1.本发明涉及智能无损伤检测技术领域,具体涉及一种基于激光轮廓扫描的壁板类工件检测装置及检测方法。
背景技术:
2.在科技日新月异的今天,随着激光测距测量的广泛使用,这种非接触对工件检测的结果精度要求越显突出。同时,现有的激光轮廓扫描仪在运动过程中对工件检测出来的结果精度都不高,尚有一些不足,很难用于对精度要求高的工件检测,从而使激光轮廓扫描仪对要求精度高的工件的非接触检测无法实现,是国内外都未很好解决的测量难题。
3.目前,在现有实际使用中,激光轮廓扫描仪在运动过程中对工件扫描将耗费一定的时间,而在此段时间内,传感器本身因外界环境变化和自身的因素等影响,检测的输出数据有轻微漂移,造成使用过程中所计算出的工件厚度及轮廓尺寸数据也随之变化,影响到检测工件的精度,无法实现高精度检测要求。因此亟需发明新的检测装置和检测方法,保证自身精度很高的轮廓扫描仪能够实现实时高精度测量。
技术实现要素:
4.为解决现有技术中的问题,本发明专利公开了一种基于激光轮廓扫描的壁板类工件检测装置及检测方法,对工件的非接触精确检测进行实时校准,结构简单,工作可靠,能够满足激光轮廓扫描仪对高精度工件非接触检测精度稳定性高的要求。
5.本发明所采用的技术方案是:所述基于激光轮廓扫描的壁板类工件检测装置包括基座,所述基座上设置有两个激光轮廓扫描仪,两个激光轮廓扫描仪相对设置,二者在线性移动模组的带动下同步平行移动,两个激光轮廓扫描仪之间为工件检测位,两个激光轮廓扫描仪分别设置有校准框,所述校准框在激光轮廓扫描仪的光束发射方向的正前方开有窗口,所述激光轮廓扫描仪的激光光束穿过校准框的窗口对工件进行扫描,同时激光光束的上下两侧各有一小段照射在校准框窗口的窗框板上形成校准数据。两激光轮廓扫描仪在线性移动模组的带动下对壁板类工件的两侧进行扫描检测,以各自与校准框之间的距离为基准,对测量的与工件之间的距离的数据进行校准补偿,从而得到更加准确的检测结果。
6.进一步的,所述线性移动模组包括伺服电机、2套滑轨和滑块,两道滑轨平行设置在基座上,两个激光轮廓扫描仪及校准框分别通过螺栓固定在两个滑块上,由伺服电机带动两个滑块分别沿两道滑轨同步移动,所述基座在两道滑轨之间开有穿孔形成工件检测位。
7.进一步的,所述激光轮廓扫描仪与滑块的螺栓连接孔为水平长穿孔,所述激光轮廓扫描仪在滑块上的位置能够沿长穿孔水平调整。两激光轮廓扫描仪之间的距离可依据使用需求进行调整。
8.进一步的,所述基座在其中一个滑轨的相对外侧设置有与滑轨平行的绝对光栅尺,在另一个滑轨的相对外侧设置有电缆拖链,所述激光轮廓扫描仪的电缆收置于电缆拖
链中。绝对光栅尺用于实时记录激光轮廓扫描仪的检测位置。
9.本发明公开的上述基于激光轮廓扫描的壁板类工件检测装置的实时校准检测方法为,将壁板类工件设置在基座中部的检测位处,两侧的激光轮廓扫描仪在线性移动模组的带动下对壁板类工件进行扫描,记录壁板类工件的厚度e=l
‑
a1
‑
a2,其中l为两侧激光轮廓扫描仪之间的距离,a1、a2分别为两侧激光轮廓扫描仪与壁板类工件之间的测定距离,同时由绝对光栅尺记录检测的位置;两侧的激光轮廓扫描仪分别设置有校准框,激光轮廓扫描仪的部分光束照射在校准框窗口的窗口框上,并分别记录距离为b1和b2,b1和b2的测定读数应固定不变,当实际测量过程中由于环境温度、振动、线性移动模组运动速度的因素使激光轮廓扫描仪的测量数据发生漂移时,处理器通过计算两侧的激光轮廓扫描仪与窗口框的位置读数b1和b2的变化量,能够确定两侧的激光轮廓扫描仪测量数据a1和a2的漂移数据,并按照距离比例进行补偿修正,从而通过简单的e=l
‑
a1
‑
a2,即可得到通过检测精确补偿后真实的壁板类工件该位置厚度e。
10.相对于现有技术,本发明专利设计的一种基于激光轮廓扫描的壁板类工件检测装置的进步之处在于:电动线性模组带动两个激光轮廓扫描仪同步运动对待检测工件进行扫描检测(激光轮廓扫描仪不是在一个固定位置检测),同步检测校准框与激光轮廓扫描仪的距离(校准框与激光轮廓扫描仪的距离一定)反馈给计算机系统进行实时补偿校正,从而消除激光轮廓扫描仪因自身或外界环境变化例如温度、湿度、振动等原因所引起的误差,提高检测精度。解决了现有的激光检测装置检测精度不足,无法满足零件较高的精度要求的问题。本发明中设置的校准框弥补了激光轮廓扫描仪在运动过程中检测精度不高的不足。本发明为智能无损检测,为激光精密测量提供了全新的方法,从而使得对壁板类零件非接触检测精度更加精确。
附图说明
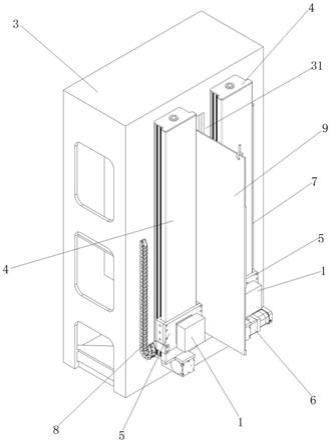
11.图1是基于激光轮廓扫描的壁板类工件检测装置的结构示意图。
12.图2是基于激光轮廓扫描的壁板类工件检测装置的正视结构示意图。
13.图3是激光轮廓扫描仪处的局部放大示意图。
14.图4是激光轮廓扫描仪处的安装示意图。
15.图5是基于激光轮廓扫描的壁板类工件检测装置的测量原理示意图。
16.图6是基于激光轮廓扫描的壁板类工件检测装置的测量补偿原理示意图。
17.图中,1激光轮廓扫描仪、2校准框、3基座、4滑轨、5滑块、6伺服电机、7绝对光栅尺、8电缆拖链、9壁板类工件、11激光发射器、21窗口、31工件检测位、51长穿孔。
具体实施方式
18.下面结合附图和具体实施例对本发明做进一步的说明。对本发明实施例中的技术方案进行清楚、完整的描述,所描述的实施例仅仅是本发明创造一部分的实施例,而不是全部。基于本发明创造中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明创造保护的范围。
19.如图1、2、3、4所示,本发明专利公开了一种基于激光轮廓扫描的壁板类工件检测装置的一种实施例,本实施例中基于激光轮廓扫描的壁板类工件检测装置包括基座3,基座
3上设置有两个激光轮廓扫描仪1,两个激光轮廓扫描仪1相对设置,二者在线性移动模组的带动下同步平行移动。线性移动模组包括伺服电机6、2套滑轨4和滑块5,两道滑轨4平行设置在基座3上,两个激光轮廓扫描仪1分别通过螺栓固定在两个滑块5上,由伺服电机6带动两个滑块5分别沿两道滑轨4同步移动。
20.激光轮廓扫描仪1与滑块5的螺栓连接孔为水平长穿孔51,激光轮廓扫描仪1在滑块5上的位置能够沿长穿孔51水平调整。两激光轮廓扫描仪1之间的距离可依据使用需求进行调整。基座3在两道滑轨4之间开有穿孔,形成工件检测位31。
21.两个激光轮廓扫描仪1分别设置有校准框2,校准框2罩设在激光发射器11上,并在激光发射器11的光束发射方向的正前方开有窗口21,激光轮廓扫描仪1的激光光束穿过校准框2的窗口21对工件进行扫描,测量发射器到壁板类工9之间的距离a,同时激光光束的上下两侧各有一小段照射在校准框2窗口21的窗框板上,测量激光发射器到校准框窗口21之间的距离b,该距离数据b由电脑转换形成校准数据对测量的与壁板类工件9之间的距离a进行补偿,从而得到更加精确的检测结果。
22.基座4在右侧的滑轨4的右侧设置有与滑轨4平行的绝对光栅尺7,在左侧的滑轨4的左侧设置有电缆拖链8,激光轮廓扫描仪1的线缆收置于电缆拖链8中。绝对光栅尺7用于实时记录运行中的激光轮廓扫描仪1的检测位置。
23.本发明公开的上述基于激光轮廓扫描的壁板类工件检测装置在使用时需先调整两激光轮廓扫描仪的位置,二者间距要使得壁板类工件的最大厚度处能够位于两个扫描仪中间,并且壁板类工件的两面与两激光轮廓扫描仪的位置均在两激光轮廓扫描仪的有效量程之内。壁板类工件厚度值等于两激光轮廓扫描仪固定间距减去两激光轮廓扫描仪的测量读数。检测单元内的扫描机构由上至下进行运动,不断记录激光轮廓扫描仪数据,可得到壁板类工件的一条区域内的厚度数据。将壁板类工件平移一定距离,再次进行扫描,反复如此,可得到整个工件的全部厚度数据。工件厚度的水平向数据密度决定于激光轮廓扫描仪的扫描点数与扫描宽度;垂直向数据密度决定于扫描机构的垂直运动速度与采样频率。
24.结合图5所示,本发明公开的上述基于激光轮廓扫描的壁板类工件检测装置的实时校准检测方法为,将壁板类工件设置在基座中部的检测位处,两侧的激光轮廓扫描仪在线性移动模组的带动下对壁板类工件进行扫描,记录壁板类工件的厚度e=l
‑
a1
‑
a2,其中l为两侧激光轮廓扫描仪之间的距离,a1、a2分别为两侧激光轮廓扫描仪与壁板类工件之间的测定距离,同时由绝对光栅尺记录检测的位置。
25.两侧的激光轮廓扫描仪分别设置有校准框,激光轮廓扫描仪的部分光束照射在校准框窗口的窗口框上,并分别记录距离为b1和b2,b1和b2的测定读数应固定不变,当实际测量过程中由于环境温度、振动、线性移动模组运动速度的因素使激光轮廓扫描仪的测量数据发生漂移时,结合图6所示,处理器通过计算两侧的激光轮廓扫描仪与窗口框的位置读数b1和b2的变化量δ,能够确定两侧的激光轮廓扫描仪测量数据a1和a2的漂移数据δ’,并按照距离比例进行补偿修正,从而通过简单的e=l
‑
a1
‑
a2,即可得到通过检测精确补偿后真实的壁板类工件该位置的厚度e。
26.上述内容仅为本发明创造的较佳实施例而已,不能以此限定本发明创造的实施范围,即凡是依本发明创造权利要求及发明创造说明内容所做出的简单的等效变化与修饰,皆仍属于本发明创造涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。