1.本发明涉及一种应用于钕铁硼表面处理的超薄镀层电镀方法。
背景技术:
2.目前钕铁硼永磁材料作为一种高磁性能、高性价比的磁性材料,广泛应用于电子机械、医疗器材等诸多领域。但是由于钕铁硼基材本身的一些特性,如基材容易氧化、基材多孔疏松等,一直以来对钕铁硼基材进行表面处理都是一个难点。新型钕铁硼磁体是第三代稀土材料,是一种磁性功能材料,其耐蚀性差且磁性结构易受温度景响。采用复合镀层工艺的方式可以在钕铁硼磁体表面形成防腐蚀性能优良,且对磁体热减磁景响非常小的镀层。
3.现有技术中对钕铁硼进行表面处理的工艺中,通常需在钕铁硼基材表面进行镀铜处理和化学镍镀层处理。目前在钕铁硼基材表面比较稳定的镀层有nicuni镀层(厚度通常为5
‑
15μm)和cuen镀层(厚度通常为6
‑
8μm),但是随着电子消费品对产品轻薄话的要求越来越高,普通铜层和化学镍层要满足低孔隙率,单层电镀需要4
‑
5微米,传统的镀层方案显得得力不从心,在产品轻量化的趋势下很难同时满足高耐蚀性和低磁屏蔽,急需一种无磁屏蔽且致密的薄镀层。
技术实现要素:
4.针对现有技术存在的上述技术问题,本技术的目的在于提供一种应用于钕铁硼表面处理的超薄镀层电镀方法。
5.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于在钕铁硼基材表面进行镀层,从里到外分别为电镀冲击铜层、电镀脉冲铜层、电镀镍钨合金层、低速化学镍镀层和高磷化学镍镀层;其中,钕铁硼基材表面镀层的总厚为4~4.5μm,电镀冲击铜层的厚度为0.5~0.6μm,电镀脉冲铜层的厚度为0.8~1.0μm,电镀镍钨合金层的厚度为0.3~0.5μm,低速化学镍镀层的厚度为0.4~0.5μm。
6.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于电镀冲击铜层的工艺采用冲击铜镀液,镀液组成包括碳酸铜3~5g/l、hedp110~130g/l、碳酸钾60~80g/l、硝酸铋0.02~0.04g/l、聚阳离子季铵盐0.003~0.007g/l;电镀的工艺为:温度18~25℃,ph=9.3~9.8,电流密度0.3~0.5asd,电镀时间40~60min。
7.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于电镀脉冲铜层的工艺采用脉冲铜镀液,镀液组成包括碳酸铜13~15g/l、hedp140~160g/l、碳酸钾60~80g/l、硝酸铋0.02~0.04g/l、聚阳离子季铵盐0.003~0.007g/l;电镀的工艺为:温度50~60℃,ph=9.3~9.8,电流密度0.2~0.4asd,电镀时间70~80min。
8.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于电镀镍钨合金层的工艺采用镍钨混合镀液,镀液组成包括硫酸镍14~18g/l,钨酸钠25~35g/l,柠檬酸35~45g/l;电镀的工艺为:温度60~70℃,ph=6.3~6.8,电流密度0.4~0.6asd,电镀时间
10~20min。
9.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于低速化学镍镀层的工艺采用低速化学镍镀液,镀液组成包括硫酸镍18~22g/l,次亚磷酸钠18~22g/l,柠檬酸10~15g/l,苹果酸8~12g/l,氢氧化钠18~22g/l,pps
‑
oh 0.008~0.012g/l,烯丙基碘0.003~0.007g/l;镀覆低速化学镍处理的工艺为:温度80~85℃,ph=4.3~4.6,处理时间30~35min。
10.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于高磷化学镍镀层的工艺采用高磷化学镍镀液,镀液组成包括硫酸镍24~26g/l,次亚磷酸钠28~32g/l,柠檬酸10~15g/l,苹果酸8~12g/l,氢氧化钠18~22g/l,pps
‑
oh 0.008~0.012g/l,烯丙基碘0.003~0.007g/l;镀覆高磷化学镍处理的工艺为:温度87~90℃,ph=4.7~4.9,处理时间15~25min。
11.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于包括以下步骤:
12.1)钕铁硼基材在镀层前进行前处理,即先用除油粉溶液于45
‑
55℃温度下洗涤除油5~20min,再经二联水洗,然后经2~4%浓度的稀硝酸溶液酸洗2~3min,再依次经超声波水洗、二联水洗,即前处理完成;
13.2)将经过前处理后的钕铁硼置于冲击铜镀液中进行电镀,电镀过程的直流冲击电流的强度为0.3~0.5asd,电镀温度为18~25℃,电镀时间为40~60min;
14.3)随后将钕铁硼置于脉冲铜镀液中进行电镀,电镀过程的脉冲电流强度为0.2~0.4asd,电镀温度为50~60℃,电镀时间为50~70min;脉冲电镀结束后进行活化处理;
15.4)将步骤3)处理后的钕铁硼置于镍钨混合镀液中进行电镀,电镀过程的电流强度为0.4~0.6asd,电镀温度为60~70℃,电镀时间为10~20min,电镀结束后进行活化处理;
16.5)将步骤4)处理后的钕铁硼置于低速化学镍镀液中进行低速化学镀镍处理,形成低速化学镍镀层后,置于高磷化学镍镀液中进行高磷化学镀镍处理,形成高磷化学镍镀层,即处理完成。
17.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于步骤5)进行低速化学镀镍处理的具体过程为:将电镀完镍钨合金、活化处理后的工件置于低速化学镍镀液中,进行化学镀处理,在ph=4.3~4.6、温度80~85℃下自发反应30~35min。
18.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于步骤5)进行高磷化学镀镍处理的具体过程为:将镀完低速化学镍的工件,经水洗后转入高磷化学镍镀液中进行化学镀处理,在ph=4.7~4.9、温度87~90℃下自发反应15~25min。
19.所述的一种应用于钕铁硼表面处理的超薄镀层电镀方法,其特征在于步骤3)或步骤4)中,活化处理的步骤为:将钕铁硼工件置于质量浓度1~3%的硫酸溶液中活化40~120秒后,再用清水洗涤2
‑
3遍,即活化处理完成。
20.本发明对钕铁硼表面处理的工艺中,镀层处理的工艺为冲击电镀铜层
→
脉冲电镀铜层
→
活化
→
电镀镍钨合金
→
活化
→
低速化学镍处理
→
高磷化学镍处理。相对于现有技术,本技术取得的技术效果是:
21.1、与现有常规镀铜层相比,本发明两步电镀铜层的镀层结合力更好、镀层更致密、光泽度更高、高低区镀层厚度均匀;
22.2、相对于现有常规镀层瓦特镍,本发明进一步镀覆镍钨合金,耐蚀性更佳。
23.3、现有常规化学镀镍只有一层常规高磷化学镍,本发明采用双层化学镀镍,即再正常镀高磷化学镍前,先采用低镀速低孔隙率的特殊化学镍先镀至约0.5微米(低速化学镍处理,即是镀速较常规化学镍慢,其析氢反应相对较弱,不易在镀层形成气孔,孔隙率低),低速致密化学镍的镀层,孔隙率低,可更有效阻止外界环境的盐水等渗透进镀层腐蚀铜层和基材,有更好的耐腐蚀性,然后转入常规高磷化学镍镀至所需厚度。与现有技术相比,本发明主在要提升镀层质量及性能方面,优势明显,耐腐蚀性更好,磁屏蔽更低。
具体实施方式
24.下面结合具体实施例对本发明作进一步说明,但本发明的保护范围并不限于此。
25.实施例1:
26.一种应用于钕铁硼表面处理的超薄镀层电镀方法,在钕铁硼基材表面进行镀层,从里到外分别为冲击电镀铜层、脉冲电镀铜层、电镀镍钨合金层、低速化学镍镀层和高磷化学镍镀层,工艺流程为:前处理
→
冲击电镀
→
脉冲电镀
→
活化
→
电镀镍钨合金
→
活化
→
低速化学镍处理
→
高磷化学镍处理。
27.实施例1的具体处理过程如下:
28.1、前处理:
29.选用性能牌号为n48sh、黑片磁矩范围1.16
±
0.085μwb*cm的钕铁硼工件进行表面处理,过程为:钕铁硼基材在镀层前进行前处理,即先用浓度20g/l除油粉水溶液(除油粉购自于江西普德莱新材料有限公司)于50℃温度下洗涤除油10min,再经二联水洗,然后经3%浓度的稀硝酸溶液酸洗2min,再依次经超声波水洗、二联水洗,即前处理完成;
30.2、冲击电镀
31.将经过前处理后的钕铁硼置于冲击铜镀液中进行电镀至镀层厚度0.5微米,电镀过程的直流冲击电流的强度为0.4asd,电镀温度为20℃,电镀时间为50min;冲击铜镀液的组成包括碳酸铜4g/l、hedp 120g/l、碳酸钾70g/l、硝酸铋0.03g/l,聚阳离子季铵盐0.005g/l,ph=9.5;
32.上述的聚阳离子季铵盐采用聚季铵盐
‑
7。
33.3、脉冲电镀
34.随后将钕铁硼置于脉冲铜镀液中进行电镀至镀层厚度达到1.5微米,电镀过程的电流强度为0.3asd,电镀温度为55℃,电镀时间为75min;脉冲铜镀液的组成包括:碳酸铜14g/l、hedp 150g/l、碳酸钾70g/l、硝酸铋0.03g/l、聚阳离子季铵盐0.005g/l,ph=9.5;
35.上述的聚阳离子季铵盐采用聚季铵盐
‑
7。
36.脉冲电镀结束后进行活化处理,活化处理的步骤为:将钕铁硼工件置于质量浓度2%的硫酸溶液中活化60秒后,再用清水洗涤2
‑
3遍,即活化处理完成。
37.4、电镀镍钨合金
38.将步骤3处理后的钕铁硼置于镍钨混合镀液中进行电镀,电镀至镀层厚度达到1.9微米(即镍钨合金镀层的厚度为0.4微米),电镀过程的电流强度为0.5asd,电镀温度为65℃,电镀时间为15min;镍钨混合镀液的组成包括:硫酸镍16g/l,钨酸钠30g/l,柠檬酸40g/l,ph为6.5;
39.电镀镍钨合金结束后进行活化处理,活化处理的步骤为:将钕铁硼工件置于质量浓度2%的硫酸溶液中活化60秒后,再用清水洗涤2
‑
3遍,即活化处理完成。
40.5、低速化学镀镍处理,以低速镀覆速度形成0.5微米厚度的致密化学镍镀层后,进入常规高磷化学镍至总镀层厚4微米,具体如下:
41.将电镀完镍钨合金、活化处理后的工件置于低速化学镍镀液中,低速化学镍镀液的组成包括硫酸镍20g/l、次亚磷酸钠20g/l、柠檬酸13g/l、苹果酸10g/l、氢氧化钠20g/l、pps
‑
oh 0.01g/l、烯丙基碘0.005g/l,ph=4.5;进行化学镀处理,无需电流反应会自发进行,处理温度83℃,处理时间30min。
42.然后将低速化学镀镍处理后的工件,经水洗后转入高磷化学镍镀液中进行化学镀处理,高磷化学镍镀液的组成包括硫酸镍25g/l、次亚磷酸钠30g/l、柠檬酸13g/l、苹果酸10g/l、氢氧化钠20g/l、pps
‑
oh 0.01g/l、烯丙基碘0.005g/l、ph=4.8;进行化学镀处理,无需电流反应会自发进行,处理温度88℃,处理时间20min,即处理完成,最终获得表面处理后的钕铁硼产品。
43.实施例1中钕铁硼表面所有的镀层均不导磁,对工件无磁屏蔽作用。
44.对比例1:
45.一种应用于钕铁硼表面处理的超薄镀层电镀方法,在钕铁硼基材表面进行镀层,从里到外分别为冲击电镀铜层、电镀镍钨合金层、低速化学镍镀层和高磷化学镍镀层,工艺流程为:前处理
→
冲击电镀铜
→
活化
→
电镀镍钨合金
→
活化
→
低速化学镍处理
→
高磷化学镍处理。
46.对比例1的具体处理过程重复实施例1,不同之处仅在于“省去步骤3的脉冲电镀过程,步骤2冲击电镀处理后直接进入步骤3的活化处理过程”,其余操作条件同实施例1,最终获得表面处理后的钕铁硼产品。
47.对比例2:
48.一种应用于钕铁硼表面处理的超薄镀层电镀方法,在钕铁硼基材表面进行镀层,从里到外分别为冲击电镀铜层、脉冲电镀铜层、电镀镍钨合金层和高磷化学镍镀层,工艺流程为:前处理
→
冲击电镀铜
→
脉冲电镀铜
→
活化
→
电镀镍钨合金
→
活化
→
高磷化学镍处理。
49.对比例2的具体处理过程重复实施例1,不同之处仅在于“省去步骤5的低速化学镀镍处理的过程,步骤4电镀镍钨合金、活化处理结束后直接进入步骤5的高磷化学镍处理的过程”,其余操作条件同实施例1,最终获得表面处理后的钕铁硼产品。
50.对比例3:
51.一种应用于钕铁硼表面处理的超薄镀层电镀方法,在钕铁硼基材表面进行镀层,从里到外分别为冲击电镀铜层、脉冲电镀铜层、电镀半光亮镍层、低速化学镍镀层和高磷化学镍镀层,工艺流程为:前处理
→
冲击电镀铜
→
脉冲电镀铜
→
活化
→
电镀半光亮镍
→
活化
→
低速化学镍
→
高磷化学镍。
52.对比例3的具体处理过程重复实施例1,不同之处仅在于“步骤4的处理步骤不同,即是将步骤4电镀镍钨合金的过程,替换为电镀半光亮镍的过程”,其余操作条件同实施例1,最终获得表面处理后的钕铁硼产品。
53.对比例3步骤4电镀镍钨合金的过程,具体如下:
54.将脉冲电镀铜、活化处理后的钕铁硼置于半光亮镍镀液中进行电镀,电镀至镀层厚度达到1.9微米(即半光亮镍镀层的厚度为0.4微米),半光亮镍镀液的组成包括硫酸镍320g/l、氯化镍45g/l、硼酸45g/l,ph值4.0~4.2;闪镀电镀镍处理的ph值4.0~4.2,温度55℃,电流密度0.5asd,电镀时间15min;电镀半光亮镍结束后进行活化处理,活化处理的步骤为:将钕铁硼工件置于质量浓度2%的硫酸溶液中活化60秒后,再用清水洗涤2
‑
3遍,即活化处理完成。
55.将实施例1及对照例1
‑
3制备的产品分别进行性能测试,测试项目是中性盐雾24小时以上的防腐蚀效果,测试测试方法参照gb6458
‑
86进行,测试温度约为35
±
1℃,盐雾实验的溶液为浓度为5%的氯化钠溶液,ph值为6.5
‑
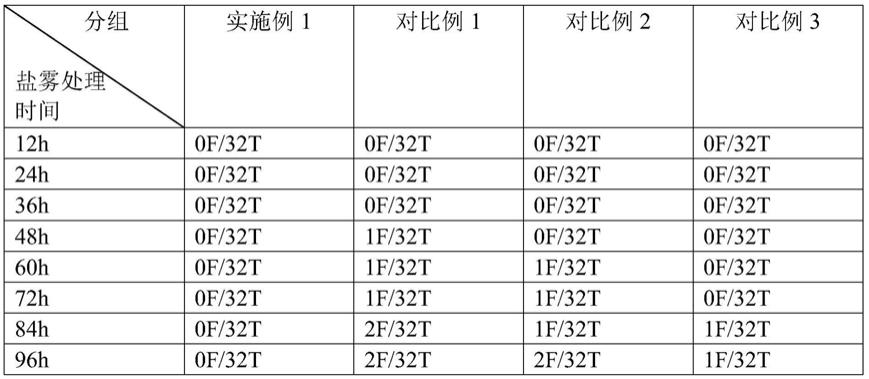
7.2。另一个测试项目是钕铁硼进行表面处理前后的磁衰性能,将表面处理后的产品先在亥姆霍兹线圈进行充磁后,用礠通计测量其磁矩(测试方法参见gb/t3217:2013),对比电镀前与电镀后工件磁矩数据变化,测试结果分别如表1和表2所示。
56.表1中性盐雾测试对比
[0057][0058]
参见表1中,在进行中性盐雾测试时,每隔12h查看一次测试结果。表1中的“t”表示测试的工件总数量,都是32个工件进行中性盐雾测试。表1中的“f”表示工件表面出现腐蚀斑点的失效工件数量,可以看出对比例1工件的耐腐蚀性最差,中性盐雾测试48h时即有1个工件出现腐蚀失效现象。
[0059]
表2磁矩测试对比
[0060]
[0061][0062]
参见表2中,实施例1及对比例1
‑
3测试的电镀后工件总数量均是10个,10组数据的平均值即为钕铁硼产品的磁矩性能平均结果。
[0063]
综合表1与表2的测试结果可以看出:对比例1及对比例2最终表面处理后的钕铁硼产品的磁矩性能均与实施例1中较为相近,但是对比例1和对比例2的耐腐蚀性均明显降低。与实施例1对比,对比例3用半光镍层替换镍钨合金层,最终两者表面处理后产品的磁矩性能相差较大,这是因为纯的电镀镍层是导磁镀层,会对工件本身有一定的磁屏蔽作用,而镍钨合金不导磁,无磁屏蔽。对比例3表面处理后产品的耐腐蚀性稍有下降。
[0064]
本说明书所述的内容仅仅是对发明构思实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。