施例1,不同的是:第四步中:聚烯烃熔体的组成为:25kg线性低密度聚乙烯、25kg三元乙丙橡胶、2.5kg硅橡胶、13kg氢氧化镁、0.65kg抗氧剂1010#、0.65kg抗氧剂168#、1.5kg聚乙烯蜡、0.4kg甲基苯基硅油、2.5kg白油、1.5kg色母粒。
24.实施例1
‑
3制备的护套材料性能测试对比(取自成品线缆护套)如表1所示。
25.表1 实施例1
‑
3制备的护套材料性能尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。