1.本发明属于抗菌纤维制备领域,尤其涉及一种抗菌聚丙烯纤维的制备方法。
背景技术:
2.随着人们生活水平的提高和对卫生健康意识的增强,市场对抗菌类材料需求迅速提高。聚丙烯(pp)作为工业用纺织品的主要原料,聚丙烯产品分布在人们的日常生活中的各个方面,对其纤维进行抗菌处理有着重要的实际意义。现有的制备抗菌纤维的方法主要集中于对纤维进行后处理,将ag、tio2、zno等化合物附着或者接枝于纤维表面,提供抗菌的活性点。但是上述方法的显著缺陷是纤维织物在洗涤过程中不可避免的会将抗菌涂层剥落,从而导致抗菌效果的降低甚至消失。并且,ag等元素作为重金属对环境、人体有害,直接与人体接触或者在洗涤过程中进入水体会产生潜在的毒害作用,限制了其使用。季铵盐类抗菌剂等有机抗菌剂虽然比较容易通过熔融共混的方式进入树脂,避免了洗脱的问题,但是其分解温度较低,在聚合物熔融加工的高温过程中会导致季铵盐分解,从而降低其抗菌活性,并且破坏产品外观。
技术实现要素:
3.本发明目的在于提供一种提高抗菌剂热稳定性的抗菌聚丙烯纤维的制备方法。
4.为了实现上述技术目的,本发明抗菌聚丙烯纤维的制备方法采用的技术方案为:
5.一种抗菌聚丙烯纤维的制备方法,包括如下步骤:
6.(1)在去离子水中加入季铵盐和ti3c2,室温下探针超声处理1
‑
2小时,功率120w
‑
200w,升温至75
‑
90℃搅拌12
‑
24h,得到产物a;
7.(2)将产物a用去离子水和乙醇洗涤,然后离心,离心后取沉淀物80
‑
100℃下干燥12
‑
24h,得到复合物b;
8.(3)在复合物b中分别加入聚丙烯、抗氧剂、热稳定剂、表面改性剂,混合均匀,然后挤出成型制得抗菌聚丙烯树脂,再将抗菌聚丙烯树脂进行熔融纺丝,所得抗菌聚丙烯纤维。
9.优选的,所述季铵盐和ti3c2的重量比为1~3:1。
10.优选的,所述复合物b、聚丙烯、抗氧剂、热稳定剂、表面改性剂的重量比为1~2:98~99:0.1:0.2:0.5~1。
11.优选的,所述季铵盐为溴化十六烷基三甲基咪唑或氯化十六烷基三甲基铵。
12.优选的,所述表面改性剂为硅酮粉、偶联剂kh570、偶联剂kh550中的一种。
13.优选的,步骤(3)中混合温度为160
‑
240℃。
14.优选的,步骤(3)中挤出成型采用双螺杆挤出机制备,螺杆转速300rpm。
15.与现有技术相比,本发明的有益效果是:
16.本发明使用溴化十六烷基三甲基咪唑、氯化十六烷基三甲基铵等季铵盐作为抗菌剂,创新性的使用ti3c2作为抗菌剂载体,提高了抗菌剂的热稳定性,通过熔融共混的方式制备了抗菌聚丙烯纤维,解决了抗菌聚丙烯纤维纺丝过程中喷丝孔堵塞的问题,并且,本发
明制成的抗菌聚丙烯纤维,具有极佳的抗菌活性。
具体实施方式
17.下面结合具体实施方式,进一步阐明本发明,应理解这些实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本技术所附权利要求所限定的范围。
18.实施例1:
19.1g溴化十六烷基三甲基咪唑与1g ti3c2在100ml去离子水中室温下使用探针超声处理2h(200w)。之后升温至90℃下搅拌24小时,得到产物a,产物a用去离子水和乙醇洗,离心后的产物在80℃下干燥24h,得到负载了抗菌剂的层状复合物b。取上述层状复合物b1g与99g pp、0.1g抗氧剂1010、0.2g热稳定剂168、0.5g硅酮粉混合均匀,在双螺杆挤出机中制备抗菌聚丙烯树脂(共混温度200℃,螺杆转速300rpm)。将抗抗菌聚丙烯树脂进行熔融纺丝,得到抗菌聚丙烯纤维ⅰ,所得抗菌聚丙烯纤维ⅰ的直径约15μm。
20.实施例2:
21.2g氯化十六烷基三甲基铵与1g ti3c2在200ml去离子水中室温下使用探针超声处理2h(200w)。之后升温至90℃下搅拌24小时,得到产物a,产物a用去离子水和乙醇洗,离心后的产物在80℃下干燥24h,得到负载了抗菌剂的层状复合物b。取上述层状复合物b 2g与98g pp、0.1g抗氧剂1010、0.2g热稳定剂168、1.0g偶联剂kh570混合均匀,在双螺杆挤出机中制备抗菌聚丙烯树脂(共混温度200℃,螺杆转速300rpm)。将抗菌聚丙烯树脂进行熔融纺丝,得到抗菌聚丙烯纤维ⅱ,所得抗菌聚丙烯纤维ⅱ的直径约16μm。
22.实施例3:
23.3g溴化十六烷基三甲基咪唑与1g ti3c2在300ml去离子水中室温下使用探针超声处理2h(200w)。之后升温至90℃下搅拌24小时,得到产物a,产物a用去离子水和乙醇洗,离心后的产物在80℃下干燥24h,得到负载了抗菌剂的层状复合物b。取上述层状复合物b 2g与99g pp、0.1g抗氧剂1010、0.2g热稳定剂168、1.0g偶联剂kh550混合均匀,在双螺杆挤出机中制备抗菌聚丙烯树脂(共混温度200℃,螺杆转速300rpm)。将抗菌聚丙烯树脂进行熔融纺丝,得到抗菌聚丙烯纤维ⅲ,所得抗菌聚丙烯纤维ⅲ的直径约15μm。
24.性能测试:
25.制备对照组,对照组包括对照品1和对照品2。
26.对照品1的制备方法如下:1g溴化十六烷基三甲基咪唑与99g pp、0.1g抗氧剂1010、0.2g热稳定剂168、0.5g硅酮粉混合均匀,在双螺杆挤出机中制备抗菌聚丙烯树脂(共混温度200℃,螺杆转速300rpm)。将上述抗菌聚丙烯树脂进行熔融纺丝,得到抗菌聚丙烯纤维ⅳ。
27.对照品2的制备方法如下:1g ti3c2与99g pp、0.1g抗氧剂1010、0.2g热稳定剂168、0.5g硅酮粉混合均匀,在双螺杆挤出机中制备抗菌聚丙烯树脂(共混温度200℃,螺杆转速300rpm)。将上述抗菌聚丙烯树脂进行熔融纺丝,得到抗菌聚丙烯纤维
ⅴ
。
28.将对照组与本发明实施例1
‑
3制得的成品一起进行抗菌测试,按照astm e 2149
‑
2020检测,结果如下表1:
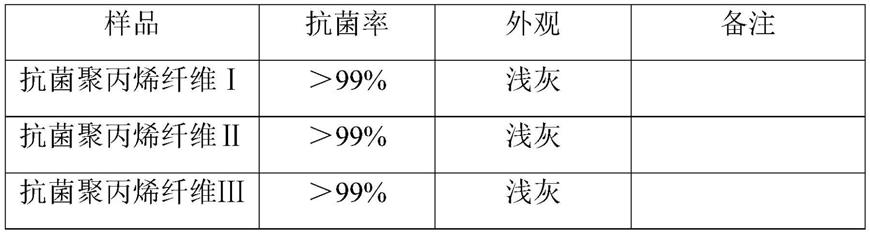
29.表1 对照组与本发明实施例1
‑
3的抗菌测试表
[0030][0031][0032]
从检测结果可以明显看出,将季铵盐抗菌剂在负载于ti3c2之后加入聚丙烯中,所的产品抗菌效果显著,且纺丝过程顺利,没有明显的喷丝孔堵塞现象,说明负载了抗菌剂的载体在聚合物中分散均匀。作为对比,对照品1所得的抗菌聚丙烯纤维ⅳ由于季铵盐没有载体,使得季铵盐在熔融加工以及纺丝过程中受热分解剧烈,产物严重发黄,且分解产物破坏了产品的均一性,使得纺丝过程较为困难。而对照品1所得的抗菌聚丙烯纤维
ⅴ
,则是验证了本发明所得抗菌纤维的抗菌性能来自季铵盐抗菌剂而不是ti3c2。综上所述,本发明提供的配方能够制备抗菌性能优异的抗菌聚丙烯纤维。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。