一种inconel镍铬合金宽幅中厚板的制备方法
技术领域
1.本发明属于金属材料加工技术领域,具体涉及一种inconel镍铬合金宽幅中厚板的制备方法。
背景技术:
2.inconel镍铬合金是一种重要的耐蚀金属材料,广泛应用于石油化工、核电新能源、电工电子、军工宇航等领域;大规格的合金中厚板加工难度大,表现在变形抗力大,对工艺、设备能力要求高,长期以来市场上所用该合金中厚板主要依赖进口。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本发明提供了一种inconel镍铬合金宽幅中厚板的制备方法。本发明要解决的技术问题通过以下技术方案实现:
4.一种inconel镍铬合金宽幅中厚板的制备方法,包括:
5.步骤1:将inconel镍铬合金锻造板坯装炉进行加热;装炉温度≤850℃,加热温度为1160~1180℃,保温时间为h
×
(1.3~1.5min/mm),h为inconel镍铬合金锻造板坯厚度;
6.步骤2:对加热后的所述inconel镍铬合金锻造板坯进行开坯轧制,空冷后得到第一inconel镍铬合金板材;其中,终轧温度≥950℃;
7.步骤3:对所述第一inconel镍铬合金板材进行加热,其中,加热温度为1150~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一inconel镍铬合金板材的厚度;
8.步骤4:对加热后的所述第一inconel镍铬合金板材进行轧制,空冷后得到第二inconel镍铬合金板;其中,第二inconel镍铬合金板材的宽度比成品inconel镍铬合金宽幅中厚板材的宽度大80~100mm;终轧温度≥900℃;
9.步骤5:将所述第二inconel镍铬合金板材进行固溶处理,冷却后矫直得到成品inconel镍铬合金宽幅中厚板;其中,固溶处理的温度为1010~1040℃,保温时间为3~4min/mm;所述成品inconel镍铬合金中厚板材的厚度为5~30mm,宽度为1500~2500mm,长度为≤8000mm。
10.进一步地,所述步骤5还包括,冷却矫直后对所述第二inconel镍铬合金中厚板材进行表面处理,得到成品inconel镍铬合金宽幅中厚板。
11.进一步地,所述表面处理为砂光、喷砂和酸洗中的任意一种。
12.本发明的有益效果:
13.1、通过本发明的工艺可以生产出厚度为5~30mm,宽度为1500~2500mm,长度为≤8000mm的板材,使得inconel镍铬合金板材产品的规格实现了突破,有利于inconel镍铬合金设备整体成型,减少拼焊,提高了以inconel镍铬合金为原材料制备的化工设备的安全性;
14.2、本发明的工艺有效的解决了inconel镍铬合金材质变形抗力大、加工温度区间小、易开裂的问题,得到的inconel镍铬合金宽幅中厚板性能优异且成品率高。
附图说明
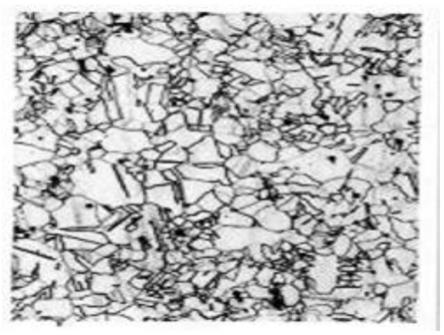
15.图1为实施例1得到的inconel 600合金宽幅中厚板材的金相组织图;
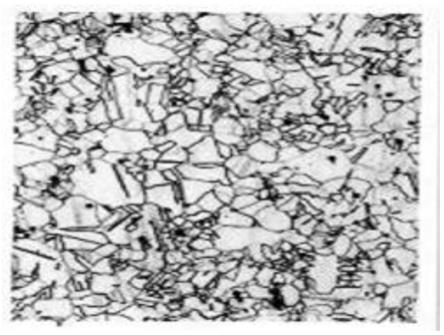
16.图2为实施例2得到的inconel 601合金宽幅中厚板材的金相组织图;
17.图3为实施例3得到的inconel 690合金宽幅中厚板材的金相组织图;
18.图4为实施例4得到的inconel 625合金宽幅中厚板材的金相组织图。
具体实施方式
19.下面结合具体实施例对本发明做进一步详细的描述,但本发明的实施方式不限于此。
20.实施例1
21.本发明实施例提供了一种规格为10
×
1500
×
5000mm的inconel 600合金宽幅中厚板的制备方法,具体包括以下步骤:
22.步骤1:将尺寸规格为200
×
950
×
1700mm的inconel 600合金锻造板坯表面刷抗氧化涂层之后,放入天然气炉内进行加热;装炉温度≤850℃,之后随炉升温至1160~1180℃进行保温,保温时间为h
×
(1.3~1.5min/mm),h为inconel 600合金锻造板坯厚度,为200mm,1.3~1.5min/mm为加热系数,下同,计算得到inconel 600合金锻造板坯的保温时间为4.4~5.0h。
23.步骤2:将步骤1中加热保温结束后的inconel 600合金锻造板坯出炉进行开坯轧制,空冷后得到第一inconel 600合金板材;其中,终轧温度≥950℃。
24.其中,轧制设备为3300mm热轧机,开坯轧制后,得到的第一inconel 600合金板材的规格为55
×
1580
×
lmm,l为长度。
25.然后将得到的第一inconel 600合金板材用树脂砂轮扒皮、修磨干净,然后使用水切割下料,根据成品的规格计算下料尺寸,下料后的板材体积等于后续轧制余量的体积和成品板材体积之和;计算得到的下料尺寸为55
×
1580
×
1050mm。
26.步骤3:对第一inconel 600合金板材进行加热,其中,低温或者直接到温装炉均可,加热温度为1160~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一inconel 600合金板材的厚度,为55mm,计算得到第一inconel 600合金板材的保温时间为1.9~2.2h。
27.步骤4:对加热并保温后的所述第一inconel 600合金板材进行轧制,空冷后得到第二inconel 600合金板材;其中,第二inconel 600合金板材的厚度为10~10.6mm,宽度为1580mm,长度≥5300mm;终轧温度≥900℃。
28.步骤5:将第二inconel 600合金板材进行固溶处理,冷却后矫直,然后对第二inconel 600合金板材进行表面处理,得到成品inconel 600合金宽幅中厚板材;其中,固溶处理的温度为1010~1040℃,保温时间为3~4min/mm,保温结束后出炉水冷;得到的成品inconel 600合金宽幅中厚板材的规格为10
×
1500
×
5000mm。
29.具体地,表面处理可以采用砂光、喷砂、酸洗中的任意一种。
30.对该inconel 600合金宽幅中厚板材的力学性能进行测试,测试结果如表1所示:
31.表1 inconel 600合金宽幅中厚板材的各项力学性能测试结果
32.编号r
m
/mpar
p0.2
/mpaa
50
/(%)h15079065628846.5
标准值≥550≥240≥30
33.由测试结果可以看出,inconel 600合金宽幅中厚板材的各项力学值均高于标准值,同时制备的inconel 600合金宽幅中厚板材的进行组织如图1所示,图示组织为奥氏体组织,实现完全再结晶,组织均匀良好。
34.步骤1和步骤3中的保温时间可以确保板材被烧透,易于轧制,同时又能使板坯产生较少的氧化皮,降低能耗。
35.实施例2
36.本发明实施例提供了一种规格为10
×
1500
×
6000mm的inconel 601合金宽幅中厚板的制备方法,具体包括以下步骤:
37.步骤1:将尺寸规格为155
×
800
×
1350mm的inconel 601合金锻造板坯表面刷抗氧化涂层之后,放入天然气炉内进行加热;装炉温度≤850℃,之后随炉升温至1160~1180℃进行保温,保温时间为h
×
(1.3~1.5min/mm),h为inconel 601合金锻造板坯厚度,为155mm,1.3~1.5min/mm为加热系数,下同,计算得到inconel 601合金锻造板坯的保温时间为3.4~3.8h。
38.步骤2:将步骤1中加热保温结束后的inconel 600合金锻造板坯出炉进行开坯轧制,空冷后得到第一inconel 601合金板材;其中,终轧温度≥950℃。
39.其中,轧制设备为3300mm热轧机,开坯轧制后,得到的第一inconel 601合金板材的规格为55
×
1580
×
lmm,l为长度。
40.然后将得到的第一inconel 601合金板材用树脂砂轮扒皮、修磨干净,然后使用水切割下料,根据成品的规格计算下料尺寸,下料后的板材体积等于后续轧制余量的体积和成品板材体积之和;计算得到的下料尺寸为55
×
1580
×
1240mm。
41.步骤3:对第一inconel 601合金板材进行加热,其中,低温或者直接到温装炉均可,加热温度为1160~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一inconel 601合金板材的厚度,为55mm,计算得到第一inconel 601合金板材的保温时间为1.9~2.2h。
42.步骤4:对加热并保温后的所述第一inconel 601合金板材进行轧制,空冷后得到第二inconel 601合金板材;其中,第二inconel 601合金板材的厚度为10~10.6mm,宽度为1580mm,长度≥6400mm;终轧温度≥900℃。
43.步骤5:将第二inconel 601合金板材进行固溶处理,冷却后矫直,然后对第二inconel 601合金板材进行表面处理,得到成品inconel 601合金宽幅中厚板材;其中,固溶处理的温度为1050~1100℃,保温时间为3~4min/mm;保温结束后出炉水冷,得到的成品inconel 600合金宽幅中厚板材的规格为10
×
1500
×
6000mm。
44.具体地,表面处理可以采用砂光、喷砂、酸洗中的任意一种。
45.对该inconel 601合金宽幅中厚板材的力学性能进行测试,测试结果如表2所示:
46.表2 inconel 601合金宽幅中厚板材的各项力学性能测试结果
47.编号r
m
/mpar
p0.2
/mpaa
50
/(%)h15125473234645.5标准值≥550≥205≥30
48.由测试结果可以看出,inconel 601合金宽幅中厚板材的各项力学值均高于标准值,同时制备的inconel 601合金宽幅中厚板材的进行组织如图2所示,图示组织为奥氏体
组织,实现完全再结晶,组织均匀良好。
49.步骤1和步骤3中的保温时间可以确保板材被烧透,易于轧制,同时又能使板坯产生较少的氧化皮,降低能耗。
50.实施例3
51.本发明实施例提供了一种规格为8
×
2000
×
6000mm的inconel 690合金宽幅中厚板的制备方法,具体包括以下步骤:
52.步骤1:将尺寸规格为200
×
1050
×
1700mm的inconel 690合金锻造板坯表面刷抗氧化涂层之后,放入天然气炉内进行加热;装炉温度≤850℃,之后随炉升温至1150℃进行保温,保温时间为h
×
(1.3~1.5min/mm),h为inconel 690合金锻造板坯厚度,为200mm,1.3~1.5min/mm为加热系数,下同,计算得到inconel 690合金锻造板坯的保温时间为4.4~5.0h。
53.步骤2:将步骤1中加热保温结束后的inconel 690合金锻造板坯出炉进行开坯轧制,空冷后得到第一inconel 690合金板材;其中,终轧温度≥950℃。
54.其中,轧制设备为3300mm热轧机,开坯轧制后,得到的第一inconel 690合金板材的规格为50
×
1100
×
lmm,l为长度。
55.然后将得到的第一inconel 690合金板材用树脂砂轮扒皮、修磨干净,然后使用水切割下料,根据成品的规格计算下料尺寸,下料后的板材体积等于后续轧制余量的体积和成品板材体积之和;计算得到的下料尺寸为50
×
1100
×
2080mm。
56.步骤3:对第一inconel 690合金板材进行加热,其中,低温或者直接到温装炉均可,加热温度为1150℃,保温时间为h1×
(2~2.5min/mm),h1为第一inconel 690合金板材的厚度,为50mm,计算得到第一inconel 690合金板材的保温时间为1.7~2.0h。
57.步骤4:对加热并保温后的所述第一inconel 690合金板材进行轧制,空冷后得到第二inconel 690合金板材;其中,第二inconel 690合金板材的厚度为8~8.6mm,宽度为2080mm,长度≥6300mm;终轧温度≥900℃。
58.步骤5:将第二inconel 690合金板材进行固溶处理,冷却后矫直,然后对第二inconel 690合金板材进行表面处理,得到成品inconel 690合金宽幅中厚板材;其中,固溶处理的温度为1010~1040℃,保温时间为3~4min/mm,保温结束后出炉水冷;得到的成品inconel 690合金宽幅中厚板材的规格为8
×
2000
×
6000m。
59.具体地,表面处理可以采用砂光、喷砂、酸洗中的任意一种。
60.对该inconel 690合金宽幅中厚板材的力学性能进行测试,测试结果如表3所示:
61.表3 inconel 690合金宽幅中厚板材的各项力学性能测试结果
62.编号r
m
/mpar
p0.2
/mpaa
50
/(%)h15005774037046标准值≥586≥240≥30
63.由测试结果可以看出,inconel 690合金宽幅中厚板材的各项力学值均高于标准值,同时制备的inconel 690合金宽幅中厚板材的进行组织如图3所示,图示组织为奥氏体组织,实现完全再结晶,组织均匀良好。
64.步骤1和步骤3中的保温时间可以确保板材被烧透,易于轧制,同时又能使板坯产生较少的氧化皮,降低能耗。
65.实施例4
66.本发明实施例提供了一种规格为10
×
2000
×
3600mm的inconel 625合金宽幅中厚板的制备方法,具体包括以下步骤:
67.步骤1:将尺寸规格为120
×
800
×
2200mm的inconel 625合金锻造板坯表面刷抗氧化涂层之后,放入天然气炉内进行加热;装炉温度≤850℃,之后随炉升温至1160~1180℃进行保温,保温时间为h
×
(1.3~1.5min/mm),h为inconel 625合金锻造板坯厚度,为120mm,1.3~1.5min/mm为加热系数,下同,计算得到inconel 625合金锻造板坯的保温时间为2.6~3.0h。
68.步骤2:将步骤1中加热保温结束后的inconel 625合金锻造板坯出炉进行开坯轧制,空冷后得到第一inconel 625合金板材;其中,终轧温度≥950℃。
69.其中,轧制设备为3300mm热轧机,开坯轧制后,得到的第一inconel 625合金板材的规格为45
×
1100
×
lmm,l为长度。
70.然后将得到的第一inconel 625合金板材用树脂砂轮扒皮、修磨干净,然后使用水切割下料,根据成品的规格计算下料尺寸,下料后的板材体积等于后续轧制余量的体积和成品板材体积之和;计算得到的下料尺寸为45
×
1100
×
2080mm。
71.步骤3:对第一inconel 625合金板材进行加热,其中,低温或者直接到温装炉均可,加热温度为1160~1180℃,保温时间为h1×
(2~2.5min/mm),h1为第一inconel 625合金板材的厚度,为45mm,计算得到第一inconel 625合金板材的保温时间为1.5~1.8h。
72.步骤4:对加热并保温后的所述第一inconel 625合金板材进行轧制,空冷后得到第二inconel 625合金板材;其中,第二inconel 625合金板材的厚度为10~10.6mm,宽度为2080mm,长度≥3800mm;终轧温度≥900℃。
73.步骤5:将第二inconel 625合金板材进行固溶处理,冷却后矫直,然后对第二inconel 625合金板材进行表面处理,得到成品inconel 625合金宽幅中厚板材;其中,固溶处理的温度为980~1020℃,保温时间为3~4min/mm,保温结束后出炉水冷;得到的成品inconel 625合金宽幅中厚板材的规格为10
×
2000
×
3600m。
74.具体地,表面处理可以采用砂光、喷砂、酸洗中的任意一种。
75.对该inconel 625合金宽幅中厚板材的力学性能进行测试,测试结果如表4所示:
76.表4 inconel 625合金宽幅中厚板材的各项力学性能测试结果
[0077][0078][0079]
由测试结果可以看出,inconel 625合金宽幅中厚板材的各项力学值均高于标准值,同时制备的inconel 625合金宽幅中厚板材的进行组织如图4所示,图示组织为奥氏体组织,实现完全再结晶,组织均匀良好。
[0080]
步骤1和步骤3中的保温时间可以确保板材被烧透,易于轧制,同时又能使板坯产生较少的氧化皮,降低能耗。
[0081]
通过两次加热两次轧制,并通过控制各项加热工艺参数和热轧工艺参数,有效的解决了inconel镍铬合金变形抗力大的问题,通过该工艺生产得到的inconel镍铬合金宽幅板材突破尺寸限制,有利于装备制造、复合板加工时整体成型,减少拼焊,同时利用热轧机强大的轧制力、大变形量及热处理精整手段等,使得产品的成品率、力学性能完全满足相关标准的要求,品质优异。
[0082]
在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
[0083]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。