1.本说明书涉及一种底漆层组合物、使用该组合物的二次电池袋膜及其制备方法。详细地,涉及提高初始剥离强度、耐氢氟酸性、耐电解液性等的同时尤其提高成型性的底漆层组合物、使用该底漆层组合物的二次电池袋膜及上述二次电池袋膜的制备方法。
2.[支持本发明的韩国研发项目]
[0003]
[课题编号]20007148
[0004]
[部门名称]产业通商资源部
[0005]
[课题管理(专门)机构名称]韩国产业技术评估管理院
[0006]
[研究项目名称]材料部件技术开发-材料部件包装类型
[0007]
[研究课题名称]大中型二次电池袋的性能评估及在需求企业中应用的实证研究
[0008]
[贡献率]1/1
[0009]
[课题执行机构名称]youl chon chemicalco.,ltd.
[0010]
[研究期间]2019年09月01日~2021年02月28日
背景技术:
[0011]
锂二次电池(lib)基于其具有的高能量密度和优异的输出等多种优点而适用于许多应用中。
[0012]
二次电池袋(pouch)是包覆这种二次电池的电极组和电解液的外部材料,需要满足诸如由金属薄膜和高分子形成的层间的粘结力、热熔敷强度、耐电解液性、气密性、水分渗透性、成型性之类的必要特性。
[0013]
二次电池袋大体由外层、阻挡层、内层的密封剂层构成。通常外层或最外层由尼龙或尼龙与聚对苯二甲酸乙二醇酯(pet)的混合材质、拉伸聚丙烯(opp)、聚乙烯等组成。这种外层或最外层要求具有耐热性、耐针孔性、耐化学性、成型性及绝缘性等特性。
[0014]
阻挡层要求具有对水蒸气或其他气体的阻挡性以及成型性。就这方面而言,阻挡层中使用可成型的金属,例如铝(al)、铁(fe)、铜(cu)、镍(ni)等,当前最常使用铝。
[0015]
内层的密封剂层在具有热粘结性、成型性的同时与电解液相接触,就这一点而言,要求具有耐电解液性、绝缘电阻性等。
[0016]
尤其,随着锂离子电池的应用领域从小型领域扩展到汽车等大中型领域,要求具有适合于大中型领域的特性,例如耐氢氟酸性、耐电解液性、成型性等。
技术实现要素:
[0017]
在本发明的示例性实现例中,一方面,所要提供一种提高初始剥离强度、耐氢氟酸性、耐电解液性等的同时尤其提高成型性的底漆层组合物、使用该底漆层组合物的二次电池袋膜及上述二次电池袋膜的制备方法。
[0018]
在本发明的示例性实现例中,提供一种二次电池袋膜的制备方法,上述二次电池袋膜按相应顺序至少包括外层、金属层、底漆层、密封剂层或至少包括外层、金属层、底漆
层、熔融挤出树脂层、密封剂层,上述二次电池袋膜的制备方法的特征在于,包括在金属层上涂敷底漆层组合物并加热来干燥底漆层组合物以及固化上述底漆层组合物的至少一部分的干燥工序,使用有机溶剂型乳液组合物作为上述底漆层,上述有机溶剂型乳液组合物包含酸改性聚丙烯及固化剂,固化起始温度为150℃以下,优选为135℃~150℃,干燥工序温度为150℃以下,优选为135℃~150℃,在上述二次电池袋膜的制备方法中,当贴合密封剂层时,不进行热层压工序。
[0019]
在本发明的示例性实现例中,提供一种二次电池袋膜的成型性提高方法,上述二次电池袋膜按相应顺序至少包括外层、金属层、底漆层、密封剂层或至少包括外层、金属层、底漆层、熔融挤出树脂层、密封剂层,上述二次电池袋膜的成型性提高方法的特征在于,包括在金属层上涂敷底漆层组合物并加热来干燥底漆层组合物以及固化上述底漆层组合物的至少一部分的干燥工序,使用有机溶剂型乳液组合物作为上述底漆层,上述有机溶剂型乳液组合物包含酸改性聚丙烯及固化剂,固化起始温度为150℃以下,优选为135℃~150℃,干燥工序温度为150℃以下,优选为135℃~150℃,在上述制备方法中,当贴合密封剂层时,不进行热层压工序。
[0020]
在本发明的示例性实现例中,还提供一种用于二次电池袋膜的底漆层组合物,其作为用于上述二次电池袋膜的制备方法中且夹介于二次电池袋膜的金属层与熔融挤出树脂层或密封剂层之间的底漆层组合物,其特征在于,上述底漆层组合物由有机溶剂型乳液组合物形成,上述有机溶剂型乳液组合物包含酸改性聚丙烯及固化剂,固化起始温度为150℃以下,优选为135℃~150℃,干燥工序温度为150℃以下,优选在135℃~150℃下干燥。
[0021]
在本发明的示例性实现例中,还提供一种二次电池袋膜,作为上述二次电池袋膜包括夹介于金属层与熔融挤出树脂层或密封剂层之间的底漆层,其特征在于,上述底漆层由有机溶剂型乳液组合物形成,上述有机溶剂型乳液组合物包含酸改性聚丙烯及固化剂,固化起始温度为150℃以下,优选为135℃~150℃,干燥工序温度为150℃以下,优选为135℃~150℃。
[0022]
并且,在本发明的示例性实现例中,还提供一种二次电池袋膜,作为上述二次电池袋膜包括夹介于金属层与熔融挤出树脂层或密封剂层之间的底漆层,成型性为6.5mm以上,初始剥离强度为14.0n/15mm以上,耐氢氟酸强度为5.0n/15mm以上,耐电解液强度为上述初始剥离强度的90%以上。
[0023]
在本发明的示例性实现例中,当制备二次电池袋膜时,由包含酸改性聚丙烯及固化剂的双组分固化型组合物类有机溶剂型乳液组合物组成夹介于金属层与熔融挤出树脂层或密封剂层之间的底漆层用组合物,调节固化起始温度和干燥工序温度,并且不进行热层压,从而可以实现提高初始剥离强度、耐氢氟酸性、耐电解液性等的同时成型性尤为优异的效果。
附图说明
[0024]
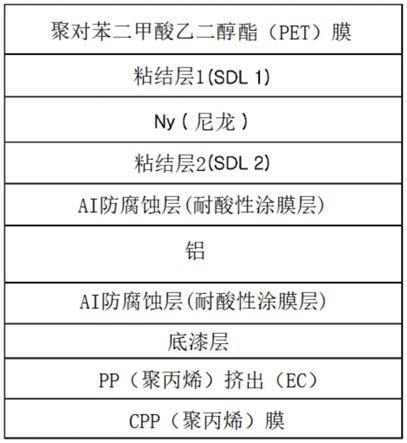
图1为示出根据本发明示例性实现例的二次电池袋膜结构的概略图。
具体实施方式
[0025]
术语的定义
[0026]
在本说明书中,当描述为依次包括二次电池袋膜的各层时,这表示不必仅由相应的层构成,而是可以包括附加层。
[0027]
在本说明书中,当描述为形成在金属层“上”,这除了直接形成在金属层的情况之外,还包括介入诸如防腐蚀层之类的其他层后形成的情况。
[0028]
在本说明书中,固化起始温度是指固化反应开始的温度。
[0029]
在本说明书中,干燥工序是指蒸发掉用作底漆层的乳液组合物的溶剂的液剂,并促进底漆层的乳液组合物的固化反应的工序。由于该干燥工序为在层压上述密封剂层之前进行的工序,因此区别于热层压工序。
[0030]
在本说明书中,干燥工序温度是指在蒸发掉用作底漆层的乳液组合物的溶剂的液剂,并促进底漆层的乳液组合物的固化反应的工序中的温度,是作为这种温度的最高设定温度。
[0031]
在本说明书中,热层压工序是指在金属层上形成底漆层并与密封剂层贴合时或者在金属层上形成底漆层及熔融挤出树脂层之后与密封剂层贴合时,为了进一步促进底漆层的乳液组合物的固化反应而通过加热来进行层压的工序。
[0032]
在本说明书中,当描述为贴合(层压)密封剂层时不进行热层压工序,这是指仅施加压力来进行层压而不加热。
[0033]
在本说明书中,成型性是指当使用模具成型由二次电池袋膜制备的试片时,10个以上的试片不破裂的成型深度。6.5mm以上的成型性被视为是优异的。
[0034]
在本说明书中,二次电池袋膜的成型性提高方法是指初始剥离强度、耐氢氟酸性、耐电解液性等特性达到要求水平以上且将成型性提高至6.5mm以上的方法。
[0035]
适宜的耐电解液强度需要具有相对于初始剥离强度之比为90%以上的强度,且耐氢氟酸强度需要达到5n/15mm以上。由于耐电解液强度及耐氢氟酸强度受初始剥离强度的影响很大,因此适宜的初始剥离强度应为14n/15mm以上。
[0036]
对示例性实现例的说明
[0037]
以下,对本发明的示例性实现例进行详细描述。
[0038]
图1为示出根据本发明示例性实现例的二次电池袋膜结构的概略图。
[0039]
如图1所示,本发明示例性实现例的二次电池袋膜为按相应顺序至少包括外层、金属层、底漆层、密封剂层或至少包括外层、金属层、底漆层、熔融挤出树脂层、密封剂层的二次电池袋膜。
[0040]
用于上述底漆层的有机溶剂型乳液可通过单独的涂敷工序以液态形成在金属层上。在该过程中,为了提高金属层和密封剂层(或者在夹设有熔融挤出树脂层的情况下的熔融挤出树脂层及密封剂层)的粘结性及紧贴性,通常进行两种工序步骤。
[0041]
首先,在第一工序步骤中,蒸发掉用作乳液溶剂的液剂并进行用于促进固化反应的干燥工序,第二工序步骤分为在贴合密封剂层时或者在形成熔融挤出树脂层之后与密封剂层贴合时为了再一次促进底漆层组合物的固化反应而通过加热进行层压的热层压工序。
[0042]
由于上述热层压工序直接向二次电池袋提供高温,因此可传递大量的热量,因而该工序是促进乳液的固化反应方面非常有用的工序。但是本发明人确认到,在热层压工序中,由于二次电池袋直接暴露于高温下,导致降低密封剂层的滑动性,从而可能降低成型性。
[0043]
为此,在本发明的示例性实现例中,提供一种二次电池袋膜的制备方法或二次电池袋膜的成型性提高方法,上述二次电池袋膜按相应顺序至少包括外层、金属层、底漆层、密封剂层或至少包括外层、金属层、底漆层、熔融挤出树脂层、密封剂层,仅进行干燥工序,而不进行上述的热层压工序。并且,由例如包含酸改性聚丙烯、固化剂的双组分固化型有机溶剂型乳液组合物形成夹介于二次电池袋膜的金属层与熔融挤出树脂层或金属层与密封剂层之间的底漆层用组合物。并且,调节固化起始温度和干燥工序温度。由此,得以具备优异的初始剥离强度、耐氢氟酸性、耐电解液性等,与此同时具备尤为优异的成型性。
[0044]
首先,对有机溶剂型乳液组合物进行说明。乳液可大体分为水系型和有机溶剂型,例如,在将水用作包含酸改性聚丙烯及各种聚合物等的乳液的溶剂的情况称之为水系型,在将有机溶剂(环己烷(ch)、乙酸乙酯(ea)、甲苯(tol)等)用作乳液溶剂的情况称之为有机溶剂型。
[0045]
在本发明的示例性实现例中,使用有机溶剂型乳液组合物,优选使用双组分固化型组合物类有机溶剂型乳液组合物,以作为底漆层。双组分固化型由例如将酸改性聚丙烯溶解于有机溶剂中形成的第一溶液(主剂部分)及将固化剂溶解于有机溶剂中形成的第二溶液(固化剂部分)组成。
[0046]
通过配合由这种双组分固化型组成的有机溶剂型乳液来粘结金属层与密封剂层之间或优选粘结熔融挤出聚丙烯层与金属层之间。
[0047]
若在金属层与密封剂层之间或优选在熔融挤出聚丙烯层与金属层之间形成上述有机溶剂型乳液层,优选形成双组分固化型有机溶剂型乳液层并进行干燥以及调节固化,则可以赋予二次电池袋膜的内侧密封剂层与金属层之间的粘结力,提高耐氢氟酸性及耐电解液性,而且如上所述,还可提高成型性。
[0048]
作为参考,当使用水系型乳液形成底漆层时,可以将工序温度设定为较低温度(约100℃),但存在耐氢氟酸性脆弱的缺点。相反,当使用有机溶剂型乳液时,耐氢氟酸性非常优异,但是为了促进乳液中的反应,需要将工序温度设定为高温(150℃以上)或需要另外的热层压工序。而随着工序温度的升高,密封剂层和外层滑动性下降,因而存在成型性下降的缺点。
[0049]
在示例性实现例中,可以根据固化剂的种类对双组分固化型进行分类,可以使用多种类型,例如胺类、酸酐类、聚酰胺类等。
[0050]
在示例性一实现例中,上述酸改性聚丙烯可以用多种酸酐例如乙酸酐、戊二酸酐、苯甲酸酐、邻苯二甲酸酐和马来酸酐等改性而成。
[0051]
在示例性一实现例中,上述固化剂可以是环氧类、丙烯醛(压克力)类、氨基甲酸乙酯(乌拉坦)类固化剂,优选地,可使用利用环氧固化剂的双组分固化型来提高耐电解液性及耐氢氟酸性。
[0052]
环氧类双组分固化型例如可以与羧酸及酸酐发生固化反应,并且可通过发生固化反应来实现金属层与密封剂层之间的粘结。作为参考,酸酐和环氧类固化剂通常可以在200℃以上的高温下开始固化反应(即,固化起始温度为200℃),由于起始温度高,因而需要通过催化剂降低起始温度。
[0053]
在示例性一实现例中,例如,作为双组分固化型有机溶剂型乳液,可以使用第一溶液(主剂部分)和第二溶液(固化剂部分),上述第一溶液通过将包含添加剂的主剂物质溶解
于有机溶剂中来形成,上述添加剂包含酸改性聚丙烯、铵盐、2,5-富拉酮等,上述第二溶液通过将包含环氧类固化剂、醚聚合物(还可包含其他添加剂)的固化剂物质溶解于有机溶剂中来形成,但不限于此。
[0054]
作为参考,在上述第一溶液中,酸改性聚丙烯通过紧贴于金属表面来起到提高与所粘结的密封剂层或熔融挤出树脂层的聚丙烯之间的粘结力的作用,其他添加剂可起到提高乳液的化学稳定性的作用。
[0055]
另一方面,在第二溶液中,上述醚聚合剂可通过与紧贴在金属表面的乳液进行反应来形成金属表面/乳液/聚丙烯层(密封剂层的聚丙烯层或熔融挤出树脂层的聚丙烯层)之间的化学键,从而实现粘结性。并且,可以起到提高第二溶液的稳定性及固化反应后的高温稳定性和耐氢氟酸性的作用。作为醚聚合物,可以使用双酚a-双酚a二缩水甘油醚聚合物,其可以用作诱导环氧结合的衍生物。
[0056]
另一方面,在示例性实现例中,使上述固化起始温度达到150℃以下,优选135~150℃。
[0057]
只有在具有如上所述的固化起始温度的情况下,才能最终使干燥工序温度下降,并且使耐氢氟酸性、耐电解液性、成型性等特性优异。
[0058]
即,为了粘结金属层和密封剂层,必须充分进行构成底漆层的粘结剂的固化反应。并且,由于底漆层在确定耐氢氟酸性、耐电解液性方面起到非常重要的作用,因而其必须具有优异的热特性并且在化学上稳定。通常主要使用热固性树脂,因为它们满足这些特性。
[0059]
但是,如果可以开始固化反应的固化起始温度高,并且没有进行充分的固化反应,则粘结性会下降,因而耐氢氟酸性及耐电解液性也会受到影响。由于这种理由,当进行上述高温热层压工序时,由于高温热层压工序而存在二次电池袋膜的成型性下降的根本性缺点。
[0060]
即,在进行高温热层压工序的过程中,二次电池袋膜的外层和密封剂层的滑动性下降,从而可能导致成型性下降。并且,由于高温热层压工序,存在于外层的粘结层和底漆层的硬度可能增加,然而随着硬度的增加,二次电池袋膜的弹力降低,由此可能导致成型性下降。
[0061]
因此,有利的方法是降低起始温度以在低工序温度下充分进行固化反应,并且就这方面而言,使固化起始温度达到150℃以下或135~150℃。
[0062]
其中,可通过添加催化剂来调节降低起始温度,但难以大幅度降低。降低活化能以使化学反应容易发生的催化剂是不参与反应的物质,即使添加量增加,也不与活化能的降低量成比例。并且,由于催化剂不参与反应,并且其残留,因此大量使用会对物性产生不利影响。因此,降低起始温度存在极限。从而难以将起始温度降低到135℃以下。
[0063]
在示例性一实现例中,作为用于降低起始温度并促进固化反应的催化剂,通常可以主要使用叔胺(三甲胺、三乙胺、n,n-二甲基丙胺等)或咪唑。尤其,叔胺起到促进用于提高与金属的粘结性的酸酐与环氧化物之间的反应的作用。叔胺可通过与仲胺和环氧化物反应而产生,并且由此产生的叔胺可充当催化剂。
[0064]
另一方面,干燥工序温度设定为100℃至150℃,优选为135℃至150℃。若干燥工序温度超过150℃,则如后述的实验例所述,成型性下降。
[0065]
即,当干燥工序温度高时,可通过促进双组分固化型粘结剂的固化反应来提高粘
结强度,但是可能降低外层和密封剂层的滑动性而导致成型性下降。另一方面,当干燥工序温度低时,双组分固化型粘结剂的固化反应可能无法充分进行。为了解决该问题,如上所述,若进一步进行另外的高温热层压工序,则在该过程中,滑动性及成型性可能下降。
[0066]
在示例性一实现例中,在乳液的干燥工序中,就成型性而言,优选通过划分干燥工序区域来设定为使温度逐步上升和降低。
[0067]
例如,在上述干燥工序中,就成型性方面而言,优选将干燥工序区域划分为多个区域,并将端末第一个区域与端末最后一个区域之间的非端末众区域的设定温度设定为高于端末第一个区域的设定温度及端末最后一个区域的设定温度。
[0068]
在非限制性示例中,可将干燥工序区域分为至少3个区域至最多15个区域,并设定各个区域的温度,将最中间区域的温度设定为最高。其中,干燥工序温度成为各个区域的设定温度中的最高温度。
[0069]
在示例性一实现例中,当考虑初始剥离强度、耐电解液强度、耐氢氟酸强度、穿刺强度并与此同时考虑成型性时,最优选地,上述固化反应起始温度为135~150℃,干燥工序温度为135~150℃。
[0070]
在示例性一实现例中,在上述二次电池袋膜的制备方法中,当在干燥工序过后贴合密封剂层时,可以在常温下进行时效工序(aging process)以帮助完成底漆层乳液组合物的完全固化。
[0071]
另一方面,在本发明的示例性实现例中,提供一种用于二次电池袋膜的底漆层组合物,其特征在于,作为用于上述二次电池袋膜的制备方法且夹介于二次电池袋膜的金属层与熔融挤出树脂层或密封剂层之间的底漆层组合物,上述底漆层组合物由有机溶剂型乳液组合物形成,上述有机溶剂型乳液组合物为包含酸改性聚丙烯及固化剂的双组分固化型组合物,固化起始温度为150℃以下,并在150℃以下进行干燥。
[0072]
并且,在本发明的示例性实现例中,还提供一种二次电池袋膜,作为通过上述二次电池袋膜的制备方法制备的二次电池袋膜,包括夹介于金属层与熔融挤出树脂层或密封剂层之间的底漆层,其成型性为6.5mm以上,初始剥离强度为14.0n/15mm以上,耐氢氟酸强度为5.0n/15mm以上,耐电解液强度为初始剥离强度的90%以上。
[0073]
在示例性一实现例中,初始剥离强度可以为14.0n/15mm以上,耐电解液强度可以为14.0n/15mm以上,耐氢氟酸强度可以为5.0n/15mm以上,穿刺强度可以为21.0n以上。
[0074]
在示例性一实现例中,成型性可以为6.5~6.8mm,初始剥离强度可以为14.0~15.0n/15mm,耐电解液强度可以为14.0~14.5n/15mm,耐氢氟酸强度可以为6.0~6.4n/15mm,穿刺强度可以为21.0~23.0n。
[0075]
再次参照图1,在示例性一实现例中,上述二次电池袋膜尤其可由基材层、金属层、在上述金属层的至少一侧形成的防腐蚀层(耐酸性涂膜层)、在上述金属层的内侧形成的底漆层、作为熔融挤出树脂层的聚丙烯挤出层以及作为密封剂层的未拉伸聚丙烯(cpp)层构成。
[0076]
上述基材层可以由聚酯膜及聚酰亚胺膜中的一种以上形成,例如,最外侧可以由聚对苯二甲酸乙二醇酯(pet)膜形成,内侧可以由尼龙膜形成。可通过第一粘结层进行溶剂干式复合(solvent dry lamination,sdl)来粘结上述聚对苯二甲酸乙二醇酯膜及尼龙膜。并且可通过第二粘结层进行溶剂干式复合(solvent dry lamination,sdl)来粘结尼龙膜
和金属层。
[0077]
上述金属层可以由代表性使用的铝形成,由此,可以形成铬酸盐类或非铬酸盐类铝防腐蚀层,以作为上述防腐蚀层。
[0078]
上述密封剂层的未拉伸聚丙烯层可以形成为多层,例如3层。
[0079]
通过以下实施例将更详细地描述本发明的示例性实现例。仅出于说明的目的例示了本说明书中公开的实施例,而本发明的实施例能够以多种形式来实现,并且不应被解释为限于本说明书中描述的实施例。
[0080]
实验1:根据固化反应起始温度及干燥工序温度差异的比较实验
[0081]
如图1所示,当制备二次电池袋时,首先粘结基材层(聚对苯二甲酸乙二醇酯/尼龙)和形成有al防腐层的al金属层,然后作为最后工序,使粘结有上述基材层和金属层(形成有al防腐蚀层的al金属层)的面料和密封剂层(cpp膜)粘结在一起。当粘结密封剂层时,为了在金属层形成底漆层,在进行乳液涂敷及干燥工序后贴合密封剂层来制备出二次电池袋膜。另一方面,当贴合密封剂层时,也可通过挤出聚丙烯来进一步形成熔融挤出树脂层。
[0082]
如上所述,在乳液干燥工序中,通过划分区域而将温度设定为逐步上升和降低,可分为至少3个区域至最多15个区域并设定各个区域的温度。本实验1中示例性地将区域分为10个。将最中间区域的温度设定为最高,工序温度表示设定温度中的最高温度。
[0083]
用于二次电池袋膜的底漆层的双组分型有机溶剂型乳液基于双酚a型环氧化类制成。环氧型的最具代表性特征为具有优异的粘结性、耐化学性、高温特性。
[0084]
可以使用如上所述的将包含酸改性聚丙烯的主剂物质溶解于有机溶剂中来制成的第一溶液(主剂部分)和将包含环氧类固化剂、醚聚合物的固化剂物质溶解于有机溶剂中来制成的第二溶液(固化剂部分),但不限于此。
[0085]
如上所述,作为用于降低固化反应起始温度(以下,起始温度)并促进固化反应的催化剂,通常可以主要使用叔胺或咪唑,本实验1中示例性地使用了叔胺。
[0086]
以下,将各个比较例及实施例整理如下。
[0087]
(比较例1)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为100℃后制备了二次电池袋膜。
[0088]
(比较例2)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为120℃后制备了二次电池袋膜。
[0089]
(比较例3)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为135℃后制备了二次电池袋膜。
[0090]
(比较例4)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为150℃后制备了二次电池袋膜。
[0091]
(比较例5)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为165℃后制备了二次电池袋膜。
[0092]
(比较例6)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为180℃后制备了二次电池袋膜。
[0093]
(比较例7)将起始温度为175~190℃的双组分型溶剂类乳液的干燥工序温度设定为200℃后制备了二次电池袋膜。
[0094]
(实施例1)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定
为100℃后制备了二次电池袋膜。
[0095]
(实施例2)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为120℃后制备了二次电池袋膜。
[0096]
(实施例3)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为135℃后制备了二次电池袋膜。
[0097]
(实施例4)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为150℃后制备了二次电池袋膜。
[0098]
(比较例8)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为165℃后制备了二次电池袋膜。
[0099]
(比较例9)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为180℃后制备了二次电池袋膜。
[0100]
(比较例10)将起始温度降低至135~150℃的双组分型溶剂类乳液的工序温度设定为200℃后制备了二次电池袋膜。
[0101]
表1
[0102][0103]
特性评价
[0104]
初始剥离强度评价
[0105]
(1)将二次电池袋膜切成宽1.5cm,长15cm来准备了试片。
[0106]
(2)通过剥离金属层和密封剂层来测量了剥离强度。
[0107]
耐氢氟酸性评价
[0108]
(1)将二次电池袋膜切成宽10cm,长20cm后将双侧两面进行了热粘结。
[0109]
(2)在两面粘结的二次电池袋内部投入制备溶液(电解液 水(溶液中水的浓度为10000ppm(约1%)))并进行热粘结来制备了包装。
[0110]
(3)在高温条件(85℃)下存放了24小时。
[0111]
(4)废弃包装内部电解液,并以与上述初始剥离强度评价相同的方式准备了试片(宽1.5cm,长15cm)。
[0112]
(5)测量了金属层与密封剂层之间的剥离强度。
[0113]
耐电解液性评价
[0114]
(1)将二次电池袋膜切成宽1.5cm,长15cm来准备了试片。
[0115]
(2)将准备的试片浸渍于标准电解液(1.0m lipf6(ec/dec/emc:1/1/1)中,并在高温条件(85℃)下存放24小时。
[0116]
(3)在洗涤电解液之后,通过剥离金属层和密封剂层来测量了剥离强度。
[0117]
成型性评价
[0118]
(1)将制备的二次电池袋膜分别切成15cm
×
15cm的尺寸来准备了试片。
[0119]
(2)针对准备的试片,使用韩国栗村(youl chon)化学的试验用模具(3cm
×
4cm尺寸)成型了每个样品。
[0120]
(3)在变更成型深度设定的同时重复进行成型评价,直到10个以上试片没有损坏破为止。
[0121]
(4)测量了未破裂10个以上的成型深度。
[0122]
穿刺强度评价
[0123]
(1)制备宽35mm,长600mm的二次电池袋膜的试片。
[0124]
(2)从外层朝向内层方向按约40mm间隔测量了穿刺强度。
[0125]
(3)测量10次强度并记下平均值。
[0126]
作为参考,在上述情况下,成型性越高,制备电池时的成型工序范围可以越宽。与初始剥离强度相比,适宜的耐电解液强度应具有90%以上强度,耐氢氟酸强度应为5n/15mm以上。由于耐电解液强度及耐氢氟酸强度受到初始剥离强度的较大影响,因此适宜的初始剥离强度应为14n/15mm以上。
[0127]
下表2为根据固化起始温度及干燥工序温度的物性评价。
[0128]
表2
[0129]
[0130][0131]
从上表可知,当使用起始温度高达175~190℃(比较例1、2、3、4)的乳液时,在干燥工序温度为150℃以下的情况下,初始剥离强度非常低,处于10n以下。由于初始剥离强度低,因此在评价耐电解液强度及耐氢氟酸强时,发生了密封剂层和金属层完全分离的现象。
[0132]
当干燥工序温度为165~200℃(比较例5、6、7)时,初始剥离强度、耐电解液强度、耐氢氟酸强度均优异,但是穿刺强度上升至24n以上。并且得出成型性未达到6.5mm的结果。
[0133]
当使用将起始温度降低至135~150℃的乳液时,仅在干燥工序温度为100℃(实施例1)的情况下,初始剥离强度为10n/15mm以下,在120℃以上(实施例及比较例8-10)的干燥工序条件下,具有12n/15mm以上的初始剥离强度。从而确认到通过降低起始温度,即使在低干燥工序温度下,粘结性也得到了提高。
[0134]
但是在120℃条件(实施例2)下,耐氢氟酸强度未达到5n/15mm,在135℃以上(实施例3~4,比较例8~10)的条件下,初始剥离强度、耐电解液强度、耐氢氟酸强度均优异。
[0135]
与比较例1~7相同地,在165~200℃条件(比较例8~10)下,穿刺强度上升,并且得出成型性未达到6.5mm的结果。
[0136]
在135~150℃条件(实施例3、4)下,虽然穿刺强度上升至20n以上,但成型性为6.5mm以上,表现出最佳结果。
[0137]
因此,仅在与起始温度相应的干燥工序温度条件下,初始剥离强度、耐电解液强度、耐氢氟酸强度的所有物性均表现出适宜的物性。从实验例可知,当具有超过150℃的温度,尤其当具有165℃以上的干燥工序温度时,二次电池袋膜的穿刺强度大大提高,从而伴随着降低成型性。
[0138]
因此,为了理想地实现所有物性,优选地,将干燥工序温度降低至150℃以下,为此,优选地,将溶剂型乳液的起始温度降低至150℃以下。
[0139]
以上对本发明的非限制性和示例性实施例进行了描述,但本发明的技术思想不限于附图或以上描述内容。可在不脱离本发明技术思想的范围内进行多种形式的变形,这对于本发明所属技术领域的普通技术人员而言是显而易见的,并且这种形式的变形属于本发明的权利要求项范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
