1.本发明涉及油田井下管柱防腐技术领域,具体地说是一种油管内涂层厚涂装置及方法。
背景技术:
2.油田常用内涂油管利用树脂涂层隔绝油管基体与井内液体接触,起到了较好的防腐效果。目前内涂油管的内涂工艺多采用喷涂涂覆工艺。专利cn207887427u提供一种双通道管道离心喷涂设备,压缩气源驱动气动马达带动旋杯高速旋转,涂料在泵组压力作用下进入旋杯后通过旋杯高速旋转,离心作用下通过旋杯壁上小孔,雾化至管道内壁;专利cn106475276a提供一种用于形成油管内壁防腐涂层的喷涂装置,包括:用于储存涂料的高压涂料罐、用于固定待喷涂油管的外支架、空气压缩机以及真空接头,与所述高压涂料罐连接的旋转喷头、放置在所述待喷涂油管内部的内支架以及与所述旋转喷头相连接以驱动其来回移动的驱动机构,通过油管内真空处理后涂料经由输送导管传输至旋转喷头,该技术提高涂料出喷头时的雾化效果,提高涂层的均匀性;专利cn109894340a提供了一种管道内壁防腐喷涂工艺,步骤为:1)喷涂探臂上升至高于管道顶部的位置;2)管道沿输送辊道从喷涂探臂的后前方行进,并停留至待喷涂区;3)喷涂探臂下降至管道的轴心处:4)喷涂探臂从管道的后方伸入管道内部,位于喷涂探臂前端的喷枪从管道的前端伸出并停留至喷涂作业区;5)管道沿输送辊道向喷涂探臂的前方行进,开启喷枪,对管道内壁喷涂;6)管道内壁喷涂完成后,喷涂探臂从管道的后方退出,管道沿输送辊道行进至下一道工序;7)喷涂探臂后退至原位,准备下一根管道的喷涂。该发明将管道内壁喷涂和管道外壁喷涂进行功能整合,管内涂覆亦采用喷涂工艺,同时该发明喷涂探臂为悬臂结构,仅适用于大管径、长度较短管道的管内涂覆,对于小直径、管段长的油管,该工艺适应性较差,易由于过长探臂的形变导致涂层不均的情况。如上所述,喷涂工艺通过高压驱动涂料和高速旋转喷头使涂料雾化,该涂覆工艺适用于低粘度流体涂料或粉末涂料,虽涂层均匀性较好,但致密性难以保证,且一次喷涂涂层较薄,可能出现涂层未完全覆盖金属基体的情况,影响涂层使用寿命。
3.目前腐蚀环境恶劣、防腐要求高的领域多采用液体无溶剂涂料,其为连续性液体涂料不易夹杂,一次成膜厚度较厚,且施工过程中无挥发性有机物释放,不易出现气孔,具有安全、环保、高效等优点,已成为重防腐涂料研究的热点。但该类涂料一般粘度较大,目前的喷涂工艺配置喷头,受油管内径限制,料管内径较细,易发生料管阻滞,影响均匀涂敷,而普通的灌涂或刮涂工艺虽可实现大粘度流体涂料的涂覆,但难以实现细长管腔内的均匀涂覆。因此为使液体无溶剂涂料实现油管内的均匀涂覆,发明一种油管内涂层厚涂装置和方法,以通过提高涂层厚度的方式延长内涂油管在油井的使用寿命。
技术实现要素:
4.本发明的目的在于针对现有技术存在的上述缺陷而提供一种油管内涂层厚涂装置及方法,实现液体涂料的均匀动态厚涂,提高涂层致密性,不易出现气孔等缺陷,提高涂
层质量,保证涂层油管使用可靠性。
5.为了达成上述目的,本发明采用了如下技术方案:
6.一种油管内涂层厚涂装置,包括涂覆车、料管、油管支撑旋转机构,油管放置在油管支撑旋转机构上,所述料管连接在涂覆车上,料管前端的涂覆头进入油管内;
7.所述料管前端安装涂覆头,所述涂覆头为圆盘状,两端面中间开设有涂料汇集区,涂覆头后端中心设置进料口与料路连接,涂覆头中段径向均布3个以上出料孔,连通进料口和涂料汇集区。
8.进一步地,所述涂覆车包括行走基座、循环泵、送料泵,所述料管内同轴设置由内到位分别为料路和循环液路,循环液路的进出口通过料管循环管路连接循环泵;所述料管后端固定在料管支撑架上,所述循环泵、料管支撑架均固定在涂覆车的行走基座上;所述料管中心的送料料路前端与送料泵出口连通,所述送料泵固定在送料泵支架上,送料泵支架固定在涂覆车的行走基座上。
9.进一步地,所述料管同轴设置由内到外还可为料路、清扫气路,所述涂覆头还包括与其中出料孔、进料口均不联通的清扫口,清扫口与料管轴线呈一定角度。
10.进一步地,所述料管外壁设置料管支撑,所述料管支撑设置有滚珠,通过滚珠滑行于油管内壁,料管支持与涂覆头配合,保证涂覆头与油管同轴。
11.进一步地,所述油管支撑旋转机构包括管体稳定支撑、油管前支撑、油管后支撑,所述管体稳定支撑包括下固定式支撑压轮、上活动式支撑压轮,所述下固定式支撑压轮、上活动式支撑压轮均与油管外壁接触,滚动式扶正支撑油管。所述油管前支撑用于支撑在油管前端(螺纹端),油管后支撑用于支撑在油管后端(接箍端)。
12.进一步地,所述管体稳定支撑还包括翻转盖,所述翻转盖外壁连接翻转驱动件,翻转驱动件固定在管体稳定支撑基座上;所述下固定式支撑压轮固定在管体稳定支撑基座上,所述上活动式支撑压轮通过连接杆铰接在固定耳上,固定耳固定在翻转盖上,活动式支持轮可通过连接杆与固定耳连接位置改变来调整相对位置。。
13.进一步地,所述油管后支撑包括前支撑轴承、支撑收纳管,所述支撑收纳管安装于支撑轴承内,长度与料管支撑到涂覆头距离一致,可保证料管支撑和涂覆头同时收纳其中,后支撑轴承固定在后支撑座上,支撑收纳管前端通过接箍连接油管。
14.进一步地,所述油管前支撑包括支撑座、旋转驱动件、油管螺纹驱动管、前支撑轴承、端盖、传动件,所述油管螺纹驱动管安装于前支撑轴承内,前支撑轴承固定在前支撑座上,所述油管螺纹驱动管末端与油管前端连接,所述端盖连接在油管螺纹驱动管前端,所述旋转驱动件通过传动件连接端盖,带动油管螺纹驱动管旋转,进而带动油管旋转。所述前支撑座底部设置滚轮和高度调整机构,可沿油管轴线移动及调整高度。
15.为了达成上述目的,本发明采用了如下技术方案:
16.一种油管内涂层厚涂装置的内涂方法,包括以下步骤:
17.涂覆车、油管前支撑移动至远离油管端,翻转盖打开,此时涂覆车中的循环泵一直保持工作状态,料管的循环液路保持流动,料路持续加热;
18.放置油管于管体稳定支撑上,油管接箍端朝向涂覆车方向,油管后支撑的支撑收纳管与油管接箍螺纹连接,油管前支撑移动与油管尾端螺纹上扣连接;
19.管体稳定支持上翻转盖下放,使压轮压紧油管管体;
20.油管就位后,涂覆车带动料管及前端涂覆头向油管螺纹端行走,当涂覆头穿过油管行油管螺纹驱动管,送料泵开始泵送料,经料路加热涂料通过涂敷头的进料口、出料孔、涂料汇集区,圆环型布敷至油管内壁,同时涂覆头随涂覆车匀速后移,实现管内的轴向涂覆,直至涂覆头后退出油管接箍,完成涂料布敷工序。
21.已布敷油管旋转驱动件驱动下高速旋转,管内壁涂料在旋转油管内产生垂直壁面的离心力,有助于混杂与涂料中气泡排除,促进涂料致密涂覆;直至涂料达到表干状态,一根油管的涂覆作业完成,此时停止油管均匀旋转动作,两端卸扣,油管可移动至下个固化环节。
22.进一步地,涂覆车带动涂覆头向油管螺纹端行走过程中,还可通过涂覆头的清扫口喷涂的高压气体清扫油管内壁,完成布料前清扫。
23.本发明与现有技术相比具有以下有益效果:
24.1.采用圆径涂覆头实现管内圆周布料,通过直线运动,实现管内轴向均匀布料。
25.2.油管支撑旋转机构保证油管旋转稳定性,提高管内涂层均匀性。
26.3.料管外侧设计滚珠料管支撑保证料管与油管同轴,进一步保证涂料的均匀布敷,并且结构简单,体积小巧,满足油管与料管的狭小环形空间要求。
27.4.料路同心装配液体循环加热管,提高加热能效,保证涂料涂敷效果。
28.5.通过螺纹驱动油管高速旋转,传达转速可靠,涂料离心作用下致密凝结,保证涂层致密性。
29.6.料路还可同心设置清扫气路,涂覆头配置清扫口,提高涂覆前的表面清洁率,进一步提升涂覆质量。
附图说明
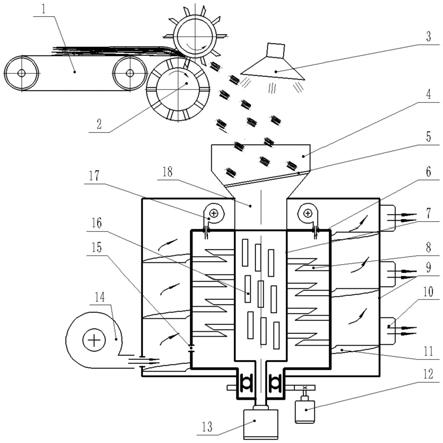
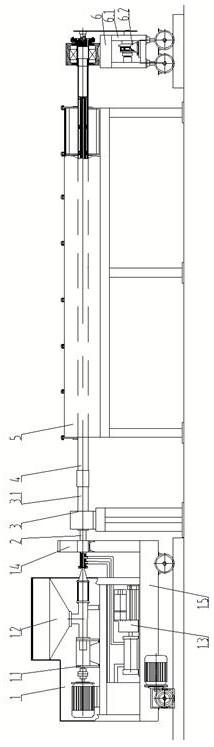
30.图1为本发明一种油管内涂层厚涂装置的结构示意图;
31.图2为油管内涂料管进料端结构示意图;
32.图3为油管内涂料管布料端结构示意图;
33.图4为油管前支撑的结构示意图;
34.图5为管体稳定支撑的结构示意图;
35.图6为油管末端旋转支撑的结构示意图;
36.图7为另一实施例的油管内涂料管结构示意图。
37.图中:1—涂覆车;1.1—送料泵;1.2—加料箱;1.3—循环泵;1.4—料管支撑架;1.5—行走基座;1.6—料管循环管路;1.7—气管线;
38.2—料管;2.1—送料料路;2.2—循环液路;2.3—料管支撑;2.4—涂覆头;2.41—进料口;2.42—出料孔;2.43—涂料汇集区;2.44—清扫口;2.5—清扫气路;
39.3—油管后支撑;3.1—支撑轴承;3.2—支撑收纳管;3.3—基座;
40.4—油管;4.1—接箍;4.2—管体;
41.5—管体稳定支撑;5.1—固定支撑;5.2—压轮;5.3—滚轮连接杆;5.4—翻转盖;5.5—固定耳;5.6—翻转驱动件;5.7—基座;
42.6—油管前支撑;6.1—支撑座;6.2—旋转驱动件;6.3—油管螺纹驱动管;6.4—支撑轴承;6.5—端盖;6.6—传动件。
具体实施方式
43.本发明提供了一种油管内涂层厚涂装置。
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.实施例1:
46.请参阅图1至图6,本发明提供一种技术方案:
47.一种油管内涂层厚涂装置,包括涂覆车1、料管2、油管支撑旋转机构。
48.涂敷车1中包括送料泵1.1、循环泵1.3、料管支撑架1.4以及行走基座1.5。涂覆车1通过行走基座1.5在地面轨道上直线运动。送料泵1.1、循环泵1.3均固定在行走基座1.5上,其中送料泵1.1可将1.2中涂料泵送至料管2中,循环泵1.3驱动循环液通过料管循环管路1.6,实现料管2外循环。料管支撑架1.4固定在行走基座1.5的前端,为料管2提供固定支撑。
49.料管2中包括中心的送料料路2.1、外环的循环液路2.2、料管支撑2.3以及涂覆头2.4。其中涂敷头2.4为圆盘结构,直径与油管内径接近,两端面中间开设涂料汇集区2.43,中段开设出料孔2.42,3个以上径向均布,涂覆头2.4末端中心设置进料口2.41,与料路2.1连接,其中涂料可通过进料口2.41、出料孔2.42、涂料汇集区2.43流至油管内壁,并随着涂覆头2.4的直线后退,涂料在涂敷头2.4的作用下均匀布敷至油管内壁。料管支撑2.3套在料管2外侧,通过滚珠与油管接触,与前端涂覆头2.4共同保证涂覆头2.4与油管同轴,从而保证涂覆均匀性。
50.油管支撑旋转机构包括油管后支撑3、油管稳定支撑5、油管前支撑6。
51.油管后支撑3包括支撑轴承3.1、支撑收纳管3.2以及基座3.3,其中支撑轴承3.1固定在基座3.3上。支撑收纳管3.2装配在支撑轴承3.1中,可自由选择旋转。支撑收纳管3.2的内腔与油管内腔直径尺寸匹配,末端配丝扣可与油管接箍连接,支撑收纳管3.2的长度符合料管支撑2.3到涂覆头2.4距离,可收纳料管支撑3.2和涂覆头2.4均在其中。
52.管体稳定支撑5包括固定支撑5.1、压轮5.2、翻转盖5.4、翻转驱动件5.6以及基座5.7。其中固定支撑5.1装配有可转动滚轮,固定安装在基座5.7上,2个并排固定支撑5.1为一组,一组固定支撑5.1共同承载油管。在基座5.7长度方向均布安装3组以上固定支撑5.1,减少油管形变。压轮5.2装配有可转动滚轮,通过滚轮连接杆5.3安装于翻转盖5.4上的固定耳5.5,并可通过安装孔调节压轮5.2的位置高度,以实现不同管径油管的稳定固定。并排2个压轮5.2为一组,在翻转盖5.4长度方向均布几组压轮5.2,通过翻转盖5.4紧压油管,保证油管的转动平稳性。翻转盖5.4铰接于基座5.7上,通过翻转驱动件5.6实现翻转动作,便于油管的工位转移。
53.油管前支撑6包括支撑座6.1、旋转驱动件6.2、油管螺纹驱动管6.3、支撑轴承6.4、端盖6.5以及传动件6.6。其中支撑座6.1高度可调,保证匹配油管高度,且可沿油管轴向方向直线运动,方便根据油管长度调整位置以及实现退让位动作。油管螺纹驱动管6.3安装于支撑轴承6.4内,并可通过螺纹与油管末端连接。油管螺纹驱动管6.3前端与端盖6.5螺纹连接,端盖6.5内设计溢流口,涂覆过程中的多余涂料可从溢流口流出。端盖6.5延伸轴上安装传动件6.6。这里传动件6.6可为带轮或链轮,由旋转驱动件6.2驱动旋转,从而实现油管螺
纹驱动管6.3连接的油管旋转。
54.油管内涂作业时,涂覆车1、油管前支撑6移动至远端,翻转盖5.4打开。此时涂覆车1中的循环泵1.3一直保持工作状态,料管的循环液路保持流动持续给料管2加热、保温。放置油管于固定支撑5.1上,油管接箍端朝向涂覆车1方向,移动油管与油管后支撑3螺纹连接。油管前支撑6向后移动,调整高度,直至油管螺纹端与油管螺纹驱动管6.3对接,卡紧油管,螺纹驱动管6.3在旋转驱动件6.2作用下旋转直至与油管上扣完毕,旋转驱动件6.2停止,翻转盖5.4下放,使压轮5.2压紧油管管体。油管就位后,开始管内涂覆作业。涂覆车1开始向油管方向行走。当涂覆头2.4进入油管螺纹驱动管6.3,送料泵1.1开始泵送料,经料管2加热具有流动性涂料通过涂敷头2.4的出料孔2.42经涂料汇集区2.43环形布敷至油管内壁同时涂覆头2.4随涂覆车1匀速后移,实现管内的轴向涂覆,直至涂覆头后退出油管接箍,完成整管布料。旋转驱动件6.2驱动油管旋转,已布敷于管内壁涂料在旋转油管内产生垂直壁面的离心力,有助于混杂与涂料中气泡排除,促进涂料致密凝结,此时停止油管均匀旋转动作,两端卸扣,油管可移动至下个固化环节。
55.实施例2:
56.请参阅图7,另一实施例的油管内涂料管结构示意图。
57.料管2中包括料路2.1、清扫气路2.5、进气管线1.7、涂覆头2.4。其中进气管线1.7与气源相连,气源可集成于涂覆车1上。进气管线1.7与清扫气路2.5相联通。涂覆头2.4中除包括进料口2.41、出料孔2.42、涂料汇集区2.43还包括清扫口2.44,其中清扫口2.44不与进料口2.41、出料孔2.42联通,且其与料管2轴线呈一定夹角,夹角大于0度同时小于180度。
58.内涂作业时,在油管后支撑3、管体稳定支撑5和油管前支撑6完全固定支撑油管后,驱动油管使油管保持旋转状态。首先打开进气管线1.7,高压气体由料管前端清扫口2.44喷出。此时涂覆车1开始向油管前支撑6方向行走,涂覆头2.4随涂覆车1行走至油管前支撑6,清扫口2.44始终保持喷气状态,完成油管涂覆前清扫动作。而后涂覆头2.4返回,当涂覆头2.4进入油管螺纹驱动管6.3,送料泵1.1开始泵送料,继续涂覆工序。
59.该实施例中其他结构及实施方式均与实施例1相同。
60.本实施例中在料路管线中集成清扫功能,在管壁清扫后接着完成涂料布敷,提高涂覆前的表面清洁度,避免因油管工位转移造成的杂质汇集,同时一定程度避免涂层因包裹杂质引起的涂层附着力下降或缺陷造成的油管集中腐蚀问题。
61.本技术中凡是没有展开论述的零部件本身、本技术中的各零部件连接方式均属于本技术领域的公知技术,不再赘述。比如焊接、丝扣式连接等。
62.在本发明中,术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
63.本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明的限制。
64.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述
意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。