1.本发明涉及手机后壳技术领域,尤其是用液晶制作双层纹理手机后壳的加工方法。
背景技术:
2.传统的手机后壳采用镀膜法以增加光学性能、机械性能和装饰性能等,镀膜方法中普遍采用电离在手机后壳的表面沉积,凝结成一层薄膜。例如公开号为:“cn112695287a”公开了一种用于手机后壳ar颜色膜镀膜工艺,包括以下步骤:步骤一:清洁,将待加工的手机后壳进行清洗,清洗完成的手机后壳置于干燥装置中干燥,干燥时间为5-10min,干燥温度为60-80℃;步骤二:一次检测,将干燥完成的手机后壳置于检测台上检测,进而完成对手机后壳的外观检测,检测时间为0.2-0.4min;利用气体在低气压高电压的状态下电离和超声波发生器工作,使得超声波携带被电离气体中的正电荷运动,使得正电荷撞击靶体的速率增大,进而加快靶体表面的原子下落的速度,使得手机后壳表面沉积的速度加快,进而加快了镀膜速度,上述中电离法工艺要求高,且不能按照不同的设定要求来进行更改。
技术实现要素:
3.本发明的目的在于提供一种用液晶制作双层纹理手机后壳的加工方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
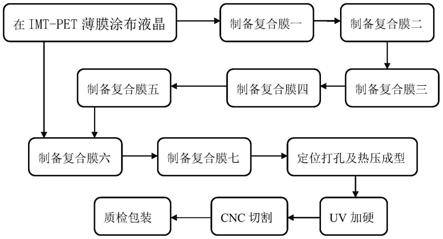
5.用液晶制作双层纹理手机后壳的加工方法,包括如下步骤:
6.1)按照设定的要求调制液晶的颜色色剂,并采用液晶涂布机将颜色色剂涂布在imt-pet薄膜上,将涂布颜色色剂的imt-pet薄膜放在烘烤机烘烤,烘烤完毕后放置在uv隧道炉固化,固化后备用;
7.2)将第一纹理模具放在机台上,在第一纹理模具中滴上胶水,刮平,同时将pmmc pc复合板的pc面贴上胶水,并将pc面朝下放置在第一层纹理模具中,用滚轴滚压得到复合膜一,滚压完毕后在紫外线照射固化后再将复合膜一由第一纹理模具中撕下并备用;
8.3)采用连续线式磁控溅射镀膜对复合膜一进行镀膜增亮,形成复合膜二,在复合膜二上覆第一保护膜;
9.4)将复合膜二上的第一保护膜撕下,然后在具有第一增亮膜的一侧的复合膜二上丝印光油,形成复合膜三,在复合膜三上覆上第二保护膜;
10.5)将第二纹理模具放在机台上,在第二纹理模具中滴上胶水,刮平,然后将步骤四得到的复合膜三贴上胶水后放置在第二纹理模具中,用滚轴滚压得到复合膜四,滚压完毕后在紫外线照射固化后再将复合膜四由第二纹理模具中撕下并备用;
11.6)采用连续线式磁控溅射镀膜对复合膜四进行镀膜增亮,形成复合膜五,在复合膜五上覆第三保护膜;
12.7)将复合膜五上的第三保护膜撕下,然后在具有第二增亮膜的一侧的复合膜五上
丝印光油,形成复合膜五,在复合膜五上覆上第四保护膜;
13.8)在复合膜五上滴上胶水,刮平,把步骤1)得到的imt-pet薄膜具有色剂的一面对着胶水,用滚轴滚压,滚压后进行固化,固化完毕后将将pet面撕下,此时涂布的色剂层转移到复合膜五的纹理面上,得到复合膜六,在复合膜六上覆上pe膜;
14.9)用网张机在复合膜六上用亮黑2道、脱模黑1道进行盖底得到复合膜七;
15.10)将复合膜七打定位孔,放在定位孔套,连同定位孔套放在高压模具中进行热压成型,热压完毕后脱模取出得到初级产品;在初级产品上覆上第五保护膜;
16.11)将初级产品上的第五保护膜撕掉,挂在uv加硬线上,先清洗然后再用uv加硬液喷洒在初级产品表面,经过uv灯固化,最后由出料口送出,覆上第六保护膜;
17.12)步骤11)加硬固化后用cnc切割,切割时放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检;品检完成后包装。
18.优选的,在步骤1)中,所述烘烤机烘烤时间为5-10s,温度80-130℃;
19.所述uv隧道炉固化的烘烤时间为5-15min,温度60-90℃;
20.颜色色剂按照设定的要求调制,颜色色剂均匀的涂覆在imt-pet薄膜的imt面,所述颜色色剂的厚度为1-5um。
21.优选的,在步骤2)或在步骤5)或在步骤11)中,所述紫外线固化采用紫外线固化灯,其功率为8000~10000瓦,照射时间为2-5s。
22.优选的,在步骤10)中,所述高压模具的热压成型过程中保持温度150-180℃,压力1-1.5mpa。
23.优选的,所述治具由下面的方法制备:
24.先用绘图软件将治具的尺寸、形状绘画出来,然后编写程序,输入到cnc机台上,将铝块放入台面进行雕冼,雕冼完成后用气枪吹干净形成治具。
25.与现有技术相比,本发明的有益效果是:
26.在本发明中,可以依据不同的颜色色剂来调整液晶显示,且制作工艺中只通过传统中的印制工艺,工艺要求简单。
27.在增亮过程中采用连续两次增亮,形成的产品的亮度高。
附图说明
28.图1为本发明的方法流程图。
具体实施方式
29.具体实施方式,参照图1。
30.本发明提供了一种用液晶制作双层纹理手机后壳的加工方法,包括如下步骤:
31.1)按照设定的要求调制液晶的颜色色剂,并采用液晶涂布机将颜色色剂涂布在imt-pet薄膜上,将涂布颜色色剂的imt-pet薄膜放在烘烤机烘烤,烘烤完毕后放置在uv隧道炉固化,固化后备用;
32.2)将第一纹理模具放在机台上,在第一纹理模具中滴上胶水,刮平,同时将pmmc pc复合板的pc面贴上胶水,并将pc面朝下放置在第一层纹理模具中,用滚轴滚压得到复合膜一,滚压完毕后在紫外线照射固化后再将复合膜一由第一纹理模具中撕下并备用;
33.3)采用连续线式磁控溅射镀膜对复合膜一进行镀膜增亮,形成复合膜二,在复合膜二上覆第一保护膜;
34.4)将复合膜二上的第一保护膜撕下,然后在具有第一增亮膜的一侧的复合膜二上丝印光油,形成复合膜三,在复合膜三上覆上第二保护膜;
35.5)将第二纹理模具放在机台上,在第二纹理模具中滴上胶水,刮平,然后将步骤四得到的复合膜三贴上胶水后放置在第二纹理模具中,用滚轴滚压得到复合膜四,滚压完毕后在紫外线照射固化后再将复合膜四由第二纹理模具中撕下并备用;
36.6)采用连续线式磁控溅射镀膜对复合膜四进行镀膜增亮,形成复合膜五,在复合膜五上覆第三保护膜;
37.7)将复合膜五上的第三保护膜撕下,然后在具有第二增亮膜的一侧的复合膜五上丝印光油,形成复合膜五,在复合膜五上覆上第四保护膜;
38.8)在复合膜五上滴上胶水,刮平,把步骤1)得到的imt-pet薄膜具有色剂的一面对着胶水,用滚轴滚压,滚压后进行固化,固化完毕后将将pet面撕下,此时涂布的色剂层转移到复合膜五的纹理面上,得到复合膜六,在复合膜六上覆上pe膜;
39.9)用网张机在复合膜六上用亮黑2道、脱模黑1道进行盖底得到复合膜七;
40.10)将复合膜七打定位孔,放在定位孔套,连同定位孔套放在高压模具中进行热压成型,热压完毕后脱模取出得到初级产品;在初级产品上覆上第五保护膜;
41.11)将初级产品上的第五保护膜撕掉,挂在uv加硬线上,先清洗然后再用uv加硬液喷洒在初级产品表面,经过uv灯固化,最后由出料口送出,覆上第六保护膜;
42.12)步骤11)加硬固化后用cnc切割,切割时放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检;品检完成后包装。
43.优选的,在步骤1)中,所述烘烤机烘烤时间为5-10s,温度80-130℃;
44.所述uv隧道炉固化的烘烤时间为5-15min,温度60-90℃;
45.颜色色剂按照设定的要求调制,颜色色剂均匀的涂覆在imt-pet薄膜的imt面,所述颜色色剂的厚度为1-5um。
46.优选的,在步骤2)或在步骤5)或在步骤11)中,所述紫外线固化采用紫外线固化灯,其功率为8000~10000瓦,照射时间为2-5s。
47.优选的,在步骤10)中,所述高压模具的热压成型过程中保持温度150-180℃,压力1-1.5mpa。
48.优选的,所述治具由下面的方法制备:
49.先用绘图软件将治具的尺寸、形状绘画出来,然后编写程序,输入到cnc机台上,将铝块放入台面进行雕冼,雕冼完成后用气枪吹干净形成治具。
50.实施例1
51.实施例是具体的工艺流程。
52.调好液晶的颜色色剂(可以根据实际的要求进行配置),把液晶用颜色色剂用涂布机涂布在imt-pet薄膜上,用烘烤机烘烤10s左右,温度105℃,烘烤完过一次uv隧道炉固化;
53.选好第一纹理模具,将第一纹理模具放在机台上,滴上胶水,将pmmc pc复合板的pc面贴上胶水,pc面朝下放入在第一纹理模具中,滚轴滚压,然后紫外线照射固化后撕下覆膜;
54.采用连续线(连续线式磁控溅射镀膜)镀增亮,镀完后覆保护膜;
55.撕下保护膜,将镀好增亮的产品丝印光油,然后覆保护膜;
56.撕下保护膜,选好第二纹理模具,放在机器上,在第二纹理模具中滴上胶水,刮平,将丝印光油的一面贴胶水,放置在第二纹理模具中,滚轴滚压,固化后撕下;
57.采用连续线(连续线式磁控溅射镀膜)镀增亮,镀完后覆保护膜;
58.撕下保护膜,将镀好增亮的产品丝印盖上光油,覆保护膜;
59.撕下保护膜,将转印完第二纹理的产品面滴上胶水,把涂布完液晶的imt-pet薄膜液晶面对着胶水,滚轴一压,固化后将pet扯下,此时涂布层转移到复合板的纹理面上;覆上pe膜;
60.用网张机进行丝印,通常用亮黑2道 脱模黑1道,或根据需要的颜色进行丝印;
61.将产品打定位孔,撕掉pmma面上的保护膜,然后用定位孔套在高压模具上,热压成型拿出来后覆上保护膜;
62.将产品面上的保护膜撕掉,挂在uv加硬线上,先清洗然后uv加硬液(光哑油都可)会喷洒在产品表面,经过uv灯uv加硬液会固化,最后由出料口送出,覆上保护膜。
63.撕下保护膜,cnc切割先用绘图软件将治具的尺寸、形状绘画出来,然后编写程序,输入到cnc机台上,将铝块放入台面,进行雕冼,雕冼完成后用气枪吹干净形成治具,将产品放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检。成品检验 包装。
64.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
