1.本发明涉及一种用于清洁形成于轮胎硫化用模具的排气孔的排气孔清洁装置和排气孔清洁方法。
背景技术:
2.在轮胎硫化用模具中形成有在轮胎硫化时放出模具内部的空气的多个排气孔。在轮胎的硫化工序中,有时会在使轮胎成型的轮胎硫化用模具的成型面(与轮胎的接触面)上附着污垢、橡胶,另外,排气孔被污垢、橡胶堵塞。因此,需要定期地清洁轮胎硫化用模具。
3.轮胎硫化用模具的清洁作业包括去除轮胎硫化用模具的成型面上附着的污垢、橡胶的作业和清洁排气孔的作业。
4.在去除污垢、橡胶的作业中,将轮胎硫化用模具放置在专用的作业台上并进行固定,通过清洁处理(喷砂处理、激光处理等)来去除模具的成型面上附着的污垢、橡胶。在作业完成后,将轮胎硫化用模具自作业台拆下并搬送到下一作业场所。
5.在清洁排气孔的作业中,将搬送来的轮胎硫化用模具放置在专用的作业台上并进行固定,将钻头(drill bit)安装到电动钻孔装置。钻头是清洁工具,针对轮胎硫化用模具的排气孔来定位钻头。接着,通过将钻头旋转着向排气孔中插入,来用钻头清洁排气孔。由此,疏通并去除排气孔的内部附着的污垢、橡胶。另外,在前面作业的喷砂处理中喷砂材料进入到了排气孔的内部时,排气孔内的喷砂材料也将被去除。
6.在清洁排气孔的作业中,针对排气孔定位钻头以及向排气孔插入钻头都是手动进行的。因此,需要作业熟练。另外,由于作业者要将钻头调整位置、角度地向排气孔插入,因此钻头的插入必须非常小心谨慎地进行,是非常花费工夫的作业。因此,即使是熟练的作业者也要花费时间。
7.因此,在以往的清洁排气孔的作业中,提出了使用排气孔清洁装置来进行清洁的方案(参照专利文献1)。
8.排气孔清洁装置在机械臂的顶端具有检测排气孔的位置的传感器和清洁排气孔的排气孔清洁治具。排气孔清洁治具具备进出自如的通过马达而旋转的清洁工具。在此,清洁工具是琴钢线等锥,锥插通于管中。
9.在使用该排气孔清洁装置进行的作业中,由传感器检测轮胎硫化用模具的排气孔的位置,基于检测到的排气孔的位置来定位排气孔清洁治具的锥。接着,将锥与管一起朝向排气孔推出。若锥和管到达了排气孔的位置,则将管留下而将锥插入到排气孔中。之后,使锥旋转来清洁排气孔。在清洁排气孔时,为琴钢线的锥可能无法去除排气孔的内部附着的污垢、橡胶。
10.在以往的排气孔清洁装置中,排气孔清洁治具的锥用管进行保护直到排气孔处,因此不会在管内断裂。
11.然而,轮胎硫化用模具的排气孔是手动形成的。因此,实际形成的排气孔不总是按照设计图地形成,其位置、角度有时会偏离设计位置。在该偏离大的情况下,当通过排气孔
清洁装置按照设计图来将锥向排气孔插入时,即使锥是琴钢线,也可能导致锥断裂等破损。
12.现有技术文献
13.专利文献
14.专利文献1:日本特开2016
‑
150544号公报
技术实现要素:
15.发明要解决的问题
16.本发明是鉴于上述以往的问题而完成的,其目的在于,在清洁形成于轮胎硫化用模具的排气孔时,实现其作业时间的缩短,并且防止插入到排气孔中的清洁工具发生断裂等破损。
17.用于解决问题的方案
18.本发明是一种排气孔清洁装置,用于清洁形成于轮胎硫化用模具的排气孔,排气孔清洁装置具备:模具检测部,其检测轮胎硫化用模具的姿势;排气孔检测部,其检测轮胎硫化用模具的排气孔的位置;清洁部,其具有清洁轮胎硫化用模具的排气孔的清洁工具;机械臂,其用于移动清洁部;工具检测部,其检测在清洁部的清洁工具插入到排气孔中时作用于清洁部的清洁工具的弯曲负荷和弯曲负荷的方向;以及控制部,其基于由模具检测部检测到的轮胎硫化用模具的姿势和由排气孔检测部检测到的排气孔的位置,控制机械臂的动作以移动清洁部,并且基于在将清洁部的清洁工具插入到了排气孔中时由工具检测部检测到的作用于清洁工具的弯曲负荷和弯曲负荷的方向,控制机械臂的动作以修正清洁工具的插入角度。
19.发明的效果
20.根据本发明,在清洁形成于轮胎硫化用模具的排气孔时,能够实现其作业时间的缩短,还能够防止插入到排气孔中的清洁工具发生断裂等破损。
附图说明
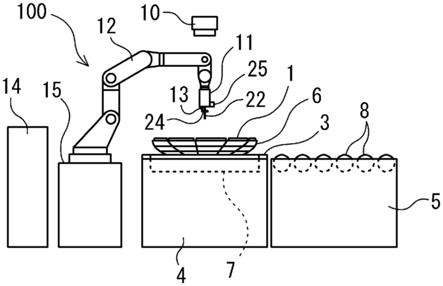
21.图1是本实施方式的排气孔清洁装置的俯视图。
22.图2是本实施方式的排气孔清洁装置的侧视图。
23.图3是示出本实施方式的排气孔清洁装置的清洁部的主要部分放大图。
24.图4是概要地示出控制部的框体图。
25.图5的a是示出修正前的清洁部的清洁工具的插入角度的状态的图,图5的b是示出修正后的清洁部的清洁工具的插入角度的状态的图。
26.图6是示出作用于钻头的弯曲负荷的图表。
27.图7的a是示出将钻头插入到排气孔之前的状态的图,图7的b是示出将钻头插入到了排气孔中的状态的图。
28.图8是示出清洁部的其它实施方式的图。
29.图9是示出清洁部的其它实施方式的图。
30.图10是示出工具检测部的其它实施方式的图。
具体实施方式
31.参照附图来说明本发明的排气孔清洁装置和排气孔清洁方法的一个实施方式。
32.本实施方式的排气孔清洁装置是在清洁轮胎硫化用模具时用于清洁形成于轮胎硫化用模具的排气孔的装置。
33.轮胎硫化用模具设置在轮胎硫化装置中,对轮胎进行硫化。在对轮胎进行硫化时,多个(例如9个)轮胎硫化用模具包围轮胎地配置成环状。另外,在轮胎硫化用模具中形成有多个排气孔。
34.图1是本实施方式的排气孔清洁装置100的俯视图。图2是本实施方式的排气孔清洁装置100的侧视图。图3是示出本实施方式的排气孔清洁装置100的清洁部11的主要部分放大图。
35.如图1、图2所示,排气孔清洁装置100具备:作业台3,其用于放置多个轮胎硫化用模具1并将多个轮胎硫化用模具1进行固定;搬入台4,其用于将轮胎硫化用模具1搬入到作业台3;以及搬出台5,其用于将轮胎硫化用模具1自作业台3搬出。
36.多个轮胎硫化用模具1被载置于模具保持器具6,并被模具保持器具6保持。模具保持器具6呈圆形的篮子状,将多个轮胎硫化用模具1以成型面朝上的方式以呈花瓣状展开的状态进行保持。
37.轮胎硫化用模具1以被模具保持器具6保持的状态被放置在作业台3的上表面,并被固定于作业台3。对固定于作业台3的轮胎硫化用模具1进行排气孔2的清洁。
38.搬入台4、作业台3以及搬出台5沿着轮胎硫化用模具1的移动方向依次配置,并且彼此相邻地配置。在搬入台4上具有多个传送辊7,被模具保持器具6保持的轮胎硫化用模具1通过搬入台4的传送辊7而朝向作业台3移动。在搬出台5上具有多个传送辊8,被模具保持器具6保持的轮胎硫化用模具1通过搬出台5的传送辊8而离开作业台3。
39.在由模具保持器具6保持轮胎硫化用模具1的状态下,通过清洁处理(喷砂处理、激光处理等)对模具保持器具6的成型面进行清洁。接着,轮胎硫化用模具1与模具保持器具6一起被搬送到搬入台4,并被放置于搬入台4。
40.此外,针对作业台3进行的轮胎硫化用模具1的搬入和搬出可以自动地进行,也可以手动地进行。另外,搬入台4、作业台3、搬出台5可以配置成l字,也可以配置在直线上。
41.如图1、图2所示,排气孔清洁装置100具备:模具检测部10,其检测轮胎硫化用模具1的姿势;排气孔检测部25,其检测轮胎硫化用模具1的排气孔2的位置;清洁部11,其具有用于清洁轮胎硫化用模具1的排气孔2的清洁工具;机械臂12,其用于移动清洁部11;工具检测部13,其在清洁部11的清洁工具插入到了排气孔2中时检测作用于清洁部11的清洁工具的弯曲负荷和弯曲负荷的方向;以及控制部14,其对机械臂12和清洁部11的动作进行控制。
42.模具检测部10是3d传感器(立体摄像机),在作业台3的上方且以朝向下方的方式配置。模具检测部10对固定在作业台3上的轮胎硫化用模具1进行拍摄,来检测轮胎硫化用模具1的三维形状。也就是说,模具检测部10检测固定在作业台3上的由模具保持器具6保持的轮胎硫化用模具1的姿势。模具检测部10可以固定在作业台3的上方,另外,也可以通过移动单元来进行移动。此外,模具检测部10不限于3d传感器,也可以是其它的检测单元,只要能够检测轮胎硫化用模具1的姿势即可。
43.机械臂12是产业用的多关节机器人,设置在基台15上。在此,机械臂12是六轴的机
械臂,通过控制部14控制机械臂12以使安装于机械臂12的顶端的清洁部11移动。该清洁部11的移动是指将清洁部11的清洁工具移动到规定的位置以及改变清洁工具的朝向。机械臂12与作业台3相邻地设置,机械臂12的顶端位于作业台3的上方。
44.如图3所示,清洁部11具有:矩形状的框体20,其固定于机械臂12的顶端;钻头用马达21,其设置在框体20的内部;以及清洁工具,其安装于钻头用马达21。
45.清洁工具是钻头22,将钻头22向轮胎硫化用模具1的排气孔2中旋转着插入来清洁排气孔2。此外,清洁工具不限于钻头22,也可以是其它的工具。
46.钻头用马达21例如是主轴马达,用于使钻头22旋转。此外,钻头用马达21不限于此,也可以是其它的马达。
47.在框体20的下部固定有l型的支架23。支架23由在其中间分离的两个构件构成。在支架23的顶端固定有环状的引导件24。引导件24将钻头22以旋转自如的方式进行保持,并抑制旋转的钻头22的振动。
48.另外,钻头用马达21相对于框体20自如地上下滑动。即,钻头用马达21被支承构件26所支承。支承构件26被安装于固定在框体20上的直线导轨27,并且被安装于设置在框体20的内部的滚珠丝杠28的螺母28a。滚珠丝杠28的丝杠轴28b通过固定安装于框体20的伺服马达29来进行旋转。通过滚珠丝杠28的丝杠轴28b进行旋转,由此螺母28a、支承构件26以及钻头用马达21沿着直线导轨27上下地滑动。
49.像这样,通过伺服马达29使滚珠丝杠28的丝杠轴28b旋转,来使钻头用马达21沿着直线导轨27滑动,从而在向排气孔2中插入钻头22时,不使机械臂12动作地将钻头22向排气孔2中插入。由此,仅通过清洁部11的伺服马达29的控制就能够进行钻头22的插入。因此,无需对机械臂12的复杂的控制,就能够容易地进行钻头22插入时的控制。
50.排气孔检测部25在此是3d传感器。排气孔检测部25安装于清洁部11的框体20的侧面。排气孔检测部25对轮胎硫化用模具1进行拍摄,来检测轮胎硫化用模具1的排气孔2的位置。此外,排气孔检测部25优选为对排气孔2的检测精度高的3d传感器,但也可以是例如2d摄像机等其它的传感器。排气孔检测部25的安装位置也不限于清洁部11的框体20。
51.另外,在此,将排气孔检测部25与模具检测部10分开地形成,但也可以设为将排气孔检测部25与模具检测部10结合来通过一个检测部检测轮胎硫化用模具1的姿势和排气孔2的位置。
52.工具检测部13是安装于被固定安装在框体20的下部的支架23的中间(分离的位置)的传感器,在此是六轴力觉传感器。六轴力觉传感器测定x轴、y轴、z轴的各轴方向的力以及绕各轴的转矩。由此,工具检测部13能够根据测定出的数据,来检测在清洁部11的钻头22插入到排气孔2中时作用于清洁部11的钻头22的弯曲负荷和弯曲负荷的方向。作用于清洁部11的钻头22的弯曲负荷和弯曲负荷的方向是作用于钻头22的从清洁部11的引导件24向前方突出的部分的弯曲负荷和弯曲负荷的方向。
53.通过将该工具检测部13设为六轴力觉传感器,能够简单地检测作用于清洁部11的钻头22的弯曲负荷和弯曲负荷的方向。此外,工具检测部13不限于六轴力觉传感器,只要能够检测弯曲负荷和弯曲负荷的方向,则也可以是多轴力觉传感器、负荷传感器(load cell)等。
54.图4是概要地示出控制部14的框图。
55.如图所示,控制部14具备计算机30、输入部31、机械臂动作控制部32、清洁工具动作控制部33、以及清洁部11的马达动作控制部34等。
56.计算机30基于规定的程序,来向机械臂动作控制部32、清洁工具动作控制部33、清洁部11的马达动作控制部34等发出指令。机械臂动作控制部32与机械臂12连接,对机械臂12的动作进行控制。清洁工具动作控制部33与钻头用马达21连接,对钻头用马达21的动作进行控制。清洁部11的马达动作控制部34与清洁部11的马达中的伺服马达29连接,对伺服马达29的动作进行控制。另外,输入部31与模具检测部10、排气孔检测部25、工具检测部13等连接。
57.在计算机30中,从输入部31被输入由模具检测部10检测到的轮胎硫化用模具1的姿势,基于被输入的该数据、以及例如预先存储在后述的存储装置(服务器)中的轮胎硫化用模具1和形成于轮胎硫化用模具1的排气孔2的位置的设计数据,来向机械臂动作控制部32发出指令。与此同时,从输入部31被输入由排气孔检测部25检测到的轮胎硫化用模具1的排气孔2的位置,基于被输入的该数据来控制机械臂12的动作。也就是说,控制机械臂12的动作,以将清洁部11的钻头22相对于形成于轮胎硫化用模具1的排气孔2移动到规定的位置并形成规定的朝向,从而能够向排气孔2插入钻头22。
58.另外,计算机30通过输入部31接收由工具检测部13检测到的作用于钻头22的弯曲负荷和弯曲负荷的方向,基于接收到的输入数据,向机械臂动作控制部32发出指令来控制机械臂12的动作。也就是说,计算机30基于在将清洁部11的钻头22插入到了排气孔2中时由工具检测部13检测到的作用于钻头22的弯曲负荷和弯曲负荷的方向,来控制机械臂12的动作,以移动清洁部11的钻头22(变更钻头22的朝向)来修正钻头22向排气孔2插入的插入角度。
59.图5的a是示出修正前的钻头22的插入角度的状态的图。图5的b是示出修正后的钻头22的插入角度的状态的图。
60.在向排气孔2插入钻头22时,如果如图5的a所示那样排气孔2的孔的角度与钻头22的插入角度产生偏差,则由工具检测部13检测的作用于钻头22的弯曲负荷变大。在该弯曲负荷超过规定的值(在此为修正开始阈值)时,对钻头22的插入角度进行修正。即,由工具检测部13检测作用于钻头22的弯曲负荷,在该弯曲负荷超过修正开始阈值时,使机械臂12动作来使钻头22倾斜(修正开始)。使钻头22倾斜的方向是与由工具检测部13检测到的作用于钻头22的弯曲负荷的方向相同的方向(图中箭头a所示)。另外,在使机械臂12动作来使钻头22倾斜时,以使钻头22以其顶端为基准旋转的方式进行倾斜。如图5的b所示,通过使钻头22倾斜,从而作用于钻头22的弯曲负荷变小,当该弯曲负荷小于规定的值(在此为修正完成阈值)时,停止使钻头22倾斜(修正完成)。
61.关于对钻头22的插入角度的该修正,在作用于钻头22的弯曲负荷超过修正开始阈值时,使钻头22的插入速度从通常速度下降而变为低速,在低速的状态下对钻头22的插入角度进行修正。但是,对钻头22的插入角度的修正不限于此,也可以在作用于钻头22的弯曲负荷超过修正开始阈值时,使钻头22的插入停止,在停止的状态下对钻头22的插入角度进行修正。
62.接着,说明作用于钻头22的弯曲负荷。
63.图6是示出作用于钻头22的弯曲负荷的图表。
64.弯曲负荷的修正开始阈值是钻头22的弯曲负荷中的比不会发生钻头22断裂等破损的安全值低的值,即使略微超过该修正开始阈值,也不会发生钻头22断裂等破损。另外,修正完成阈值是比修正开始阈值低的值。
65.即使钻头22的插入角度与排气孔2的孔的角度的偏差量是相同的,考虑到修正完成阈值、修正开始阈值时的作用于钻头22的弯曲负荷也根据从清洁部11的引导件24到排气孔2的入口的距离而不同。即,即使钻头22的插入角度与排气孔2的孔的角度的偏差量是相同的,但是如果从引导件24到排气孔2的入口的距离短则弯曲负荷变大,如果从引导件24到排气孔2的入口的距离长则弯曲负荷变小。因而,如图6所示,弯曲负荷的修正开始阈值和修正完成阈值也根据从引导件24到排气孔2的入口的距离而不同。因此,基于从引导件24到排气孔2的入口的距离来对钻头22的插入角度进行修正。
66.另外,排气孔清洁装置100具备距离维持单元,该距离维持单元用于在将清洁部11的钻头22插入到了排气孔2中时将从清洁部11的引导件24到排气孔2的入口的距离维持为固定。在此,距离维持单元是控制部14和通过控制部14来控制的机械臂12。
67.图7的a是示出将钻头22插入到排气孔2之前的状态的图,图7的b是示出将钻头22插入到了排气孔2中的状态的图。
68.在距离维持单元中,为了将从清洁部11的引导件24到排气孔2的入口的距离l维持为固定,在向排气孔2中插入钻头22时,如图7的a所示那样由控制部14进行控制以使机械臂12的动作停止,从而使机械臂12成为停止状态。之后,如图7的b所示那样,通过使伺服马达29动作来使钻头用马达21沿着直线导轨27滑动,从而将钻头22向排气孔2中插入。由此,在将钻头22向排气孔2中插入时,固定于机械臂12的框体20和引导件24不动,只有钻头22滑动地移动。像这样,通过在将钻头22插入到了排气孔2中时使机械臂12的动作停止,由此将从清洁部11的引导件24到排气孔2的入口的距离l维持为固定。另外,通过事先将从清洁部11的引导件24到排气孔2的入口的距离l设定为不易使钻头22弯曲的最佳的长度,由此在将钻头22向排气孔2中插入时,从清洁部11的引导件24到排气孔2的入口的该距离l被维持为最佳的长度,能够降低插入到排气孔2中的钻头22的断裂。
69.接着,说明排气孔2的清洁作业的过程。
70.将由模具保持器具6保持的轮胎硫化用模具1从搬入台4搬入到作业台3,并将轮胎硫化用模具1固定于作业台3。在将轮胎硫化用模具1固定于作业台3之后,由模具检测部10检测轮胎硫化用模具1的姿势。另外,将由模具检测部10检测到的轮胎硫化用模具1的姿势与预先存储的设计数据进行对照。根据其结果,求出轮胎硫化用模具1的排气孔2的位置,由控制部14基于该位置控制机械臂12的动作,使机械臂12动作来将清洁部11的钻头22移动到规定的排气孔2的位置。在移动了清洁部11的钻头22之后,由排气孔检测部25检测轮胎硫化用模具1的排气孔2的位置。由控制部14基于由排气孔检测部25检测到的排气孔2的位置控制机械臂12的动作,使机械臂12动作来改变钻头22的位置和朝向,从而针对排气孔2来定位钻头22。
71.接着,通过钻头用马达21使钻头22旋转,并将钻头22向排气孔2中插入。由此,通过钻头22来进行排气孔2的清洁。在清洁排气孔2时,由工具检测部13检测作用于插入到了排气孔2中的钻头22的弯曲负荷和弯曲负荷的方向。在由工具检测部13检测到的作用于钻头22的弯曲负荷变大时(在弯曲负荷超过规定的值时),使钻头22的插入速度降低而变为低
速。在使钻头22的插入速度成为低速之后,由控制部14基于由工具检测部13检测到的作用于钻头22的弯曲负荷和弯曲负荷的方向控制机械臂12的动作,使机械臂12动作来对钻头22的插入角度进行修正。在修正之后,使钻头22的插入速度恢复为原来的通常速度,将钻头22插入来进行排气孔2的清洁。在清洁排气孔2时,控制部14进行与排气孔2的位置的数据之间的对照,来区分清洁完成的排气孔2与未清洁的排气孔2。
72.在一个排气孔2的清洁完成时,由控制部14控制机械臂12的动作,使机械臂12动作来将清洁部11的钻头22移动到未清洁的下一个排气孔2的位置。在移动了清洁部11的钻头22之后,与上述同样地进行排气孔2的清洁。像这样对形成于轮胎硫化用模具1的全部的排气孔2进行清洁。在全部的排气孔2的清洁完成之后,将轮胎硫化用模具1自作业台3搬出到搬出台5。
73.另外,如图4所示,排气孔清洁装置100具备与控制部14连接的存储装置。存储装置是存储各种数据的设备,在此是服务器16。但是,存储装置不限于服务器16。服务器16中存储的数据例如是轮胎硫化用模具1和形成于该轮胎硫化用模具1的排气孔2的位置的设计数据等。
74.另外,在服务器16中,在利用清洁部11的钻头(清洁工具)22清洁了排气孔2时,针对轮胎硫化用模具1的各排气孔2分别收集修正后的排气孔2的位置和钻头22的插入角度的数据,并存储所收集到的数据。在此,将存储的数据进行数据库化。
75.利用识别信息(例如,个体编号)来识别轮胎硫化用模具1。因此,如上所述,针对进行了排气孔2的清洁作业的轮胎硫化用模具1,将由模具检测部10检测到的轮胎硫化用模具1的姿势的数据、由排气孔检测部25检测到的轮胎硫化用模具1的排气孔2的位置的数据、以及将钻头22插入到了排气孔2中时对钻头22的插入角度的修正的数据与识别信息一起存储到服务器16中。也就是说,在服务器16中存储进行了排气孔2的清洁作业的全部的轮胎硫化用模具1的数据,并将该数据进行数据库化。
76.另外,在第二次以后的排气孔2的清洁作业中,控制部14基于服务器16中存储并进行了数据库化的、在第一次的排气孔2的清洁作业中的轮胎硫化用模具1的数据(轮胎硫化用模具1的姿势的数据、排气孔2的位置的数据、插入了钻头22时的修正后的钻头22的插入角度的数据),来进行控制以将清洁部11的钻头22插入到排气孔2中。
77.像这样,在进行了一次排气孔2的清洁作业的轮胎硫化用模具1中,基于服务器16中进行数据库化并存储的在第一次的排气孔2的清洁作业中的轮胎硫化用模具1的数据,来进行第二次以后的排气孔2的清洁作业。由此,无需进行排气孔检测部25对排气孔2的位置的检测、将钻头22插入到排气孔2中时的对钻头22的插入角度的修正等,就能够将钻头22插入到排气孔2中。
78.即,第二次以后的排气孔2的清洁作业如下面那样进行。由模具检测部10检测固定于作业台3的轮胎硫化用模具1的姿势。控制部14基于由模具检测部10检测到的轮胎硫化用模具1的姿势并且基于服务器16中进行数据库化并存储的在第一次的排气孔2的清洁作业中的轮胎硫化用模具1的数据,控制机械臂12的动作,使机械臂12动作来将清洁部11的钻头22移动到规定的排气孔2的位置。另外,与此同时,改变钻头22的位置和朝向来针对排气孔2定位钻头22。因此,无需由排气孔检测部25检测排气孔2的位置,就能够针对排气孔2定位钻头22。
79.接着,通过钻头用马达21使钻头22旋转并向排气孔2中插入钻头22来进行排气孔2的清洁。在此时的排气孔2的清洁中,基于第一次的排气孔2的清洁作业时的数据(在插入了钻头22时修正后的钻头22的插入角度的数据)来将钻头22插入。因此,无需由工具检测部13检测作用于钻头22的弯曲负荷和弯曲负荷的方向,也就是说,不对钻头22的插入角度进行修正,就能够将钻头22插入到排气孔2中来进行排气孔2的清洁。
80.像这样,在第二次以后的排气孔2的清洁作业中,由模具检测部10检测轮胎硫化用模具1的姿势,基于该姿势的数据和在第一次的排气孔2的清洁作业中的轮胎硫化用模具1的数据来进行清洁作业。因此,能够在针对排气孔2定位钻头22时不进行排气孔检测部25对排气孔2的位置的检测。与此同时,能够在向排气孔2中插入钻头22时不进行作用于插入到排气孔2中的钻头22的弯曲负荷和弯曲负荷的方向的检测以及对钻头22的插入角度的修正。由此,能够大幅地缩短清洁排气孔2的作业时间。
81.如以上说明的那样,在通过排气孔清洁装置100向排气孔2插入钻头22时,基于由工具检测部13检测到的作用于钻头22的弯曲负荷和弯曲负荷的方向,修正钻头22的插入角度地将钻头22插入到排气孔2中。因而,例如,即使排气孔2的角度等不按照设计图那样,也能够将钻头22以使插入角度与实际的排气孔2的角度一致的方式修正插入角度地进行插入,能够防止钻头22发生断裂等破损。另外,还能够缩短清洁排气孔2的作业时间。
82.另外,在排气孔2的清洁作业中,在第一次的清洁作业中,与预先存储的排气孔2的位置的设计数据进行对照,区分为清洁完成的排气孔2和未清洁的排气孔2来进行作业。另外,在第二次以后的清洁作业中,与第一次的清洁作业中的排气孔2的位置的数据进行对照,区分为清洁完成的排气孔2和未清洁的排气孔2来进行作业。由此,能够可靠地清洁形成于轮胎硫化用模具1的全部的排气孔2,能够防止排气孔2被忘记清洁。
83.另外,计算机30也能够基于作用于钻头22的弯曲负荷的变化来检测插入到排气孔2中的钻头22的断裂。例如,当由工具检测部13检测的作用于钻头22的弯曲负荷急剧地减少时,判断为钻头22发生了断裂,从而检测出钻头22的断裂。由此,能够防止产生在排气孔2内残留着断裂的钻头的不良情况。
84.接着,说明排气孔清洁装置100中的清洁部11的其它实施方式。在此,说明与上述清洁部11不同的部分,其它部分与上述清洁部11相同。
85.如图8所示,清洁部11具有固定于机械臂12的顶端的框体20、设置在框体20的内部的钻头用马达21、以及安装于钻头用马达21的钻头22(清洁工具)。其中,钻头用马达21固定在框体20的下部。另外,在框体20的侧面安装自如地上下滑动的线性伺服35。在线性伺服35安装支架23和工具检测部13(六轴力觉传感器),在支架23的顶端安装引导件24。通过使线性伺服35滑动,由此使引导件24相对于钻头22上下地滑动。
86.在该情况下,由计算机30控制机械臂12的动作来使机械臂12移动,由此将钻头22向排气孔2中插入。
87.在此,排气孔清洁装置100也具备距离维持单元,该距离维持单元用于在将清洁部11的钻头22插入到了排气孔2中时将从清洁部11的引导件24到排气孔2的入口的距离维持为固定。在此,距离维持单元是控制部14和由控制部14控制的清洁部11的线性伺服35。
88.在距离维持单元中,为了将从清洁部11的引导件24到排气孔2的入口的距离l维持为固定,在将钻头22向排气孔2中插入时,通过使机械臂12移动来将钻头22插入到排气孔2
中。与此同时,由控制部14控制清洁部11的线性伺服35的动作来使引导件24相对于钻头22滑动。该线性伺服35的动作是向与机械臂12的动作方向相反的方向滑动的动作,将其动作的量设为与机械臂12动作的量相同。像这样,在将钻头22向排气孔2中插入时,通过使线性伺服35和引导件24向与机械臂12的动作方向相反的方向动作,来将从清洁部11的引导件24到排气孔2的入口的距离l维持为固定。
89.又一其它实施方式的清洁部11如图9所示那样具有固定于机械臂12的顶端的框体20、设置在框体20的内部的钻头用马达21、以及安装于钻头用马达21的钻头22(清洁工具)。钻头用马达21相对于框体20自如地上下滑动。另外,在框体20的侧面安装自如地上下滑动的线性伺服35。在线性伺服35安装支架23和工具检测部13(六轴力觉传感器),在支架23的顶端安装引导件24。通过使线性伺服35滑动,由此使引导件24相对于钻头22上下地滑动。
90.在该情况下,通过不使机械臂12移动而使钻头用马达21滑动,来将钻头22插入到排气孔2中。
91.此外,在将钻头22向排气孔2中插入时,引导件24和固定于机械臂12的框体20不移动,钻头22与钻头用马达21一同滑动地移动。像这样,在将钻头22插入到了排气孔2中时,通过使机械臂12的移动停止,来将从清洁部11的引导件24到排气孔2的入口的距离l维持为固定。即,本实施方式也是,排气孔清洁装置100具备距离维持单元,该距离维持单元用于在将清洁部11的钻头22插入到了排气孔2中时将从清洁部11的引导件24到排气孔2的入口的距离维持为固定。
92.另外,通过线性伺服35使引导件24相对于钻头22滑动,由此也能够将钻头22的从引导件24向前突出的部分、也就是从清洁部11的引导件24到排气孔2的入口的距离l与钻头22的形状、材质相应地简单地变更为最佳的距离。
93.另外,在排气孔清洁装置100中,工具检测部13是安装于清洁部11的支架23的六轴力觉传感器。与此相对,工具检测部13的安装部位也可以是其它部位,例如,也可以在机械臂12的顶端与清洁部11的框体20之间安装工具检测部13。另外,工具检测部13也可以是其它的传感器,例如,也可以是多轴力觉传感器、负荷传感器36。在负荷传感器36的情况下,如图10所示,在将钻头22以旋转自如的方式进行保持的环状的引导件24直接安装4个负荷传感器36。能够通过4个负荷传感器36分别测定负荷,来检测在清洁部11的钻头22插入到了排气孔2中时作用于清洁部11的钻头22的弯曲负荷和弯曲负荷的方向。
94.附图标记说明
95.1:轮胎硫化用模具;2:排气孔;3:作业台;4:搬入台;5:搬出台;6:模具保持器具;7:传送辊;8:传送辊;10:模具检测部;11:清洁部;12:机械臂;13:工具检测部;14:控制部;15:基台;16:服务器;20:框体;21:钻头用马达;22:钻头;23:支架;24:引导件;25:排气孔检测部;26:支承构件;27:直线导轨;28:滚珠丝杠;28a:螺母;28b:丝杠轴;29:伺服马达;30:计算机;31:输入部;32:机械臂动作控制部;33:清洁工具动作控制部;34:马达动作控制部;35:线性伺服;36:负荷传感器;100:排气孔清洁装置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。