1.本发明涉及一种大型复合材料型板焊接框架模具及制造方法。
背景技术:
2.航空用复合材料由于具有重量轻,耐腐蚀,抗疲劳损伤能力强,机械加工少,采用共固化可以减少装配件和紧固件的数量,热膨胀几乎为零等优点被广泛应用于航空领域。但对于长度3米以上的大型复合材料所用模具的型板采用整体一次制造尺寸大、难加工、精度不易保证、使用寿命短及尺寸的稳定性差等问题严重,导致模具制造成本高、型板的局部缺陷会制约整体的模具质量,而且机械加工机床对加工零件尺寸要求一般不能长于2米,而对于制造航空用大型复合材料零件尺寸一般大于2米,同样制造所需模具工装长度大于大型复合材料零件尺寸,这就意味着无法一次整体制造完成,而影响复合材料零件精度的关键因素是型板结构,针对以上缺点,为了减少大型模具焊接难度、强度及降低加工成本,提高精度和效率,本发明提供一种大型复合材料型板焊接框架模具及制造方法,采用合适的焊接方法与工艺方法来减少焊接缺陷对工装的强度和气密性的影响,在整个模具焊接和数控加工过程中起重要作用,既可以保证尺寸的稳定性、提高模具材料利用率,又可以减少数控加工量节约成本。
技术实现要素:
3.本发明所要解决的技术问题是针对制造长度超过2米及以上的大型复合材料零件需要的模具型面难以一次板料成型制造,模具在制造上由于焊接的空间尺寸大,易变形造成多次返工再加工,材料利用率差等诸多问题导致模具加工精度下降、精度难以保证、造成模具成本高、局部的缺陷会制约整体的模具质量,增长了制造周期及增加成本,为了克服这些缺点和不足,例如薄壳模具型板部分两端为斜平面,中间为曲面,如果直接加工需70mm厚钢板料最终型板只要12mm厚,这显然不可取,料的利用率低,费时加工成本高;因此选择分块粗加工,然后拼焊再粗加工、精加工,这样省料省工时,最为合理;本发明提供了一种大型复合材料型板焊接框架模具及模具制造方法,大型复合材料型板焊接框架模具主要由框架式模具支撑体、薄壳模具型板组件、连接支撑横板、底座组成,模具支撑体采用网格框架式焊接结构,模具型板采用薄钢板和支撑体焊接刚性连接方式,模具型板采用分块组合焊接形式,建立模具型板的三维数模,通过三维数模受力分析,将模具型板的数模分成2至10个模块单元,每个型板模块单元尺寸小于2米,按照三维数模抽象出的每个型板的数模分别制造型板模块单元,由于每个型板模块单元尺寸明显小,加工难度明显降低,并精度相对容易保证,然后每个型板模块单元拼焊一起组成模具型板,在模具型板背面与网格框架式模具支撑体焊接,然后按模具的整体型面数模采用数控抛光修整模具型板,达到最后要求模具,可有效减少大型模具焊接难度、强度及降低成本,提高精度和效率。
4.本发明解决其技术问题所采用的技术方案是:
5.一种大型复合材料型板焊接框架模具,由框架式支撑体(1)、薄壳模具型板组件
(2)、连接支撑横板(3)、底座(4)组成,其特征在于:所述框架式支撑体(1)通过6个连接支撑横板(3)与薄壳模具型板组件(2)背面相互之间采用焊接刚性连接,框架式支撑体(1)与底座(4)采用焊接刚性连接;
6.所述框架式支撑体(1)由支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)组成,支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)与支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)相互通过卡扣与卡槽镶嵌式、插槽插接间距为0.8~1.8mm组合到一起后焊接刚性连接组成网格式框架式结构,采用用厚度为10mm的q235钢板;
7.所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、连接支撑横板(3)分别与支撑体纵板二(1-14)采用插槽口二(1-2-4)、插槽口四(1-14-4)插接连接,插接装配连接间隙0.8~1.8mm;
8.所述支撑体立板一(1-1)、支撑体立板二(1-12)与支撑体纵板一(1-13)、支撑体纵板三(1-15)相互之间采用凹卡口一(1-1-5)、卡扣三(1-13-6)刚性连接围成框架式支撑体(1)的外框架;
9.所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)分别与支撑体纵板一(1-13)、支撑体纵板三(1-15)采用卡扣二(1-2-6)、卡槽口三(1-13-4)刚性连接;
10.所述支撑体纵板二(1-14)与支撑体立板一(1-1)、支撑体立板二(1-12)采用卡扣四(1-13-6)、卡槽口一(1-1-4)刚性连接;
11.所述连接支撑横板(3)与支撑体纵板一(1-13)、支撑体纵板三(1-15)采用焊接刚性连接,连接支撑横板(3)分别与支撑体纵板二(1-14)采用插槽口五(3-4)、插槽口四(1-14-4)插接连接,插接装配连接间隙0.8~1.8mm;
12.所述支撑体立板一(1-1)、支撑体立板二(1-12)均采用同样结构,均由基体、型面、型面槽、卡槽口、型板孔、卡口组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体立板一(1-1)为代表,说明这2种型板结构组成,支撑体立板一(1-1)由基体一(1-1-1)、型面一(1-1-2)、型面槽一(1-1-3)、卡槽口一(1-1-4)、4个型板孔一(1-1-5)、2个凹卡口一(1-1-5)组成,型面一(1-1-2)与型面槽一(1-1-3)采用间隔布置,间距为80~120mm,型面槽一(1-1-3)的数量由大型复合材料零件尺寸决定,型面槽一(1-1-3)为型面一(1-1-1)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间;
13.所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)均采用同样结构,均由基体、型面、型面槽、
卡槽口、型板孔、卡抓组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体横板一(1-2)为代表,说明这12种型板结构组成,支撑体横板一(1-2)由基体二(1-2-1)、型面二(1-2-2)、型面槽二(1-2-3)、插槽口二(1-2-4)、4个型板孔二(1-2-5)、2个卡扣二(1-2-6)组成,型面二(1-2-2)与型面槽二(1-2-3)采用间隔布置,间距为80~120mm,型面槽二(1-2-3)的数量由大型复合材料零件尺寸决定,型面槽二(1-2-3)为型面二(1-2-2)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,插槽口二(1-2-4)间距与卡槽口一(1-1-4)间距相同;
14.所述支撑体纵板一(1-13)、支撑体纵板三(1-15)均采用同样结构,均由基体、型面、型面槽、卡槽口、型板孔、卡扣、基体凹槽组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体纵板一(1-13)为代表,说明这2种纵板结构组成,支撑体纵板一(1-13)由基体三(1-13-1)、型面三(1-13-2)、型面槽三(1-13-3)、10个卡槽口三(1-13-4)、型板孔三(1-13-5)、卡扣三(1-13-6)、2个基体凹槽一(1-13-7)组成;型面一(1-1-2)与型面槽一(1-1-3)采用间隔布置,间距为80~120mm,型面槽一(1-1-3)的数量由大型复合材料零件尺寸决定,型面槽一(1-1-3)为型面一(1-1-1)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,卡槽口三(1-13-4)间距为200~300mm;
15.所述支撑体纵板二(1-14)由基体四(1-14-1)、型面四(1-14-2)、型面槽四(1-14-3)、10个插槽口四(1-14-4)、型板孔四(1-14-5)、卡扣四(1-14-6)、基体凹槽二(1-14-7)组成;型面四(1-14-2)与型面槽四(1-14-3)采用间隔布置,间距为200~300mm,型面槽四(1-14-3)的数量由大型复合材料零件尺寸决定,型面槽四(1-14-3)为型面四(1-14-2)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,插槽口四(1-14-4)间距为200~300mm,槽口四(1-14-4)的间距与卡槽口三(1-13-4)间距相同;
16.所述薄壳模具型板组件(2)分块加工成型,每块长度为1.5~2m,厚度18mm钢板材料,以长度为8米为例,说明薄壳模具型板组件(2)结构,薄壳模具型板组件(2)由薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)四块模具型板组成,薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)相互之间在背面采用坡口焊接刚性连接;
17.所述薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)这4种型面板采用相同结构,薄壳模具型面板一(2-1)为代表,说明这4种型面板结构组成,薄壳模具型面板一(2-1)由型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)对称结构组成,型面板边型面一(2-1-1)与型面板边型面二(2-1-2)对称,型面板中型面一(2-2-3)与型面板中型面二(2-2-4)对称,型面板上基板一(2-1-5)与型面板上基板二(2-1-6)对称,相互之间在型面和上基板的背面开坡口焊接刚性连接而成;
18.所述连接支撑横板(3)由基体五(3-1)、型面五(3-2)、型面槽五(3-3)、插槽口五(3-4)组成,型面五(3-2)与型面槽五(3-3)采用间隔布置,间距为200~300mm,型面槽五(3-3)的数量由大型复合材料零件尺寸决定,型面槽五(3-3)为型面五(3-2)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,插槽口五(3-4)间距与卡槽口一(1-1-4)间距相同,6个分连接支撑横板(3)3组,每组连接支撑横板(3)分别布置在薄壳模具型面板一(2-1)、薄
壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)之间连接处,增加强度和刚性;
19.所述底座(4)主要底座横梁一(4-1)、3个底座纵梁一(4-2)、12个底座横梁二(4-3)、13个底座支垫(4-4)组成,底座横梁一(4-1)、3个底座纵梁一(4-2)、12个底座横梁二(4-3)、13个底座支垫(4-4)相互之间采用焊接方式刚性连接组成,底座横梁一(4-1)采用方钢结构,底座纵梁一(4-2)、底座横梁二(4-3)与底座支垫(4-4)采用厚度为10mm的q235钢板。
20.所述大型复合材料的型板焊接框架模具制造方法,具体包括以下工艺步骤:
21.(1)步骤一:建立大型复合材料零件的三维数模,根据热固化成形的工作状况和有限元受力分析,将大型复合材料零件的三维数模作为大型复合材料的型板焊接框架模具的厚度为18mm的薄壳模具型板组件(2)三维工艺数模,并建立框架式支撑体(1)、连接支撑横板(3)、底座(4)的三维数模。
22.(2)步骤二:建立薄壳模具型面板(2)数模,在薄壳模具型面板(2)数模各取三点画圆形成圆锥结构拟合到理论base曲面部分,形成一个规则的圆锥体一段圆周锥面,作为模拟机床辊压路径,大圆面轨迹(6-1),小圆面轨迹(6-2),作为薄壳模具型面板(2)粗加辊压成型的数模;根据一般辊压机床对零件尺寸要求不能长于2米,而模具长度一般大于6米,这就意味着薄壳模具型面板(2)无法一次完成,将其分成四等份,每块长度为1.5~2m;以模具长度为8米为例,将薄壳模具型板组件(2)数模分成4种模具型面板,即薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模,并要求的4种模具型板的料片都留有余量,在宽度上留有250mm余量。
23.(3)步骤三:建立型面数模,由于薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)这4种型面板采用相同结构,以薄壳模具型面板一(2-1)数模建立过程为代表,说明这4种型面板数模建立方法型,薄壳模具型面板一(2-1)数模再分为6块型面,即型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)对称结构组成,型面板边型面一(2-1-1)与型面板边型面二(2-1-2)对称,型面板中型面一(2-2-3)与型面板中型面二(2-2-4)对称,型面板上基板一(2-1-5)与型面板上基板二(2-1-6)对称,两端外形尺寸留有20mm调整余量,为加工及焊接留下余量。
24.(4)步骤四:辊压型面,备好厚度18mm的钢板,按照薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模在辊压机床分别加工4种型面板,由于每种模具的型面板都有2套相同结构型面组成,可以采用一次辊压2块型面,校型后分开方法,从而提高效率,1种型面板中4块型面需要2次工步的辊压校型;以薄壳模具型面板一(2-1)为代表,说明这4种型面板制造过程,一次辊压型面板边型面一(2-1-1)与型面板边型面二(2-1-2)校型合格后分开,再一次辊压型面板中型面一(2-1-3)与型面板中型面二(2-1-4)校型合格后分开。
25.(5)步骤五:线切割基板,备好厚度18mm的钢板,按照薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模在线切割机床分别加工4种型面板的上基板,由于每种模具的型面板都有2块结构相同的上基板,采用线切割加工型面,以薄壳模具型面板一(2-1)为代表,说明这上基板制造过程,线切割加工型面板上基板一(2-1-5)与型面板上基板二(2-1-6)。
26.(6)步骤六:型面和基板开坡口,以薄壳模具型面板一(2-1)为代表,说明开坡口制造过程,以型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)的背面,即与框架式支撑体(1)焊接一侧开坡口。
27.(7)步骤七:检测及焊接辊压各型面板,采用检测卡板(5)校正法,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)、检测卡板四(5-4)、检测卡板五(5-5)、检测卡板六(5-6)、检测卡板七(5-7)、检测卡板八(5-8)、检测卡板九(5-9)检查4种型板的型面位置,如果满足不了薄壳模具型面板一(2-1)数模要求进行调整修正,直至到达要求,按薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模要求进行各型面板焊接,以薄壳模具型面板一(2-1)为代表说明各型面板的检测和焊接方法,将型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上型面一(2-1-5)、型面板上型面二(2-1-6)相互之间分别对称对接,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)这三种检测并合格,采用在背面坡口焊接刚性连接,组焊成薄壳模具型面板(2-1),焊道不打磨补充加工,保证整块型板的气密性,并跟踪检查焊接误差在允许范围内随时修正。
28.(8)步骤八:焊接薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)采用(4)、(5)、(6)、(7)同样过程制造。
29.(9)步骤九:组焊薄壳模具型板组件(2),将薄壳模具型面板(2-1)、薄壳模具左侧平面板(2-2)、薄壳模具右侧平面板(2-3)、薄壳模具型面板四(2-4)相互之间分别对称对接,用检测卡板三(5-3)、检测卡板五(5-5)、检测卡板七(5-7)、检测卡板九(5-9)这四种检测并合格,采用背面坡口焊接刚性连接,组焊成薄壳模具型板组件(2)。
30.(10)步骤十:拼焊框架式支撑体(1),备好厚度10mm的钢板,按照支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)组成,支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)与支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)、连接支撑横板(3)的数模采用激光下料,线切割加工型面,采用卡扣与卡槽镶嵌式、插槽插接组合到一起后焊接组成框架式支撑体(1),框架式支撑体(1)主要作用是对上面型板的足够的支撑,既能保证强度,又能减轻重量,既能节约成本又能快速加热模具背面。
31.(11)步骤十一:焊接底座(4),备好厚度10mm的钢板和200
×
100方钢,按照底座横梁一(4-1)、底座纵梁一(4-2)、底座横梁二(4-3)、13个底座支垫(4-4)数模采用激光下料,采用焊接组成底座(4)。
32.(12)步骤十二:最终大型复合材料型板焊接框架模具,先将框架式支撑体(1)与薄壳模具型板组件(2)采用背面焊接刚性连接,再将底座(4)焊接在拼焊件上。
33.(13)步骤十三:数控精加工,对焊接后的大型复合材料型板焊接框架模具的薄壳模具型板组件(2)进行型面的数控抛光精加工,保证数控加工成型后的薄壳模具型板组件
(2)厚度至少为8mm。
附图说明
34.图1是本发明的正面立体结构示意图。
35.图2是本发明的底座(4)在上部的立体结构示意图。
36.图3是本发明的框架式支撑体(1)结构示意图。
37.图4是本发明的支撑体立板一(1-1)立体结构示意图。
38.图5是本发明的支撑体横板一(1-2)立体结构示意图。
39.图6是本发明的支撑体纵板一(1-13)立体结构示意图。
40.图7是本发明的支撑体纵板二(1-14)立体结构示意图。
41.图8是本发明的薄壳模具型板组件(2)立体结构示意图。
42.图9是本发明的连接支撑横板(3)立体结构示意图。
43.图10是本发明的图1中a-a剖示图。
44.图11是本发明的去掉型面板上基板的薄壳模具型板组件(2)辊压形状路径模拟示意图。
45.图12是本发明的去掉型面板上基板的薄壳模具型面板一(2-1)辊压后效果示意图。
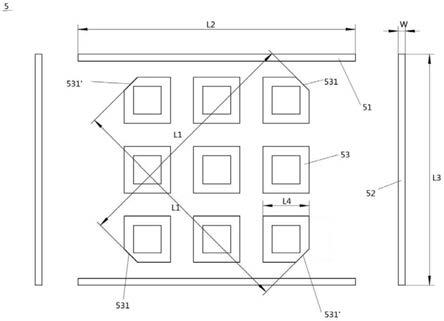
46.图13是本发明的检测卡板(5)的检测位置图立体结构示意图。
47.1-框架式支撑体、2-薄壳模具型板、3-连接支撑横板、4-底座、5-检测卡板、6-模拟机床辊压路径。
具体实施方式
48.本技术方案还可以通过以下技术措施来实现并下面结合附图对本发明作进一步的描述:
49.图1是本发明的正面立体结构示意图,图2是本发明的底座(4)在上部的立体结构示意图,一种大型复合材料型板焊接框架模具,由框架式支撑体(1)、薄壳模具型板组件(2)、连接支撑横板(3)、底座(4)组成,其特征在于:所述框架式支撑体(1)通过6个连接支撑横板(3)与薄壳模具型板组件(2)背面相互之间采用焊接刚性连接,框架式支撑体(1)与底座(4)采用焊接刚性连接;所述薄壳模具型板组件(2)分块加工成型,每块长度为1.5~2m,厚度18mm钢板材料,以长度为8米为例,说明薄壳模具型板组件(2)结构,薄壳模具型板组件(2)由薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)四块模具型板组成,薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)相互之间在背面采用坡口焊接刚性连接;所述底座(4)主要底座横梁一(4-1)、3个底座纵梁一(4-2)、12个底座横梁二(4-3)、13个底座支垫(4-4)组成,底座横梁一(4-1)、3个底座纵梁一(4-2)、12个底座横梁二(4-3)、13个底座支垫(4-4)相互之间采用焊接方式刚性连接组成,底座横梁一(4-1)采用方钢结构,底座纵梁一(4-2)、底座横梁二(4-3)与底座支垫(4-4)采用厚度为10mm的q235钢板。
50.图3是本发明的框架式支撑体(1)结构示意图,所述框架式支撑体(1)由支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三
(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)组成,支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)与支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)相互通过卡扣与卡槽镶嵌式、插槽插接间距为0.8~1.8mm组合到一起后焊接刚性连接组成网格式框架式结构,采用用厚度为10mm的q235钢板;所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、连接支撑横板(3)分别与支撑体纵板二(1-14)采用插槽口二(1-2-4)、插槽口四(1-14-4)插接连接,插接装配连接间隙0.8~1.8mm;所述支撑体立板一(1-1)、支撑体立板二(1-12)与支撑体纵板一(1-13)、支撑体纵板三(1-15)相互之间采用凹卡口一(1-1-5)、卡扣三(1-13-6)刚性连接围成框架式支撑体(1)的外框架;所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)分别与支撑体纵板一(1-13)、支撑体纵板三(1-15)采用卡扣二(1-2-6)、卡槽口三(1-13-4)刚性连接;所述支撑体纵板二(1-14)与支撑体立板一(1-1)、支撑体立板二(1-12)采用卡扣四(1-13-6)、卡槽口一(1-1-4)刚性连接;所述连接支撑横板(3)与支撑体纵板一(1-13)、支撑体纵板三(1-15)采用焊接刚性连接,连接支撑横板(3)分别与支撑体纵板二(1-14)采用插槽口五(3-4)、插槽口四(1-14-4)插接连接,插接装配连接间隙0.8~1.8mm。
51.图4是本发明的支撑体立板一(1-1)立体结构示意图,所述支撑体立板一(1-1)、支撑体立板二(1-12)均采用同样结构,均由基体、型面、型面槽、卡槽口、型板孔、卡口组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体立板一(1-1)为代表,说明这2种型板结构组成,支撑体立板一(1-1)由基体一(1-1-1)、型面一(1-1-2)、型面槽一(1-1-3)、卡槽口一(1-1-4)、4个型板孔一(1-1-5)、2个凹卡口一(1-1-5)组成,型面一(1-1-2)与型面槽一(1-1-3)采用间隔布置,间距为80~120mm,型面槽一(1-1-3)的数量由大型复合材料零件尺寸决定,型面槽一(1-1-3)为型面一(1-1-1)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间。
52.图5是本发明的支撑体立板二(1-12)立体结构示意图,所述支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)均采用同样结构,均由基体、型面、型面槽、卡槽口、型板孔、卡抓组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体横板一(1-2)为代表,说明这12种型板结构组成,支撑体横板一(1-2)由基体二(1-2-1)、型面二(1-2-2)、型面槽二(1-2-3)、插槽口二(1-2-4)、4个型板孔二(1-2-5)、2个卡扣二(1-2-6)组成,型面二(1-2-2)与型面槽二(1-2-3)采用间隔布置,间距为80~120mm,型面槽二(1-2-3)的数量由大型复合材料零件尺寸决定,型面槽二(1-2-3)为型面二(1-2-2)与薄壳模具型板组件
(2)焊接时焊接应力及变形释放空间,插槽口二(1-2-4)间距与卡槽口一(1-1-4)间距相同。
53.图6是本发明的支撑体纵板一(1-13)立体结构示意图,所述支撑体纵板一(1-13)、支撑体纵板三(1-15)均采用同样结构,均由基体、型面、型面槽、卡槽口、型板孔、卡扣、基体凹槽组成,基体的外形采用线切割设备进行加工,型面数模由复合材料零件工艺数模决定,以支撑体纵板一(1-13)为代表,说明这2种纵板结构组成,支撑体纵板一(1-13)由基体三(1-13-1)、型面三(1-13-2)、型面槽三(1-13-3)、10个卡槽口三(1-13-4)、型板孔三(1-13-5)、卡扣三(1-13-6)、2个基体凹槽一(1-13-7)组成;型面一(1-1-2)与型面槽一(1-1-3)采用间隔布置,间距为80~120mm,型面槽一(1-1-3)的数量由大型复合材料零件尺寸决定,型面槽一(1-1-3)为型面一(1-1-1)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,卡槽口三(1-13-4)间距为200~300mm。
54.图7是本发明的支撑体纵板二(1-14)立体结构示意图,所述支撑体纵板二(1-14)由基体四(1-14-1)、型面四(1-14-2)、型面槽四(1-14-3)、10个插槽口四(1-14-4)、型板孔四(1-14-5)、卡扣四(1-14-6)、基体凹槽二(1-14-7)组成;型面四(1-14-2)与型面槽四(1-14-3)采用间隔布置,间距为200~300mm,型面槽四(1-14-3)的数量由大型复合材料零件尺寸决定,型面槽四(1-14-3)为型面四(1-14-2)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,插槽口四(1-14-4)间距为200~300mm,槽口四(1-14-4)的间距与卡槽口三(1-13-4)间距相同。
55.图8是本发明的薄壳模具型板组件(2)立体结构示意图,所述薄壳模具型板组件(2)分块加工成型,每块长度为1.5~2m,厚度18mm钢板材料,以长度为8米为例,说明薄壳模具型板组件(2)结构,薄壳模具型板组件(2)由薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)四块模具型板组成,薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)相互之间在背面采用坡口焊接刚性连接;薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)这4种型面板采用相同结构,薄壳模具型面板一(2-1)为代表,说明这4种型面板结构组成,薄壳模具型面板一(2-1)由型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)对称结构组成,型面板边型面一(2-1-1)与型面板边型面二(2-1-2)对称,型面板中型面一(2-2-3)与型面板中型面二(2-2-4)对称,型面板上基板一(2-1-5)与型面板上基板二(2-1-6)对称,相互之间在型面和上基板的背面开坡口焊接刚性连接而成。
56.图9是本发明的连接支撑横板(3)立体结构示意图,连接支撑横板(3)由基体五(3-1)、型面五(3-2)、型面槽五(3-3)、插槽口五(3-4)组成,型面五(3-2)与型面槽五(3-3)采用间隔布置,间距为200~300mm,型面槽五(3-3)的数量由大型复合材料零件尺寸决定,型面槽五(3-3)为型面五(3-2)与薄壳模具型板组件(2)焊接时焊接应力及变形释放空间,插槽口五(3-4)间距与卡槽口一(1-1-4)间距相同,6个分连接支撑横板(3)3组,每组连接支撑横板(3)分别布置在薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)之间连接处,增加强度和刚性。
57.图10是本发明的图1中a-a剖示图,所述连接支撑横板(3)与支撑体纵板一(1-13)、支撑体纵板三(1-15)采用焊接刚性连接,连接支撑横板(3)分别与支撑体纵板二(1-14)采
用插槽口五(3-4)、插槽口四(1-14-4)插接连接,插接装配连接间隙0.8~1.8mm。
58.图11是本发明的去掉型面板上基板的薄壳模具型板组件(2)辊压形状路径模拟示意图,图12是本发明的去掉型面板上基板的薄壳模具型面板一(2-1)辊压后效果示意图,在薄壳模具型面板(2)数模各取三点画圆形成圆锥结构拟合到理论base曲面部分,形成一个规则的圆锥体一段圆周锥面,作为模拟机床辊压路径,大圆面轨迹(6-1),小圆面轨迹(6-2),作为薄壳模具型面板(2)粗加辊压成型的数模;建立型面数模,由于薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)这4种型面板采用相同结构,以薄壳模具型面板一(2-1)数模建立过程为代表,说明这4种型面板数模建立方法型,薄壳模具型面板一(2-1)数模再分为4块型面和2块上基板,即型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6);型面板边型面一(2-1-1)与型面板边型面二(2-1-2)对称,型面板中型面一(2-1-3)与型面板中型面二(2-1-4)对称,型面板上基板一(2-1-5)与型面板上基板二(2-1-6)对称,两端外形尺寸留有20mm调整余量,为加工及焊接留下余量;备好厚度18mm的钢板,按照薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模在辊压机床分别加工4种型面板,由于每种模具的型面板都有4块相同结构型面组成,可以采用一次辊压2个型面,校型后分开方法,从而提高效率,1种型面板需要2次工步的辊压校型;以薄壳模具型面板一(2-1)为代表,说明这4种型面板制造过程,一次辊压型面板边型面一(2-1-1)与型面板边型面二(2-1-2)校型合格后分开,再一次辊压型面板中型面一(2-1-3)与型面板中型面二(2-1-4)校型合格后分开,通过线切割型面板上基板一(2-1-5)与型面板上基板二(2-1-6),然后组焊薄壳模具型面板一(2-1),薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)采用同样方法制造。
59.图13是本发明的检测卡板(5)的检测位置图立体结构示意图,检测及焊接辊压各型面板,采用检测卡板(5)校正法,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)、检测卡板四(5-4)、检测卡板五(5-5)、检测卡板六(5-6)、检测卡板七(5-7)、检测卡板八(5-8)、检测卡板九(5-9)检查4种型板的型面位置,如果满足不了薄壳模具型面板一(2-1)数模要求进行调整修正,直至到达要求,按薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模要求进行各型面板焊接,以薄壳模具型面板一(2-1)为代表说明各型面板的检测和焊接方法,将型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上型面一(2-1-5)、型面板上型面二(2-1-6)相互之间分别对称对接,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)这三种检测并合格,采用在背面坡口焊接刚性连接,组焊成薄壳模具型面板(2-1),焊道不打磨补充加工,保证整块型板的气密性,并跟踪检查焊接误差在允许范围内随时修正。
60.所述大型复合材料的型板焊接框架模具制造方法,具体包括以下工艺步骤:
61.(1)步骤一:建立大型复合材料零件的三维数模,根据热固化成形的工作状况和有限元受力分析,将大型复合材料零件的三维数模作为大型复合材料的型板焊接框架模具的厚度为18mm的薄壳模具型板组件(2)三维工艺数模,并建立框架式支撑体(1)、连接支撑横板(3)、底座(4)的三维数模。
62.(2)步骤二:建立薄壳模具型面板(2)数模,在薄壳模具型面板(2)数模各取三点画圆形成圆锥结构拟合到理论base曲面部分,形成一个规则的圆锥体一段圆周锥面,作为模拟机床辊压路径,大圆面轨迹(6-1),小圆面轨迹(6-2),作为薄壳模具型面板(2)粗加辊压成型的数模;根据一般辊压机床对零件尺寸要求不能长于2米,而模具长度一般大于6米,这就意味着薄壳模具型面板(2)无法一次完成,将其分成四等份,每块长度为1.5~2m;以模具长度为8米为例,将薄壳模具型板组件(2)数模分成4种模具型面板,即薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模,并要求的4种模具型板的料片都留有余量,在宽度上留有250mm余量。
63.(3)步骤三:建立型面数模,由于薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)这4种型面板采用相同结构,以薄壳模具型面板一(2-1)数模建立过程为代表,说明这4种型面板数模建立方法型,薄壳模具型面板一(2-1)数模再分为6块型面,即型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)对称结构组成,型面板边型面一(2-1-1)与型面板边型面二(2-1-2)对称,型面板中型面一(2-2-3)与型面板中型面二(2-2-4)对称,型面板上基板一(2-1-5)与型面板上基板二(2-1-6)对称,两端外形尺寸留有20mm调整余量,为加工及焊接留下余量。
64.(4)步骤四:辊压型面,备好厚度18mm的钢板,按照薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模在辊压机床分别加工4种型面板,由于每种模具的型面板都有2套相同结构型面组成,可以采用一次辊压2块型面,校型后分开方法,从而提高效率,1种型面板中4块型面需要2次工步的辊压校型;以薄壳模具型面板一(2-1)为代表,说明这4种型面板制造过程,一次辊压型面板边型面一(2-1-1)与型面板边型面二(2-1-2)校型合格后分开,再一次辊压型面板中型面一(2-1-3)与型面板中型面二(2-1-4)校型合格后分开。
65.(5)步骤五:线切割基板,备好厚度18mm的钢板,按照薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模在线切割机床分别加工4种型面板的上基板,由于每种模具的型面板都有2块结构相同的上基板,采用线切割加工型面,以薄壳模具型面板一(2-1)为代表,说明这上基板制造过程,线切割加工型面板上基板一(2-1-5)与型面板上基板二(2-1-6)。
66.(6)步骤六:型面和基板开坡口,以薄壳模具型面板一(2-1)为代表,说明开坡口制造过程,以型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一(2-1-3)、型面板中型面二(2-1-4)、型面板上基板一(2-1-5)、型面板上基板二(2-1-6)的背面,即与框架式支撑体(1)焊接一侧开坡口。
67.(7)步骤七:检测及焊接辊压各型面板,采用检测卡板(5)校正法,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)、检测卡板四(5-4)、检测卡板五(5-5)、检测卡板六(5-6)、检测卡板七(5-7)、检测卡板八(5-8)、检测卡板九(5-9)检查4种型板的型面位置,如果满足不了薄壳模具型面板一(2-1)数模要求进行调整修正,直至到达要求,按薄壳模具型面板一(2-1)、薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)的数模要求进行各型面板焊接,以薄壳模具型面板一(2-1)为代表说明各型面板的检测和焊接方法,将型面板边型面一(2-1-1)、型面板边型面二(2-1-2)、型面板中型面一
(2-1-3)、型面板中型面二(2-1-4)、型面板上型面一(2-1-5)、型面板上型面二(2-1-6)相互之间分别对称对接,用检测卡板一(5-1)、检测卡板二(5-2)、检测卡板三(5-3)这三种检测并合格,采用在背面坡口焊接刚性连接,组焊成薄壳模具型面板(2-1),焊道不打磨补充加工,保证整块型板的气密性,并跟踪检查焊接误差在允许范围内随时修正。
68.(8)步骤八:焊接薄壳模具型面板二(2-2)、薄壳模具型面板三(2-3)、薄壳模具型面板四(2-4)采用(4)、(5)、(6)、(7)同样过程制造。
69.(9)步骤九:组焊薄壳模具型板组件(2),将薄壳模具型面板(2-1)、薄壳模具左侧平面板(2-2)、薄壳模具右侧平面板(2-3)、薄壳模具型面板四(2-4)相互之间分别对称对接,用检测卡板三(5-3)、检测卡板五(5-5)、检测卡板七(5-7)、检测卡板九(5-9)这四种检测并合格,采用背面坡口焊接刚性连接,组焊成薄壳模具型板组件(2)。
70.(10)步骤十:拼焊框架式支撑体(1),备好厚度10mm的钢板,按照支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)、支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)组成,支撑体立板一(1-1)、支撑体立板二(1-12)、支撑体横板一(1-2)、支撑体横板二(1-3)、支撑体横板三(1-4)、支撑体横板四(1-5)、支撑体横板五(1-6)、支撑体横板六(1-7)、支撑体横板七(1-8)、支撑体横板八(1-9)、支撑体横板九(1-10)、支撑体横板十(1-11)与支撑体纵板一(1-13)、支撑体纵板二(1-14)、支撑体纵板三(1-15)、连接支撑横板(3)的数模采用激光下料,线切割加工型面,采用卡扣与卡槽镶嵌式、插槽插接组合到一起后焊接组成框架式支撑体(1),框架式支撑体(1)主要作用是对上面型板的足够的支撑,既能保证强度,又能减轻重量,既能节约成本又能快速加热模具背面。
71.(11)步骤十一:焊接底座(4),备好厚度10mm的钢板和200
×
100方钢,按照底座横梁一(4-1)、底座纵梁一(4-2)、底座横梁二(4-3)、13个底座支垫(4-4)数模采用激光下料,采用焊接组成底座(4)。
72.(12)步骤十二:最终大型复合材料型板焊接框架模具,先将框架式支撑体(1)与薄壳模具型板组件(2)采用背面焊接刚性连接,再将底座(4)焊接在拼焊件上。
73.(13)步骤十三:数控精加工,对焊接后的大型复合材料型板焊接框架模具的薄壳模具型板组件(2)进行型面的数控抛光精加工,保证数控加工成型后的薄壳模具型板组件(2)厚度至少为8mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。