1.本实用新型涉及建材生产技术领域,具体涉及一种粉体自动微量计量供料系统。
背景技术:
2.现有技术中,在建材(混凝土、干混砂浆、板材、砖等)生产过程中,需要加入微量粉体(添加剂)以提高建材的性能。目前,微量粉体的加入多采用在生产现场人工计量和人工投放,造成加入的微量粉体计量精准度不够、遗漏及重复投放,对建材的质量造成威胁;多次添加,工作人员劳动强度大;现场粉尘漂浮严重损害现场工作人员的身心健康;工作效率底下,环境扬尘,浪费现象严重,生产成本大增,工作效益下降。
技术实现要素:
3.技术目的:针对现有建材生产依赖人工进行,成本高,精度低,劳动强度大的不足,本实用新型公开了一种能够自动进行粉体称量上料,有效降低人员成本和劳动强度的粉体自动微量计量供料系统。
4.技术方案:为实现上述技术目的,本实用新型采用了如下技术方案:
5.一种粉体自动微量计量供料系统,包括:
6.储料仓,预存粉体添加剂,进行日常生产粉体添加剂的连续供给;
7.计量仓,接收储料仓的粉体添加剂,与储料仓之间设置第一气动阀;
8.自动计量装置,设置在计量仓的底部,对计量仓内的粉体添加剂进行称重和输送;
9.操作控制装置,设有plc,与第一气动阀和自动计量装置电连接,进行粉体计量和供料控制;
10.自动计量装置的出口端设置用于连通的振动料管,在振动料管上设置用于控制供料进程的控制阀组。
11.优选地,本实用新型的振动料管竖向设置,上端与自动计量装置的出料端连接;控制阀组包括沿振动料管竖向依次设置的第二气动阀和第三气动阀,第二气动阀位于第三气动阀的上方,第二气动阀和第三气动阀将振动料管自上而下依次分隔为存料腔和下料腔,在进行供料时,计量后的粉体添加剂进入存料腔,然后第二气动阀先打开,粉体添加剂进入下料腔,接着第三气动阀打开,将粉体添加剂排出。
12.优选地,本实用新型的振动料管在存料腔和下料腔的外壁上对应设置第一气动振动器和第二气动振动器,辅助进行落料,第二气动阀、第三气动阀、第一气动振动器和第二气动振动器均与plc电连接。
13.优选地,本实用新型的自动计量供料装置包括微量给料机和称重模块,微量给料机连接计量仓和振动料管,微量给料机包括变频电机,变频电机和称重模块连锁,操作控制装置设有用于控制变频电机的电源变频器以及用于接收称重模块信号的传感器模块,plc对传感器模块信号进行处理,控制电源变频器的动作。
14.优选地,本实用新型的称重机采用失重秤计量技术,以整体重量的减小来判断进
入振动料管的粉体添加剂重量。
15.优选地,本实用新型的操作控制装置设有操作显示面板,依据生产工艺输入控制参数,进行自动计量上料。
16.优选地,本实用新型的储料仓上设置用于检测粉体重量的高低料位重量值,并在储料仓的外部设置用于辅助振动下料的第三气动振动器。
17.优选地,本实用新型的操作控制装置设有数据分析及存储单元,记录每次供料的具体参数并储存,以备查询。
18.优选地,本实用新型的操作控制装置还设有通讯单元,接收控制端的信号,远程进行供料及计量操控。
19.有益效果:本实用新型所提供的一种粉体自动微量计量供料系统具有如下有益效果:
20.1、本实用新型设有操作控制装置,预先输入供料参数,并通过plc根据工艺需求,自动进行上料控制,实现粉体添加剂在线自动高精度计量的目标;减少了现场人员配置和人力成本、减少了粉体添加剂的浪费和粉体材料成本、降低了粉尘污染和工作人员的健康隐患、提升了产品质量及一致性、提高了生产效率和产品产量、降低了管理成本,提高了企业效益。
21.2、本实用新型振动料管竖向依次设置的第二气动阀和第三气动阀,进行供料时,计量后的粉体添加剂进入存料腔,然后第二气动阀先打开,粉体添加剂进入下料腔,关闭第二气动阀,接着第三气动阀打开,粉体添加剂进入粉体混合设备,第二气动阀关闭;第二气动阀主要是封锁下面混合设备的启动冲击、湿度,避免对上部的供料造成影响。
22.3、本实用新型在振动料管在存料腔和下料腔的外壁上对应设置第一气动振动器和第二气动振动器,辅助进行落料,提升输送效率。
23.4、本实用新型微量给料机和称重模块连锁,并与操作控制装置对应的控制模块电连接,在达到计量供料需求时,微量给料机停止供料,实现精确自动控制。
24.5、本实用新型操作控制装置还设有通讯单元,接收控制端的信号,远程进行供料及计量操控,操作简便,避免施工现场环境对操作人员造成损害。
25.6、本使用新型设有数据分析和储存单元,记录每次供料的数据,可以备查,具有可追溯性。
附图说明
26.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单介绍。
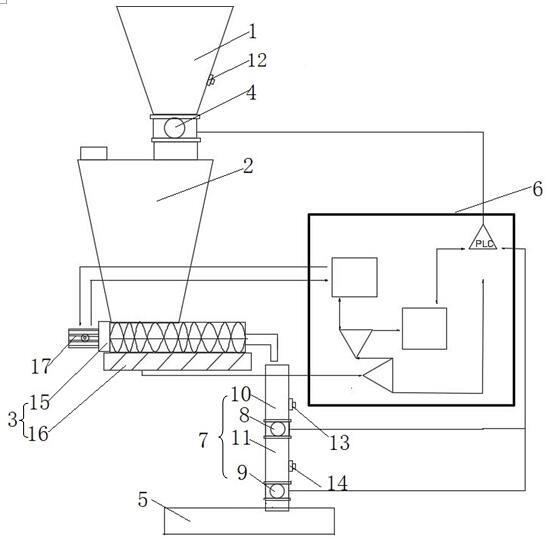
27.图1为本实用新型整体结构图;
28.图2为本实用新型操作控制装置结构图;
29.其中,1
‑
储料仓、2
‑
计量仓、3
‑
自动计量装置、4
‑
第一气动阀、5
‑
混合机、6
‑
操作控制装置、7
‑
振动料管、8
‑
第二气动阀、9
‑
第三气动阀、10
‑
下存料腔、11
‑
下存料腔、12
‑
第三气动振动器、13
‑
第一气动振动器、14
‑
第二气动振动器、15
‑
微量给料机、16
‑
称重模块、17
‑
变频电机。
具体实施方式
30.下面通过一较佳实施例的方式并结合附图来更清楚完整地说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
31.如图1、图2所示为本实用新型所提供的一种粉体自动微量计量供料系统,包括:
32.储料仓1,预存粉体添加剂,进行日常生产粉体添加剂的连续供给;
33.计量仓2,接收储料仓1的粉体添加剂,与储料仓之间设置第一气动阀4;
34.自动计量装置3,设置在计量仓2的底部,对计量仓内的粉体添加剂进行称重和输送;
35.混合机5,接收粉体添加剂并按比例进行混合;
36.操作控制装置6,设有plc,与第一气动阀4和自动计量供料装置3电连接,进行粉体计量和供料控制;
37.在混合机5和自动计量供料装置3之间设置用于连通的振动料管7,在振动料管7上设置用于控制供料进程的控制阀组。
38.在储料仓上设置用于检测粉体重量的高低位重量值,并在储料仓的外部设置用于辅助振动下料的第三气动振动器12,通过高位传感器和低位传感器控制储料仓内的粉体添加剂含量,及时进行补充,保证持续进行上料,第三气动振动器12进行振动,辅助落料,生产过程不间断,提升生产效率。
39.本实用新型的自动计量供料装置3包括微量给料机15和称重模块16,微量给料机15连接计量仓2和振动料管7,微量给料机15包括变频电机17,变频电机17和称重模块16连锁,操作控制装置6设有用于控制伺服电机的电源变频器以及用于接收称重机信号的传感器模块,plc对传感器模块信号进行处理,控制电源变频器的动作;依据不同的供料速度需求,调整电机的转速,控制供料速度。
40.称重模块16采用失重秤计量技术,以整体重量的减小来判断进入振动料管的粉体添加剂重量,可以在供料过程中实时进行检测,保证精度。
41.本实用新型的振动料管7竖向设置,上端与自动计量供料装置3的出料端连接,另一端与混合机5的进料口连接;控制阀组包括沿振动料管竖向依次设置的第二气动阀8和第三气动阀9,第二气动阀8位于第三气动阀9的上方,第二气动阀8和第三气动阀9将振动料管自上而下依次分隔为存料腔10和下料腔11,振动料管7在存料腔10和下料腔11的外壁上对应设置第一气动振动器13和第二气动振动器14,辅助进行落料,第二气动阀8、第三气动阀9、第一气动振动器13和第二气动振动器14均与plc电连接。
42.在进行供料时,计量后的粉体添加剂从自动计量供料装置进入存料腔10,达到供料所需的量后,自动计量供料装置停止供料,然后第二气动阀先打开,粉体添加剂进入下料腔,第二气动阀关闭接着第三气动阀打开,粉体落入混料机,第二气动阀关闭;在此过程中第一气动振动器13和第二气动振动器14启动,在落料过程中进行辅助,避免有粉体添加剂依附在振动料管7的内壁上,影响混合机的混合质量。
43.本实用新型操作控制装置6设有操作显示面板,依据生产工艺输入控制参数,进行自动计量上料;设有数据分析及存储单元,记录每次供料的具体参数并储存,以备查询;还设有通讯单元,接收控制端的信号,远程进行供料操控。
44.本实用新型在使用时,粉体添加剂投入储料仓1内,在操作显示面板设定计量仓内
高低料位重量值及每盘粉体计量量和盘数,采用失量计量技术和抗干扰技术的自动计量供料系统,粉体计量后储存在存料腔内,plc控制第二气动阀8进行放料;计量数值和时间及时存储在数据分析和存储单元内;随后启动二次自动计量,依次循环,直到完成设定盘数。
45.本实用新型针对粉体高精度自动计量及投料,预先需要准确把握需要计量粉体的松散堆积密度、每盘计量量和每盘计量许可时间、每天粉体需要量,粉体的粒度、吸潮板结和流动性情况等。
46.设定基本参数是:1、自动计量量范围0
‑
5kg,2、自动计量供料系统计量精度:相对误差<0.2%、绝对误差<10g,3、追求系统精度:绝对误差<5g。
47.在plc智能控制系统的统领下,粉体微计量设备系统成为一个整体。预存在储料仓内的粉体添加剂保证了每天生产所需的添加剂的连续供给,操作控制装置设定计量参数后系统自动启动,在操作控制装置内设置抗干扰组件自动消除干扰信号保证计量系统的准确性及稳定性。
48.下面提供一生产具体实施例:
49.以普通干混砂浆生产线为例,结合机制砂生产设备的结构及现场环境,储料仓、计量仓、自动计量供料装置安装在混合机的正上方,操作控制装置的电控部分布置在生产控制室内,与设备间通过电缆连接实现远程控制。
50.按照一天生产普通干混砂浆一千吨需用粉体添加剂500kg,预先集中投放300kg粉体添加剂到微计量系统的储料仓内,午后再安排补充投放粉体添加剂;
51.依照生产工艺要求:每吨干混砂浆添加剂量是0.5kg,每盘混合干混砂浆6吨,每盘计量粉体添加剂3kg,混合机混合时间120秒,在操作显示面板输入设定量3000g,变频器设定50,初步估计实际计量时间90秒,依照原生产控制系统盘数9设定粉体计量盘数9,启动系统自动进行供料,数据分析及存储单元记录系统即时计量称重计量量时间和盘数;随后自动开启二次计量和供料,依次循环,直至完成设定盘数。
52.在生产过程中,系统操作员只是监督系统运行,无需操作工作;只有在系统有中文滚动字幕提示故障时去解除,操作简便,自动化程度高,极大低减轻工作强度。
53.以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。