1.本发明涉及一种镁增强钨铜电触头材料及其制备方法,属于材料制备技术领域。
背景技术:
2.高压开关是电网的枢纽,电网的接通和断开依靠开关来实现,而实施这一重要作用的主要部件就是电触头;钨铜合金具有良好的抗电弧烧蚀性能,是特高压系统用电容器组开关弧触头关键材料,同时也广泛应用于火箭喷管耐高温喉衬及电磁弹射导轨等场合。
3.电触头在工作过程中的每一次接通和分断都会在电触头间产生电弧,电弧产生大量的热量,使电触头材料部分熔化,当电触头材料在反复的烧蚀过程中大量损耗后,电触头就会失效;因此电触头合金层的抗电弧烧蚀性能是电触头性能的重要指标,抗烧蚀性能差会导致频繁更换电触头,增加成本;因此,如何能进一步提高钨铜电触头的抗电弧烧蚀性能就显得非常重要。
技术实现要素:
4.本发明提出的是一种镁增强钨铜电触头材料及其制备方法,其目的旨在提高钨铜电触头的抗电弧烧蚀性能。
5.本发明的技术解决方案:一种镁增强钨铜电触头材料,其成份包括在钨铜合金层内加入镁元素形成增强型钨铜合金层。
6.进一步地,所述增强型钨铜合金层的成份包括:w(钨),mg(镁),cu(铜)。
7.进一步地,所述增强型钨铜合金层的成份包括:w,mg,cu,fe(铁)。
8.进一步地,所述增强型钨铜合金层的成份中:w占25%-35%,mg占3%-5%;各组分所占的百分比为质量百分比。
9.进一步地,所述增强型钨铜合金层的成份中:w占25%-35 %,mg3%-5%,fe 2%-4%,余量为cu,各组分的百分比总和为100%,所述百分比为质量百分比。
10.一种镁增强钨铜电触头材料的制备方法,该方法包括如下步骤:1、将钨粉、铜粉、镁粉按照一定的比例在真空气氛下球磨混合形成混合粉;2、用紫铜皮将混合粉包裹后制备成药芯焊丝;3、在钢基底表面沉积药芯焊丝形成增强型钨铜合金层。
11.进一步地,一种镁增强钨铜电触头材料的制备方法,该方法还包括在步骤3前先清洗钢基底材料。
12.进一步地,所述在钢基底表面沉积钨铜合金层,具体包括:通过电弧沉积的方式在钢基底表面沉积增强型钨铜合金层。
13.进一步地,所述电弧沉积时,焊接电流为100 a~200a,焊接电压为10v~25v,焊接速度为15 mm/min~25mm/min,摆动幅度为5 mm~10mm。
14.进一步地,所述步骤3中钢基底的厚度为2mm~3mm。
15.进一步地,所述钢基底采用低碳钢,钢基底含碳量为0.1wt%~0.3 wt%。
16.本发明的有益效果:1)在钢基底上电弧沉积药芯焊丝制造电触头,生产效率高、材料利用率高;2)镁增强钨铜合金层的致密度高,抗电弧烧蚀性能强,相对密度最高可达98.9%,电弧烧蚀损失质量能够减少42.4%以上,如实施例5中电弧烧损量能够从1.91mg降到1.1mg;3)镁的加入大幅增强了钨铜电触头的抗电弧烧蚀性能,延长了电触头的使用寿命,降低了维护成本和材料成本;4)本发明制备的镁增强钨铜电触头材料致密度高、抗电弧烧蚀性能强、镁增强钨铜电触头材料与基板的结合强度高,且本发明的方法材料利用率高、便于自动化批量生产,对于制备高性能电触头材料具有重要意义。
附图说明
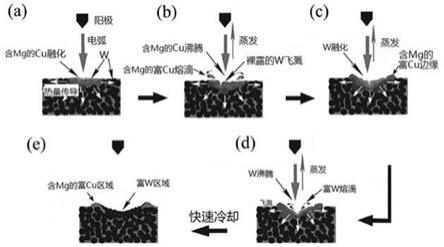
17.附图1 是电弧烧蚀过程的示意图。
具体实施方式
18.一种镁增强钨铜电触头材料,其结构由钢基底和含镁的增强型钨铜合金层组成,含镁的增强型钨铜合金层通过电弧沉积熔覆于钢基底表面,钢基底和含镁的增强型钨铜合金层在宽度方向的结合面为平面,钨铜合金层的厚度为2mm-3mm;镁增强的钨铜电触头材料,其抗电弧烧蚀性能有显著提升,与未增强的相近成分的钨铜电触头相比,相同尺寸的试样,电弧烧损量能够减少20%-50%,如实施例5中电弧烧损量能够从1.91mg降到1.1mg;本发明在钨铜合金层中加入镁元素,提高了钨铜合金层的致密度、增强了钨铜合金层的抗电弧烧蚀性能。
19.所述含镁的增强型钨铜合金层中,按照重量百分比计,包括以下组分,w25wt%~35wt%,mg3wt%~5wt%,fe2wt%~4wt%,余量为cu;所述钢基底采用低碳钢,含碳量为0.1wt%~0.3wt%。
20.所述镁增强钨铜电触头材料适用于制备具有高抗电弧烧蚀性能的钨铜电触头。
21.一种镁增强钨铜电触头材料的制备方法,该包括以下步骤:步骤1、将钨粉、铜粉、镁粉按照一定的比例在真空气氛下球磨混合;步骤2、用紫铜皮将混合粉包裹后制备成药芯焊丝;步骤3、清洗钢基底材料;步骤4、将步骤2所得的药芯焊丝安装到焊接机器人上,通过电弧沉积的方式在钢基板表面沉积形成含镁的增强型钨铜合金层;药芯焊丝在电弧的作用下熔化成熔滴,滴落到钢基底表面,钢基底表面发生部分熔化,与熔滴共同形成熔池,熔池在保护气氛下冷却凝固,形成镁增强钨铜电触头材料。
22.所述增强型钨铜合金层的组成如下:w25wt%-35wt%,mg3wt%-5 wt%,fe2wt%-4wt%,余量为cu,各组分的总和为100%,含量为重量比。
23.所述步骤4中:电弧沉积时的焊接电流为100a~200a、焊接电压为10v~25v、焊接速度为15mm/min~25mm/min,药芯焊丝的摆动幅度为5mm~10mm。
24.所述步骤4中:电弧沉积时的保护气氛为氩气,氩气的气流量为15~20 l/min。
25.所述步骤3中钢基底的厚度为2~3mm。
26.所述钢基底采用低碳钢,钢基底的含碳量为0.1wt%~0.3wt%。
27.本发明的原理为:电弧沉积过程中,药芯焊丝在电弧热的作用下熔化成熔滴,同时基板钢基底表层在电弧热的作用下部分熔化,两者形成熔池,熔池中包含来自于焊丝中的镁、钨、铜和基板中的铁,熔池在保护气氛下凝固后形成包括钨相、固溶铜相、铁相的四相组织,且四相的质量分数分别为:w 25wt%-35wt%,mg3wt%-5%wt%,fe2 wt%-4wt%,余量为cu;镁的加入能大幅增强钨铜电触头的抗电弧烧蚀性能,主要从以下三个方面实现:(1)在电弧沉积制备钨铜合金的过程中,熔融的焊丝和基板表层融化的部分共同构成液态熔池,熔池中的空气被组分中的mg反应消耗,气孔减少并生成氧mgo,触头材料的组织更为致密;(2)钨粉颗粒和生成的mgo颗粒在电弧烧蚀过程中会使液态铜产生毛细效应,可防止液态铜的流动溢出并降低其气化挥发;(3)虽然mgo的熔点高达2800℃,但达到熔点前就有强烈的挥发作用;据卡利齐乌斯一克拉普隆方程可算出1800k~2200k间mgo平均蒸发潜热为125千卡/摩尔,而对应的铜的蒸发潜热约为76千卡/摩尔,因此,mg增强钨铜电触头材料在电弧作用下,除铜的气化挥发外,还存在氧化镁的挥发作用,氧化镁的挥发不仅降低了铜的损失,而且起着吸收更大电弧能量的作用,从而降低电弧温度,大大改善材料在电弧下的烧蚀条件。
实施例
28.下面结合附图和实施例对本发明的技术方案做进一步详细说明。
29.实施例1(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,焊接电流为100a,焊接电压和送丝速度都是与焊接电流自动匹配的,焊接电压为10v,焊接速度为15cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w25wt%,mg 3%,fe 2wt%,cu 70wt%的试样。
30.实施例2(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,焊接电流为120a,焊接电压和送丝速度都是与焊接电流自动匹配的,焊接电压为15v,焊接速度为15cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w30wt%,mg 3.5%,fe2wt%,cu64.5wt%的试样。
31.实施例3(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,焊接电流为150a,焊接电压和送丝速度都是与焊接电流自动匹配的,焊接电压为18v,焊接速度为25cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w30wt%,mg4%,fe 3wt%,cu 63wt%的试样。
32.实施例4(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,焊接电流为150a,焊接电压和送丝速度都是与焊接电流自动匹配的,焊接电压为18v,焊接速度为25cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w 30wt%,mg 4.5%,fe 3wt%,cu 62.5wt%的试样。
33.实施例5(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,电流为200a,电压和送丝速度都是与电流自动匹配的,电压为25v,焊接速度为25cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w 35wt%,mg 5%,fe 4wt%,cu 56wt%的试样。
34.对比例1(1)用紫铜皮将混合金属粉末包卷成药芯焊丝粗胚,将焊丝粗胚热拉拔成直径为1.2mm的药芯焊丝;(2)钢板预处理:选用含碳量不大于0.3wt%,牌号为q235,壁厚为2mm,长度为200mm,宽度为20mm的低碳钢,表面进行除油处理;(3)将钢基板装夹固定后,通过焊接机器人在钢基板上电弧沉积铜合金层;焊丝和
钢基底的表层在高温电弧的作用下熔化并形成熔池,二者发生熔化,熔池凝固后实现冶金结合,即可得到所要求的钨铜电触头材料;其中,电流为200a,电压和送丝速度都是与电流自动匹配的,电压为25v,焊接速度为25cm/min,摆动幅度为5mm;采用高纯氩气作为保护气,气流量为18 l/min,防止在沉积过程中合金表面发生氧化;制备出合金层成分为w30wt%,cu70wt%的试样。
35.如表1所示,随mg含量的增加,合金层的烧损量减少,说明其抗电弧烧蚀性能增强;但合金层的抗拉强度随mg含量的增加先增大后减小,因此镁含量不能过多,要兼具强度和抗电弧烧蚀性。
36.
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
