1.本实用新型涉及单晶炉氩尾气回收处理领域,具体涉及一种单晶炉放空氩尾气全回收装置。
背景技术:
2.对于单晶炉输出的氩尾气,常规回收仅考虑回收氧含量较低的氩尾气,而氧含量较高的氩尾气通过泵汇总后放空至大气中,从而造成浪费。
技术实现要素:
3.本实用新型的目的是提供一种能够全面回收单晶炉输出的各种氩尾气,从而避免浪费的单晶炉放空氩尾气全回收装置。
4.为达到上述目的,本实用新型采用的技术方案是:
5.一种单晶炉放空氩尾气全回收装置,与输出氩尾气的单晶炉相连接,所述单晶炉放空氩尾气全回收装置包括主真空泵、副真空泵、高含量回收装置、低含量回收装置、第一氧含量分析仪、第二氧含量分析仪、第一控制阀、第二控制阀和第三控制阀,所述副真空泵的进口与所述单晶炉的一端相连接,所述副真空泵的出口与所述第一控制阀的输入端相连接,所述第一控制阀的输出端与所述高含量回收装置相连接,所述主真空泵的进口与所述单晶炉的另一端相连接,所述主真空泵的出口与所述第二控制阀的输入端相连接,所述第二控制阀的输出端与所述低含量回收装置相连接,所述第三控制阀的输入端与所述副真空泵的出口相连接,所述第三控制阀的输出端与所述低含量回收装置相连接,所述第一氧含量分析仪设置于所述副真空泵与所述第一控制阀的输入端之间,所述第二氧含量分析仪设置于所述主真空泵与所述第二控制阀的输入端之间。
6.所述单晶炉放空氩尾气全回收装置还包括分别与所述第一氧含量分析仪、第二氧含量分析仪、所述第一控制阀、所述第二控制阀、所述第三控制阀相连接从而根据所述第一氧含量分析仪、第二氧含量分析仪所检测出的氧气含量自动控制所述第一控制阀、所述第二控制阀、所述第三控制阀的控制器。
7.所述单晶炉放空氩尾气全回收装置还包括除尘器,所述除尘器的进口与所述单晶炉的另一端相连接,所述除尘器的出口与所述主真空泵的进口相连接。
8.所述除尘器为简谐式除尘器。
9.所述第一控制阀、所述第二控制阀、所述第三控制阀均为电磁阀或气动调节阀。
10.设置多个所述单晶炉,一个所述单晶炉与一个所述主真空泵、一个所述副真空泵、一个所述第一氧含量分析仪、一个所述第二氧含量分析仪、一个所述第一控制阀、一个所述第二控制阀、一个所述第三控制阀连接构成一套同类别装置,设置多套所述同类别装置并且各个所述同类别装置中的各个所述第一控制阀的输出端并联后与所述高含量回收装置相连接,各个所述同类别装置中的各个所述第二控制阀的输出端并联后与所述低含量回收装置相连接。
11.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:本实用新型能够对氧气含量高和氧气含量低的氩尾气均进行回收,从而避免气体资源浪费。
附图说明
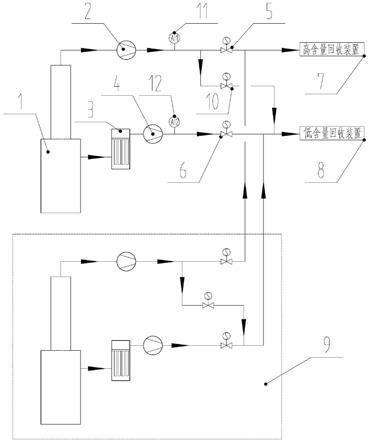
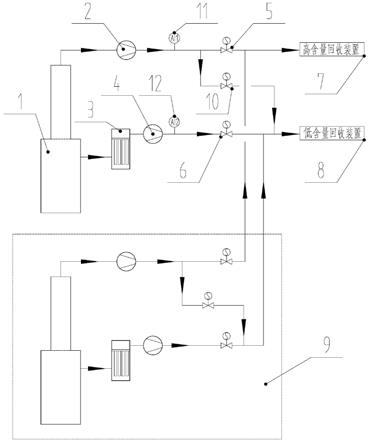
12.附图1为本实用新型的单晶炉放空氩尾气全回收装置的示意图。
13.以上附图中:1、单晶炉;2、副真空泵;3、除尘器;4、主真空泵;5、第一控制阀;6、第二控制阀;7、高含量回收装置;8、低含量回收装置;9、同类别装置;10、第三控制阀;11、第一氧含量分析仪;12、第二氧含量分析仪。
具体实施方式
14.下面结合附图所示的实施例对本实用新型作进一步描述。
15.实施例一:如附图1所示,一种与输出氩尾气的单晶炉1相连接的单晶炉放空氩尾气全回收装置,包括主真空泵4、副真空泵2、高含量回收装置7、低含量回收装置8、第一控制阀5、第二控制阀6、第三控制阀10、第一氧含量分析仪11和第二氧含量分析仪12。其中高含量回收装置7为针对氧气含量高的氩尾气进行组分回收的装置,低含量回收装置8为针对氧气含量低的氩尾气进行组分回收的装置。副真空泵2的进口与单晶炉1的一端(氧气含量高的氩尾气输出端)相连接,副真空泵2的出口与第一控制阀5的输入端相连接,第一控制阀5的输出端与高含量回收装置7相连接。主真空泵4的进口与单晶炉1的另一端(氧气含量低的氩尾气输出端)相连接,主真空泵4的出口与第二控制阀6的输入端相连接,第二控制阀6的输出端与低含量回收装置8相连接。副真空泵2的出口与第三控制阀10的输入端相连接,第三控制阀10的输出端与低含量回收装置8相连接,第一氧含量分析仪11设置于副真空泵2与第一控制阀5的输入端之间,第二氧含量分析仪12设置于主真空泵4与第二控制阀6的输入端之间。
16.该单晶炉放空氩尾气全回收装置还包括控制器,控制器分别与第一氧含量分析仪11、第二氧含量分析仪12、第一控制阀5、第二控制阀6、第三控制阀10相连接,从而可以根据第一氧含量分析仪11、第二氧含量分析仪12所检测出的氧气含量自动控制第一控制阀5、第二控制阀6、第三控制阀10的开关状态。第一控制阀5、第二控制阀6、第三控制阀10均采用电磁阀或气动调节阀。
17.上述单晶炉放空氩尾气全回收装置还包括除尘器3(例如简谐式除尘器),除尘器3的进口与单晶炉1的另一端相连接,除尘器3的出口与主真空泵4的进口相连接。
18.上述方案中,副真空泵2、第一控制阀5、高含量回收装置7相连接构成针对氧气含量高的氩尾气的回收通路,除尘器3、主真空泵4、氧含量分析仪8、第二控制阀6、低含量回收装置8相连接构成针对氧气含量低的氩尾气的回收通路,而第三控制阀10连接在两条回收通路之间构成切换通路,即副真空泵2的出口分为两路,一路去高含量回收装置7,另一路去低含量回收装置8。当第一氧含量分析仪11检测副真空泵2输出尾气中氧含量高于或等于设定值,第一控制发5打开,第三控制阀10关闭,副真空泵2输出尾气通入高含量回收装置7进行净化回收。当第一氧含量分析仪11检测副真空泵2输出尾气中氧含量低于设定值后,第三控制阀10打开,第一控制阀5关闭,副真空泵2输出尾气通入低含量回收装置8进行净化回收。
19.设置多个单晶炉1,一个单晶炉1与一个主真空泵4、一个副真空泵2、一个第一氧含量分析仪11、一个第二氧含量分析仪12、一个第一控制阀5、一个二控制阀6、一个第三控制阀10连接构成一套同类别装置9。设置多套同类别装置9,并且各个同类别装置9中的各个第一控制阀5的输出端并联后与高含量回收装置7相连接,各个同类别装置8中的各个第二控制阀6的输出端并联后与低含量回收装置8相连接,由于每个同类别装置9中,第三控制阀10的输出端与第二控制阀6的输出端共同连接至低含量回收装置8,故各个同类别装置8中的各个第三控制阀10的输出端也与各个第二控制阀6的输出端共同并接后连接至低含量回收装置8。每个同类别装置9中的第一控制阀5、第二控制阀6、第三控制阀10的控制方式相同。
20.上述单晶炉放空氩尾气全回收装置的工作原理为:单晶炉1工作而输出氩尾气,通过第一氧含量分析仪11和第二氧含量分析仪12分别检测其所在位置的氩尾气中的氧气含量,设置第一氧含量分析仪11的一个氧含量阈值(设定值),如1000ppm,当第一氧含量分析仪11所检测到的氧气含量达到或超过所设置的氧含量阈值时,关闭第三控制阀10、打开第一控制阀5,从而副真空泵2输出的氩尾气送去高含量回收装置7进行回收处理,当第一氧含量分析仪11所检测到的氧气含量小于所设置的氧含量阈值时,则关闭第一控制阀5、打开第三控制阀10,从而副真空泵2输出的氩尾气送去低含量回收装置8进行回收处理。还设置第二氧含量分析仪12的一个氧含量阈值(设定值),如1500ppm,当第二氧含量分析仪12所检测到的氧气含量未达到所设置的氧含量阈值1500ppm时,打开第二控制阀6,主真空泵4输出的氩尾气送去低含量回收装置8进行回收处理,当第二氧含量分析仪12所检测到的氧气含量达到或超过所设置的氧含量阈值,如1500ppm时,此时达到低含量回收装置8的处理上限,关闭第二控制阀6,系统自带放空阀开启进行放空。
21.通过该方案,可以实现单晶炉1所输出不同杂质含量的氩尾气分别独立提取全部回收,事故状态下能紧急放空不进入处理装置,非事故状态下而没有放空,不仅降低设备处理能耗,更大的避免了高价值资源浪费。
22.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。