1.本实用新型属于化油器装配技术领域,具体涉及一种用于膜片式化油器中定位销的压料装置。
背景技术:
2.化油器(carburetor)是在发动机工作产生的真空作用下,将一定比例的汽油与空气混合的机械装置。化油器作为一种精密的机械装置,它利用吸入空气流的动能实现汽油的雾化的。化油器会根据发动机的不同工作状态需求,自动配比出相应的浓度,输出相应的量的混合气,为了使配出的混合气混合的比较均匀,化油器还具备使燃油雾化的效果,以供机器正常运行。
3.化油器包括中体和摇臂组件,而中体和摇臂组件的配合关系影响着化油器的雾化效果。摇臂组件包括弹簧、针阀芯、摇臂和定位销。在装配时,需要先将摇臂弹簧放入中体,再把针阀芯装入摇臂并放入中体中,此后再将定位销插入至摇臂中,再人工锁丝,由此即完成摇臂装配过程及其繁琐复杂。另外,由于零部件太小,人工取料比较困难,并且在装配时弹簧容易弹出,费时费力。同时,由于人工在装配时,主要是依靠经验进行定位,容易使得各个部件存在一定的定位误差,影响产品的装配质量。
4.因此,针对现有技术中人工组装摇臂组件时存在的装配质量差且效率低的问题,还需要提出一种更为合理的技术方案,以解决当前存在的技术问题。
技术实现要素:
5.本实用新型目的在于提供一种新型的用于膜片式化油器中定位销的压料装置,以解决当前存在的人工组装摇臂组件时存在的装配质量差且效率低的问题。
6.本实用新型提供了一种用于膜片式化油器中定位销的压料装置,包括:
7.整料机构,用于将多个定位销以相同姿态排列整齐,并使得所述定位销能够单列导出;
8.喂料机构,具有待压位置,所述喂料机构连通于所述整料机构,以接收从所述整料机构导出的定位销,并将所述定位销逐个输送至所述待压位置;其中,所述整料机构位于所述喂料机构的上方,以使得所述定位销能够在重力作用下从所述整料机构导出至所述喂料机构中;
9.压装机构,连接于所述喂料机构,并且所述压装机构的按压端与所述待压位置相对设置,以能够将所述定位销从待压位置推入至目标装配位置;以及
10.调位机构,连接于所述压装机构,用于调节所述压装机构在竖直方向上的位置,以使得所述压装机构能够靠近或者远离所述目标装配位置。
11.在一种可能的设计中,所述喂料机构包括:
12.分料组件,连通于所述整料机构,用于将导入至所述分料组件中的定位销逐个导出;以及
13.推送组件,设有限位槽,所述限位槽一端连通于所述分料组件,另一端连通于所述压装机构,以能够沿所述限位槽将所述定位销逐个推动待压位置。
14.在一种可能的设计中,所述推送组件包括:
15.定位座,设有所述限位槽,所述定位座连接于所述压装机构;
16.推压板,形成为与所述限位槽相适配的结构并嵌设于所述限位槽中;以及
17.第二驱动器,传动连接于所述推压板,以带动所述推压板沿所述限位槽移动。
18.在一种可能的设计中,所述分料组件包括:
19.分料器,用于逐次分隔定位销,所述分料器一端连通于所述整料机构的出料口,另一端连通于所述推送组件的进料口;以及
20.分料座,用于安装所述分料器,所述分料座连接于所述整料机构,其中,所述分料座设于所述整料机构的出料口与所述推送组件的进料口之间的区域,以能够导入在重力作用下导入的定位销,并使得所述定位销在重力的作用下导出至所述推送组件。
21.在一种可能的设计中,所述限位槽的延伸方向垂直于所述压装机构的按压方向。
22.在一种可能的设计中,所述压装机构包括:
23.连接座,连接于所述调位机构的活动端,且所述连接座上设有导向孔;
24.压装件,可移动地插设于所述导向孔中,以能够将所述定位销从所述喂料机构的待压位置推出;以及
25.第一线性驱动器,传动连接于所述压装件,以带动所述压装件沿所述导向孔移动。
26.在一种可能的设计中,所述压装件包括:
27.按压杆,可移动地设置于所述导向孔中;以及
28.限位筒,一端连接于所述第一线性驱动器,另一端连接于所述按压杆;所述限位筒的直径大于所述导向孔,以限定所述按压杆的移动范围。
29.在一种可能的设计中,所述压装机构还包括压紧轴,所述压紧轴位于所述目标装配位置上方的区域,并且竖直连接于所述连接座,以当所述调位机构靠近所述目标装配位置时,能够使所述压紧轴抵压于待装配零件。
30.在一种可能的设计中,所述调位机构包括:
31.基座,所述基座上设有沿竖直方向延伸的滑轨;
32.滑块,嵌设于所述滑轨上,且所述滑块连接于所述压装机构;以及
33.第三驱动器,一端连接于所述基座,另一端连接于所述滑块,以带动所述滑块沿所述滑轨移动。
34.在一种可能的设计中,所述压料装置还包括:
35.第二检测机构,用于检测所述喂料机构的待压位置是否存在定位销;
36.第二控制器,分别通信连接于所述压装机构、所述调位机构所述第二检测机构,以根据所述待压位置的当前定位销位置信息分别控制所述调位机构和所述压装机构执行相应的动作。
37.本实用新型的技术效果:
38.通过上述技术方案,可以使定位销以相同的姿态准确地压装至所对应的工装 (也即第一方面提供的定位机构)上的摇臂中,即实现摇臂与定位销的配合。由此一来,可以保证定位销在装配时其位置的准确性和一致性,有助于保证装配质量和装配效率。这样,可以
替代传统的作业方式,保质保量的完成生产需求,即使在生产需求量较大的情况下,也能够保证产能,满足工业化生产的需求。
附图说明
39.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
40.图1是本实用新型提供的用于膜片式化油器中摇臂组件的定位装置在一种视角下的立体结构示意图;
41.图2是本实用新型提供的用于膜片式化油器中摇臂组件的定位装置在另一种视角下的立体结构示意图;
42.图3是本实用新型提供的用于膜片式化油器中摇臂组件的定位装置中定位机构的立体结构示意图;
43.图4是摇臂组件的立体结构示意图;
44.图5是本实用新型提供的用于膜片式化油器中摇臂的送料装置的立体结构示意图;
45.图6是本实用新型提供的用于膜片式化油器中定位销的压料装置的立体结构示意图;
46.图7是本实用新型提供的用于膜片式化油器中定位销的压料装置的立体结构示意图,其中,仅展示了压装机构和调位机构的结构;
47.图8是本实用新型提供的用于膜片式化油器中摇臂组件的周转装置的立体结构示意图;
48.图9是本实用新型提供的用于膜片式化油器中摇臂组件的周转装置中取料机构的立体结构示意图;
49.图10是本实用新型提供的用于膜片式化油器中摇臂组件的周转装置中取料机构的剖视图;
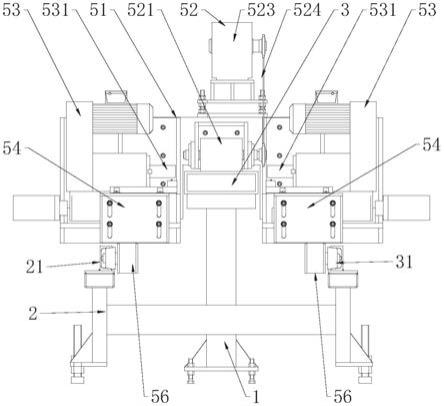
50.图11是本实用新型提供的用于膜片式化油器中摇臂组件的组装设备中落料装置的立体结构示意图:
51.图12是本实用新型提供的用于膜片式化油器中摇臂组件的组装设备在一种视角下的立体结构示意图:
52.图13是本实用新型提供的用于膜片式化油器中摇臂组件的组装设备在另一种视角下的立体结构示意图。
53.上述附图中:
54.1-定位装置,11-分度盘,12-定位机构,121-定位件,122-止挡件,123
‑ꢀ
滑动件,124-导向板,125-引导孔,13-分度机构,14-推动机构,141-推台,142
‑ꢀ
推板,143-第四线性驱动器;
55.2-送料装置,21-调整机构,22-吸附机构,23-传输机构,231-导向件,232
‑ꢀ
振料器,233-压板,234-限位件,24-周转机构,241-支撑座,242-升降组件, 243-横移组件;
56.3-压料装置,31-整料机构,32-喂料机构,321-分料组件,3211-分料器, 3212-分料座,322-推送组件,3221-定位座,3222-限位槽,33-压装机构,331
‑ꢀ
连接座,332-压装件,
3321-按压杆,3322-限位筒,333-第一线性驱动器,334
‑ꢀ
压紧轴,34-调位机构,341-基座,342-滑块,343-第三驱动器;
57.4-周转装置,41-取料机构,411-第一安装座,412-负压孔,413-磁吸件, 42-驱动机构,421-传动臂,422-第一驱动器;
58.5-落料装置,51-升降机构,52-落料座,53-落芯筒,54-落簧筒,55-针阀芯导料机构,56-弹簧导料机构;
59.6-摇臂组件,61-针阀芯,62-弹簧,63-摇臂,64-定位销;
60.r1-第一工位,r2-第二工位,r3-第三工位,r4-第四工位。
具体实施方式
61.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
62.在本实用新型中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指本公开提供的各个装置在实际使用时的上下。“内、外”是指相应零部件轮廓的内外。此外,需要说明的是,所使用的术语如“第一、第二”等是为了区别一个要素和另一个要素,不具有顺序性和重要性。再者,不同的附图中的同一标记表示相同的要素。
63.根据本公开第一方面提供的具体实施方式,提供了一种用于膜片式化油器中摇臂组件的定位装置。该定位装置1可以用于摇臂组件6的装配工序,由此来提高装配效率和装配精度。其中,图1至图13示出了其中一种实施例,下文将结合附图对定位装置1的结构进行详述。
64.参阅图1至图13所示,该定位装置1包括分度盘11、定位机构12和分度机构13。
65.定位机构12设有用于容纳摇臂组件6的定位槽,定位机构12配置为多组,并沿分度盘11的圆周方向均匀布置,且可拆卸地连接于分度盘11,便于对其进行拆装和维护。分度机构13,分度机构13连接于分度盘11,以带动分度盘11 以相同的角度移动。
66.定位机构12的设置,能够为摇臂组件6提供一致的定位基准面,有益于保证摇臂组件6在装配时位置的一致性,继而间接地保证定位精度和后续的装配精度。分度盘11的转动角度,可以根据定位机构12的数量而定,从而使分度机构 13将分度盘11准确地转动至合适角度。由此,使得定位机构12能够停留在对应的工位,以便于工人或者其它装置执行相应的工序,从而对定位机构12上的零件进行精准操作。这样,可以形成一条能够实现精准化装配的定位装置1,以便于精准快速地完成摇臂组件6的装配工作。如此反复循环动作,有益于提高整体的装配效率。
67.在一种可能的实施例中,定位机构12包括定位件121、止挡件122和滑动件123。定位件121,定位件121上设有定位槽。止挡件122,与定位件121可拆卸地相连,止挡件122至少部分位于定位槽中,以限定摇臂组件6相对于定位件121的位置。滑动件123,设有用于容纳摇臂组件6的槽孔,滑动件123可移动地连接于定位件121,以调节槽孔相对于定位槽的位置。
68.这样一来,可以通过止挡件122保证摇臂组件6在装配时的位置,进而保证摇臂组件6的位置可靠性,提高后期在对摇臂组件6进行作业时的精度,提高装配效率和装配质量。滑动件123的设置,有益于适应不同工位的装配需求,具有较好的灵活性和实用性。
69.其中,止挡件122可以是部分设置于定位槽中,也可以整体均设置于定位槽中,具体可以根据定位件121的规格和摇臂组件6的规格灵活设置。
70.进一步地,在本公开中,止挡件122通过螺栓、螺钉等紧固件可拆卸地连接于定位件121,这样,可便于根据摇臂组件6的规格进行适应性组配,使得止挡件122能够有效地限定摇臂组件6的位置。
71.在一种实施例中,在多组定位机构12中,至少两组定位机构12的下方一一对应设有推动机构14;推动机构14连接于滑动件123,以调节槽孔的位置。这样一来,可以根据不同的工位和工位使得推动机构14执行相应的动作,从而适应不同的作业需求。
72.作为一种选择,推动机构14可以包括推台141、推板142和第四线性驱动器143。
73.推台141,连接于滑动件123,且推台141竖直向下延伸,分度盘11上设有用于引导推台141移动的条形孔。推板142,竖直设置,且推板142的宽度大于推台141的宽度。第四线性驱动器143,其活动端可拆卸地连接于推板142,以带动推板142靠近或者远离推台141。由此,当推板142触碰到推台141时可以带动滑动件123移动,由此实现槽孔位置的调整。例如在摇臂63放入至定位机构12上后,可以使滑动件123带动位于槽孔中的针阀芯61靠近摇臂63,并将针阀芯61卡止在摇臂63上的插孔中,实现摇臂63和针阀芯61的组装工作。
74.进一步地,第四线性驱动器143可以配置为气缸。当然,第四线性驱动器 143也可以配置为液压缸和直线模组等任意合适的线性驱动器,本公开对此不做限制。
75.在本公开中,推板142可以构造为任意合适的结构。
76.在一种可能的设计中,推板142包括水平段和分别设置于水平段两端的竖直段,推台141设置于两个竖直段之间,即,推台141位于水平段的上方。这样,可以通过改变线性驱动器的移动方向来实现对推台141的推动或者拉动动作,能够实现一种结构,两种功能,具有较好的实用性。
77.在另一种可能的设计中,即在至少两组推动机构14中,其中一组推动机构 14的推板142设置于靠近分度盘11圆心的一侧,在这种情况下,当第四线性驱动器143的活动端朝向外侧(远离分度盘11圆心的一侧)移动时,可以带动滑动件123朝向外侧移动;另一组推动机构14的推板142设置于靠近分度盘11 边缘的一侧,在这种情况下,当第四线性驱动器143的活动端朝向内侧(指向分度盘11圆心的一侧)移动时,可以带动滑动件123朝向内侧移动。由此,可以根据定位机构12所处的工位对滑动件123的位置进行灵活调整。
78.而在另一种实施例中,推动机构14还可以配置为电致伸缩件或者磁致伸缩件,即,通过通电和断电状态的切换来电致伸缩件或者磁致伸缩件的长度,继而间接地带动滑动件123移动,由此可以实现对槽孔位置的灵活调整。对此,本领域技术人员在现有技术的基础上可以进行常规性改进得到,故本公开对此不做限制。
79.在再一种实施例中,推动机构14还可以配置为电机和丝杆传动机构的组合,由此将电机的转动转化丝杆的直线移动来调节滑动件123的位置。即,在本公开的技术构思下,本领域技术人员可以根据应用环境灵活地组配推动机构14,本公开对此亦不做限制。
80.为了提高对摇臂组件6进行作业时的准确性,定位机构12还可以包括导向板124,导向板124可拆卸地连接于定位件121,且导向板124上设有与述定位槽相对的引导孔125。这样,可以将摇臂组件6中的定位销64准确地插入到摇臂63的装配孔位中,继而保证装配质量。
81.在一种实施例中,定位机构12配置为四组,相邻定位机构12之间的转角为 90
°
。这样,分度盘11在转动时,转动幅度也为90
°
。
82.在本公开中,是在定位机构12上设置螺纹孔或者沉头孔,并通过螺栓或者螺钉将定位机构12以可拆卸的方式连接在分度盘11上。为保证定位的可靠性,螺纹孔或者沉头孔设置为至少三组,这样可以保证定位机构12在转动时其自身位置的稳定性和可靠性,防止其发生颤动而影响定位精度。
83.在其他实施例中,还可以是将定位机构12通过卡接的方式连接在分度盘11 上,对此,本领域技术人员可以根据实际需求灵活设置。
84.在一种可选的实施例中,分度机构13配置为凸轮分割器。当然,可以是直接选用凸轮分割器作为分度机构13,也可以是在此基础上再在每个定位机构12 下方区域的分度盘11上设置机械结构,由此通过该机械结构和凸轮分割器的配合保证分度盘11的转动精度。例如,在分度盘11底部设置凹槽,并且在分度盘 11的下方再设置可在竖直方向移动的凸台,当分度盘11转动至90度时,凸台能够快速卡入凹槽中,由此锁定分度盘11的位置,防止其在惯性作用下继续转动影响定位精度,故而保证了定位机构12的位置精度。
85.具体地,凸轮分割器配置为型号为ru60df-04的四工位分度器。
86.在本公开提供的一种具体实施例中,定位装置1还可以包括第四检测机构和第四控制器。
87.第四检测机构用于检测定位机构12的当前位置。第四控制器分别通信连接于分度机构13和第四检测机构,以根据定位机构12的当前位置控制分度机构 13执行相应的动作。例如,当检测到定位机构12处于目标工位时,分度机构13 停止转动,以便于使得当前工位所对应的装置对定位机构12进行作业,而在作业完成后,分度机构13驱动分度盘11转动,使得定位机构12移动至下一工位。这样,实现对定位机构12的位置实现实时调控,实现智能化控制。
88.在本公开提供的一种具体实施例中,第四检测机构可以配置为第四位移传感器或第四距离传感器,当然也可以是同时配置有第四位移传感器和第四距离传感器。
89.而在其它实施例中,第四检测装置还可以是配置为红外感应器、摄像仪和雷达中的至少一个。需要说明的是,至少一者是指检测机构可以配置为红外感应器、摄像仪和雷达中的任一者,或者同类检测机构配置为一者以上的数量,或者不同类检测机构组合使用,对此本领域技术人员可以根据应用环境灵活选择。
90.在一种实施例中,第四控制器为plc可编程逻辑控制器。而在其它实施例中,第四控制器还可以是配置为中央处理器(central processing unit,cpu)、数字信号处理器(digital signal processor,dsp)、专用集成电路(applicationspecific integrated circuit,asic)或现场可编程门阵列(field- programmable gate array,fpga)中的一者。此外,第四控制器也可以是网络处理器(network processor,np)、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
91.其中,第四控制器、分度机构13和第四检测机构可以是通过gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
92.根据本公开第二方面提供的具体实施方式,提供了一种用于膜片式化油器中摇臂
的送料装置。该送料装置2可以将摇臂63输送至第一方面提供的定位装置 1中,由此提高装配效率和装配精度。其中,图1至图13示出了其中一种实施例,下文将结合附图对送料装置2的结构进行详述。
93.参阅图1至图13所示,该用于膜片式化油器中摇臂的送料装置包括调整机构21、吸附机构22、传输机构23和周转机构24。
94.调整机构21,用于将多个摇臂63以相同姿态排列整齐,并使得摇臂63单列输出。吸附机构22,用于从取料位置拾取摇臂63和从放料位置释放摇臂63,吸附机构22具有用于吸附摇臂63的吸嘴。传输机构23,一端连通于调整机构 21的输出口,另一端连通至取料位置,以用于将调整机构21输出的摇臂63以相同的姿态单列输送至取料位置。周转机构24,其活动端连接于吸附机构22,以用于带动吸附机构22在取料位置和放料位置之间移动。
95.该送料装置2的工作过程可以概述为:调整机构21将多个姿态不一的摇臂 63整合成姿态一致的摇臂63,并以单列的形式导出。由于传输机构23连通调整机构21,因此能够将姿态一致的摇臂63输送给吸附机构22。而吸附机构22在周转机构24的驱动下,能够从传输机构23上的取料位置吸取摇臂63,并将摇臂63对准相应的工位,并释放摇臂63,以使得摇臂63能够置于第一方面提供的定位装置1中的定位机构12中。由此,即完成摇臂63的送料工作。
96.通过上述技术方案,可以使摇臂63以相同的姿态放置在放料位置所对应的工装(也即第一方面提供的定位机构12)中,由此一来,可以保证摇臂63在装配时其位置的准确性和一致性,有助于保证装配质量和装配效率。如此一来,可以替代传统的作业方式,保质保量的完成生产需求,即使在生产需求量较大的情况下,也能够保证产能,满足工业化生产的需求。
97.应当说明的是,取料位置即为吸附机构22吸取摇臂63的位置,在本公开中,取料位置位于传输机构23上;而放料位置即为吸附机构22释放摇臂63的位置,在本公开中,放料位置位于定位装置1上。
98.在本公开提供的实施例中,传输机构23可以构造为任意合适的结构。
99.在一种实施例中,传输机构23可以包括导向件231和振料器232。导向件 231,在y向上具有基本尺寸,导向件231设有沿y向延伸的导向槽,且导向槽形成为与摇臂63相适应的结构。振料器232,设置于导向件231的底部,用于振动导向件231,以使得摇臂63能够导向槽移动至取料位置。
100.这样一来,可以通过调整机构21提供动力使得摇臂63沿着导向槽移动,而由于导向槽具有一定的长度,摇臂63在导向槽移动的过程中容易因动力不足而停止不前或者出现堆叠的情况,致使摇臂63难以顺利地到达取料位置。因此,通过振料器232的振动,能够提供足够的动力使得摇臂63沿着导向槽的延伸方向移动至取料位置。这样设计,有助于使摇臂63快速且顺畅地传输,保证了工作节拍的连贯性,间接了保证了生产效率。
101.在本公开中,振料器232为现有技术,本领域技术人员可以在市售的振料器 232的基础上进行常规性改进得到。
102.另外,在本公开中,调整机构21配置为振动盘。由于振动盘为现有技术,故在此不进行详述。
103.在一种实施例中,传输机构23还包括压板233,压板233设置于导向槽上方,以限定
摇臂63的位置,由此不仅可以防止摇臂63在移动过程中从导向槽中脱出,还可以保证摇臂63姿态的一致性,使得吸附机构22能够有效地吸附摇臂 63。
104.其中,压板233可以是与导向件231一体成型,也可以是通过螺钉螺母等任意合适的紧固件连接于导向件231,对此,本领域技术人员可以根据应用环境灵活设置。
105.在本公开中,传输机构23还包括限位件234,限位件234设置于导向槽的端部,以防止摇臂63从导向槽中脱出。换句话说,限位件234能够对摇臂63 起到一定的止位作用,由此防止摇臂63洒落为造成资源的浪费。
106.在另一种实施例中,传输机构23还可以包括传送带和电机,即,通过电机的转动带动传送带移动,由此实现摇臂63的传输,对此,本领域技术人员亦可以根据实际需求灵活配置,本公开仅做示例性展示。
107.在本公开中,周转机构24可以以任意合适的方式配置。
108.在一种实施例中,周转机构24可以包括支撑座241、升降组件242和横移组件243。支撑座241,沿z向延伸。升降组件242,其活动端连接于吸附机构 22,以用于调节吸附机构22在z向的位置。横移组件243,连接于支撑座241 的上部,横移组件243的活动端可沿x向移动,并且横移组件243的活动端连接于升降组件242。这样一来,可以通过升降组件242和横移组件243的移动实现对于吸附机构22在空间位置的调整。
109.具体地,横移组件243可以包括第二线性驱动器、横轨和第一导块。第二线性驱动器,连接于支撑座241,且第二线性驱动器的伸缩端可沿x向移动。横轨,设置于第二线性驱动器,并且沿x向延伸。第一导块,嵌设于横轨上,并且连接于升降组件242。其中,第二线性驱动器的伸缩端连接于第一导块,以驱动第一导块沿横轨移动,由此间接地调整了升降组件242的位置,也即实现了对吸附机构22位置的调整。
110.相应地,升降组件242可以包括第三线性驱动器、竖轨和第二导块。第三线性驱动器,连接于横移组件243,且第三线性驱动器的伸缩端可沿z向移动。竖轨,设置于第三线性驱动器,并且沿z向延伸。第二导块,嵌设于竖轨上,并且连接于吸附机构22。其中,第三线性驱动器的伸缩端连接于第二导块,以驱动第二导块沿竖轨移动,由此实现了对吸附机构22位置的调整。
111.需要说明的是,第二线性驱动器和第三线性驱动器可以配置为气缸、液压缸和直线模组等任一者。对于第二线性驱动器和第三线性驱动器的种类和规格,本领域技术人员可以根据实际情况灵活配置,故在此不展开详述。
112.在一种实施例中,吸附机构22可以包括第二真空泵、枪嘴和吸盘。枪嘴,连通于真空泵。吸盘,设置于枪嘴的底部,并连通于枪嘴。由此通过第二真空泵的启停实现对摇臂63的释放和吸附。需要说明的是,吸盘也可以是由皮碗替代,对此,本领域技术人员可以通过对吸力的要求灵活配置第二真空泵、枪嘴和吸盘这几者的规格。
113.在一种实施例中,送料装置2还包括第三检测机构和第三控制器。第三检测机构,用于检测吸附机构22的当前位置。第三控制器,分别通信连接于调整机构21、传输机构23、周转机构24和第三检测机构,以根据吸附机构22的当前位置分别控制调整机构21、传输机构23、周转机构24执行相应的动作。例如,根据吸附机构22的当前位置控制周转机构24移动,从而使得吸附机构22能够准确有效地吸附起摇臂63。同时,还可以控制调整机构21和传输机构23的运动状态,由此连续性的输出摇臂63,从而实现智能控制。
114.在一种实施例中,第三检测机构配置为第三位移传感器和/或第三距离传感器;和/或,第三控制器配置为第三plc可编程逻辑控制器。
115.在本公开提供的一种具体实施例中,第三检测机构可以配置为第三位移传感器或第三距离传感器,当然也可以是同时配置有第三位移传感器和第三距离传感器。而在其它实施例中,第三检测装置还可以是配置为红外感应器、摄像仪和雷达中的至少一个。需要说明的是,至少一者是指检测机构可以配置为红外感应器、摄像仪和雷达中的任一者,或者同类检测机构配置为一者以上的数量,或者不同类检测机构组合使用,对此本领域技术人员可以根据应用环境灵活选择。
116.在一种实施例中,第三控制器为plc可编程逻辑控制器。而在其它实施例中,第三控制器还可以是配置为中央处理器(central processing unit,cpu)、数字信号处理器(digital signal processor,dsp)、专用集成电路(applicationspecific integrated circuit,asic)或现场可编程门阵列(field- programmable gate array,fpga)中的一者。此外,第三控制器也可以是网络处理器(network processor,np)、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
117.其中,第三控制器、调整机构21、传输机构23、周转机构24和第三检测机构可以是通过gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
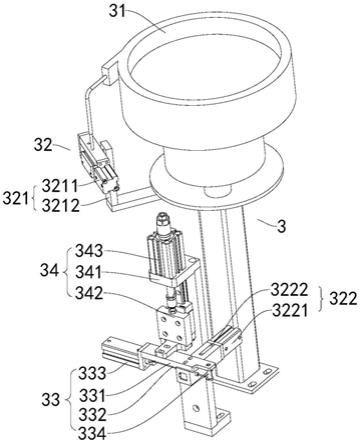
118.根据本公开第三方面提供的具体实施方式,提供了一种用于膜片式化油器中定位销的压料装置。该压料装置3可以自动将定位销64插入至位于第一方面提供的定位装置1上的摇臂63的横孔中,由此提高装配效率和装配精度。其中,图1至图13示出了其中一种实施例,下文将结合附图对压料装置3的结构进行详述。
119.参阅图1至图13所示,该用于膜片式化油器中定位销的压料装置包括整料机构31、喂料机构32、压装机构33和调位机构34。整料机构31,用于将多个定位销64以相同姿态排列整齐,并使得定位销64能够单列导出。喂料机构32,具有待压位置,喂料机构32连通于整料机构31,以接收从整料机构31导出的定位销64,并将定位销64逐个输送至待压位置;其中,整料机构31位于喂料机构32的上方,以使得定位销64能够在重力作用下从整料机构31导出至喂料机构32中。压装机构33,连接于喂料机构32,并且压装机构33的按压端与待压位置相对设置,以能够将定位销64从待压位置推入至目标装配位置。调位机构34,连接于压装机构33,用于调节压装机构33在竖直方向上的位置,以使得压装机构33能够靠近或者远离目标装配位置。
120.该压装机构33的工作过程可以概述为:整料机构31将多个姿态不一的定位销64整合成姿态一致的状态,并以单列的形式导出。由于喂料机构32连通整料机构31,且位于整料机构31下方,因此能够导入在重力作用下逐个下落的定位销64。此后,调位机构34调节压装机构33的位置,使得从而从待压位置推出的定位销64能够插入位于第一方面提供的定位机构12上的摇臂63中,继而完成压料装置3的压装工作。而在此之后,定位装置1中的滑动件123可以推动针阀芯61,从而将针阀芯61推入至摇臂63的插口中,实现摇臂组件6的装配。
121.通过上述技术方案,可以使定位销64以相同的姿态准确地压装至所对应的工装(也即第一方面提供的定位机构12)上的摇臂63中,即实现摇臂63与定位销64的配合。由此一来,可以保证定位销64在装配时其位置的准确性和一致性,有助于保证装配质量和装配
效率。这样,可以替代传统的作业方式,保质保量的完成生产需求,即使在生产需求量较大的情况下,也能够保证产能,满足工业化生产的需求。
122.在本公开提供的一种具体实施方式,喂料机构32可以构造为任意合适的结构。
123.作为一种选择,喂料机构32可以包括分料组件321和推送组件322。分料组件321,连通于整料机构31,用于将导入至分料组件321中的定位销64逐个导出。推送组件322,设有限位槽3222,限位槽3222一端连通于分料组件321,另一端连通于压装机构33,以能够沿限位槽3222将定位销64逐个推动待压位置。由此一来,将定位销64逐个压装至目标装配位置的摇臂63中。需要说明的是,目标装配位置是相对于第一方面提供的定位装置1上的摇臂63而确定的。
124.在一种可能的设计中,推送组件322可以包括定位座3221、推压板233和第二驱动器。定位座3221,设有限位槽3222,定位座3221连接于压装机构33。推压板233,形成为与限位槽3222相适配的结构并嵌设于限位槽3222中。第二驱动器,传动连接于推压板233,以带动推压板233沿限位槽3222移动,由此将定位销64逐个地推动到待压位置,以便于压装机构33将定位销64准确定推送至目标装配位置
125.在本公开中,第二驱动器为气缸。而在其它实施例中,第二驱动器还可以配置为电致伸缩件或者磁致伸缩件,即,通过断电和通电状态的切换来电致伸缩件或者磁致伸缩件的长度,继而间接地带动推压板233移动,由此将定位销64逐个地推动到待压位置。
126.此外,第二驱动器还可以配置为电机和丝杆传动机构的组合,由此将电机的转动转化丝杆的直线移动来带动推压板233移动。即,在本公开的技术构思下,本领域技术人员可以根据应用环境灵活地组配推动机构14,本公开对此亦不做限制。
127.在一种可能的设计中,分料组件321可以包括分料器3211和分料座3212。分料器3211,用于逐次分隔定位销64,分料器3211一端连通于整料机构31的出料口,另一端连通于推送组件322的进料口。分料座3212,用于安装分料器 3211,分料座3212连接于整料机构31,其中,分料座3212设于整料机构31的出料口与推送组件322的进料口之间的区域,以能够导入在重力作用下导入的定位销64,并使得定位销64在重力的作用下导出至推送组件322。这样,可以根据生产节拍使定位销64有序地压装至目标装配位置。
128.在本公开中,限位槽3222的延伸方向垂直于压装机构33的按压方向。这样,有益于准确地将定位销64推动至待压位置,同时,也有益于推料组件将位于待压位置的定位销64顺畅地推动至目标装配位置。
129.在本公开提供的具体实施方式中,压装机构33可以构造为任意合适的结构。
130.作为一种选择,压装机构33可以包括连接座331、压装件332和第一线性驱动器333。连接座331,连接于调位机构34的活动端,且连接座331上设有导向孔。压装件332,可移动地插设于导向孔中,以能够将定位销64从喂料机构 32的待压位置推出。第一线性驱动器333,传动连接于压装件332,以带动压装件332沿导向孔移动,由此将位于待压装置上的定位销64准确地推动至目标装置配置。
131.在本公开中,第二驱动器可以配置为气缸、液压缸和直线模组中的任一者。
132.在一种实施例中,压装件332可以包括按压杆3321和限位筒3322。按压杆 3321,可移动地设置于导向孔中。限位筒3322,一端连接于第一线性驱动器333,另一端连接于按压杆3321;限位筒3322的直径大于导向孔,以限定按压杆3321 的移动范围,从而将定位销64
准确地插入目标装配位置,避免定位销64超出范程或者使定位销64压弯。
133.进一步地,压装机构33还可以包括压紧轴334,压紧轴334位于目标装配位置上方的区域,并且竖直连接于连接座331,以当调位机构34靠近目标装配位置时,能够使压紧轴334抵压于待装配零件。这样,可以在定位销64压装的过程中抵压待装配的摇臂63,从而保证摇臂63的位置,使得定位销64能够快速准确地插入目标装配装置(即摇臂63的横孔中),由此即实现了摇臂组件6 的有效装配。
134.在本公开中,调位机构34可以包括基座341、滑块342和第三驱动器343。基座341,基座341上设有沿竖直方向延伸的滑轨。滑块342,嵌设于滑轨上,且滑块342连接于压装机构33。第三驱动器343,一端连接于基座341,另一端连接于滑块342,以带动滑块342沿滑轨移动,从而实现对压装机构33位置的调整,继而使得压装机构33的按压端、待压位置和目标装配位置在同一条直线上,由此将定位销64从待压位置推入至目标装配位置。
135.在本公开中,振料机构配置为振动盘。在振动盘中,由振动器提供振动力。由于振动盘为现有技术,本领域技术人员可以在市售的振动盘的基础上进行常规性改进得到,故在此不进行详述。
136.在本公开提供的一种实施例中,压料装置3还包括第二检测机构和第二控制器。第二检测机构,用于检测喂料机构32的待压位置是否存在定位销64。第二控制器,分别通信连接于压装机构33、调位机构34第二检测机构,以根据待压位置的当前定位销64位置信息分别控制调位机构34和压装机构33执行相应的动作,由此灵活地调整调位机构34和压装机构33的运动状态。例如,当检测到喂料机构32的待压位置已经设有定位销64时,控制器可以控制调位机构34将压装机构33调整至合适高度,此后再使得压装机构33动作,以将定位销64准确地插入到目标装置位置(即摇臂63的横孔中)。由此一来,可以根据待压位置的物料情况对压装机构33的位置实现精准化地调控,从而实现智能控制。
137.在本公开提供的一种具体实施例中,第二检测机构可以配置为第二位移传感器或第二距离传感器,当然也可以是同时配置有第二位移传感器和第二距离传感器。而在其它实施例中,第二检测装置还可以是配置为红外感应器、摄像仪和雷达中的至少一个。需要说明的是,至少一者是指检测机构可以配置为红外感应器、摄像仪和雷达中的任一者,或者同类检测机构配置为一者以上的数量,或者不同类检测机构组合使用,对此本领域技术人员可以根据应用环境灵活选择。
138.在一种实施例中,第二控制器为plc可编程逻辑控制器。而在其它实施例中,第二控制器还可以是配置为中央处理器(central processing unit,cpu)、数字信号处理器(digital signal processor,dsp)、专用集成电路(applicationspecific integrated circuit,asic)或现场可编程门阵列(field- programmable gate array,fpga)中的一者。此外,第二控制器也可以是网络处理器(network processor,np)、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
139.其中,第二控制器、压装机构33、调位机构34和第二检测机构可以是通过 gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
140.根据本公开第四方面提供的具体实施方式,提供了一种用于膜片式化油器中摇臂组件的周转装置。该周转装置4可以对摇臂组件6进行周转,从而便于转入至下一道工序进
行加工,由此提高装配效率和装配精度。其中,图1至图13示出了其中一种实施例,下文将结合附图对周转装置4的结构进行详述。
141.参阅图1至图13所示,该用于膜片式化油器中摇臂组件的周转装置包括取料机构41和驱动机构42。取料机构41,用于拾取或者释放摇臂组件6。驱动机构42,连接于取料机构41,驱动机构42用于带动驱动机构42从a位置移动至 b位置。其中,取料机构41的底部形成有与摇臂组件6相适配的避让槽,以当取料机构41拾取摇臂组件6时,摇臂组件6能够嵌合于限位槽3222中。取料机构41包括第一安装座411和吸附组件,第一安装座411连接于驱动机构42的活动端,其中,第一安装座411上设有负压孔412,吸附组件连通于负压孔412,以能够吸附摇臂组件6。
142.该周转装置4的工作过程可以概述为:当需要周转物料时,驱动机构42带动取料机构41靠近第一方面提供的定位装置1中的定位机构12,从而通过吸附组件产生的负压吸附摇臂组件6。此后,驱动机构42带动取料机构41远离第一方面提供的定位装置1中的定位机构12,并在到达下一道工序的目标位置后,释放摇臂组件6,由此实现将定位装置1上的摇臂组件6周转到了其它位置,以便于进行下一组摇臂组件6的装配。
143.通过上述技术方案,可以快速准确地拾取摇臂组件6,并将摇臂组件6转移至其它位置,实现了摇臂组件6的快速周转工作。由此一来,可以缩短摇臂组件 6的单次装配时间,提高整体装配效率。这样,可以替代传统的作业方式,保质保量的完成生产需求,即使在生产需求量较大的情况下,也能够保证产能,从而满足工业化生产的需求。
144.在本公开提供的一种实施例中,吸附组件可以包括第一真空泵和气管,气管的一端连通于第一真空泵,另一端连通于负压孔412,以当第一真空泵启动时,能够产生吸力吸附摇臂组件6。而当第一真空泵停止运行时,能够释放摇臂组件 6。由此,通过真空泵的控制实现对摇臂组件6的吸附和释放,具有较好的灵活性和实用性。
145.在这种情况下,还可以在负压孔412处设置吸盘或者皮碗,这样可以基于其柔性材质减少对摇臂组件6的硬性撞击,同时也能够更加紧密贴合摇臂组件6,由此将摇臂组件6稳定可靠地拾取并周转至目标位置。
146.为了保证摇臂组件6在周转过程中其位置的稳定性和可靠性,取料机构41 还包括磁吸件413,磁吸件413嵌设于第一安装座411的底端,以能够通过磁力吸附摇臂组件6。这样一来,既能够通过真空吸力吸附摇臂组件6,又能够通过磁吸件413的磁力粘附摇臂组件6,由此保证摇臂组件6在拾取过程中的可靠性。
147.在一种可能的设计中,磁吸件413配置为电磁吸盘。这样一来,可以在通电后产生磁力以能够有效地吸附摇臂组件6,而在断电后磁力消失磁吸件413释放摇臂组件6,由此实现对摇臂组件6的拾取和释放,具有较好的灵活性和实用性。
148.在本公开提供的一种实施例中,周转装置4还包括复位弹簧,复位弹簧竖直连接于第一安装座411,以当吸附组件靠近定位机构12上的摇臂组件6时,能够抵接到定位机构12上,由此防止吸附组件与定位机构12产生磕碰,进而起到一定的缓冲作用。
149.在本公开提供的一种实施例中,取料机构41还可以包括一对相对设置的活动块,活动块可移动地连接于第一安装座411,以能够相对于靠近或者远离负压孔412。由此在吸附组件吸附摇臂组件6时,活动快相互靠近由此夹紧摇臂组件 6,进而提高取料机构41对摇臂组件6的固定效果,保证摇臂组件6在拾取过程中的可靠性。
150.进一步地,可以是通过气缸等任意合适的驱动装器连接于活动块,由此带动活动块相互靠近或者远离,继而实现对于摇臂组件6的拾取和释放。故通过活动块的设置,可以进一步保证摇臂组件6在拾取过程中的可靠性。
151.在本公开提供的实施例中,驱动机构42可以构造为任意合适的结构。
152.作为一种选择,驱动机构42包括传动臂421和第一驱动器422,传动臂421 的一端传动连接于第一驱动器422,另一端可转动地连接于取料机构41,以调节取料机构41的位置。这样,可以通过第一驱动器422的运动带动取料机构41 在a位置和b位置之间移动,从而实现机械化物料周转。
153.具体地,第一驱动器422可以配置为减速电机,减速电机的输出端连接于传动臂421,由此带动取料机构41移动。当然,第一驱动器422也可以配置为齿轮传动组件与电机的组合。
154.在一种实施例中,周转装置4还可以包括第一检测机构和第一控制器。第一检测机构,用于检测取料机构41的当前位置。第一控制器,分别通信连接于驱动机构42、取料机构41和第一检测机构,以根据取料机构41的当前位置分别控制取料机构41和驱动机构42执行相应的动作。从而准确有效地从a位置拾取摇臂组件6,并在周转至b位置时释放摇臂组件6,提高工作效率,并且提高了智能化程度,便于工作人员根据生产总量调节取料机构41和驱动机构42的运动状态(例如速度、频率、范围等)。
155.在本公开提供的一种具体实施例中,第一检测机构可以配置为第一位移传感器或第一距离传感器,当然也可以是同时配置有第一位移传感器和第一距离传感器。而在其它实施例中,第一检测装置还可以是配置为红外感应器、摄像仪和雷达中的至少一个。需要说明的是,至少一者是指检测机构可以配置为红外感应器、摄像仪和雷达中的任一者,或者同类检测机构配置为一者以上的数量,或者不同类检测机构组合使用,对此本领域技术人员可以根据应用环境灵活选择。
156.在一种实施例中,第一控制器为plc可编程逻辑控制器。而在其它实施例中,第一控制器还可以是配置为中央处理器(central processing unit,cpu)、数字信号处理器(digital signal processor,dsp)、专用集成电路(applicationspecific integrated circuit,asic)或现场可编程门阵列(field- programmable gate array,fpga)中的一者。此外,第一控制器也可以是网络处理器(network processor,np)、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
157.其中,第一控制器、驱动机构42、取料机构41和第一检测机构可以是通过 gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
158.根据本公开第五方面提供的具体实施方式,提供了一种用于膜片式化油器中摇臂组件的组装设备。该组装设备可以对摇臂组件6进行快速有效地装配,继而提高装配效率和装配精度,满足当前大产量的生产需求。其中,图1至图13示出了其中一种实施例,下文将结合附图对定位装置1的结构进行详述。
159.参阅图1至图13所示,该用于膜片式化油器中摇臂组件的组装设备包括第一工位r1、第二工位r2、第三工位r3和第四工位r4。具体地,组装设备还包括定位装置1、落料装置5、送料装置2、压料装置3和周转装置4。
160.定位装置1,设有分度盘11和定位机构12,定位机构12配置为四组,并沿分度盘11的圆周方向均匀间隔地设置于分度盘11;分度盘11可以相同的角度转动,以使得定位机构12能够依次在第一工位r1、第二工位r2、第三工位r3 和第四工位r4之间转动。落料装置5,用于将针阀芯61和弹簧62输送至位于第一工位r1的定位机构12中。送料装置2,用于将摇臂63输送至位于第二工位r2的定位机构12中。压料装置3,用于将定位销64输送至位于第三工位r3 的定位机构12中。周转装置4,用于拾取位于第四工位r4的定位机构12中的摇臂组件6,并将摇臂组件6周转至其它位置。
161.该组装设备的工作过程可以概述为:可以通过落料装置5将针阀芯61和弹簧62导入在位于第一工位r1的定位机构12中,此后,分度盘11转动,从而使得该定位机构12转动到第二工位r2,此时,送料机构能将摇臂63导入至该定位机构12中。摇臂63在导入至定位机构12中时,弹簧62对准摇臂63的凸台部,针阀芯61对准摇臂63的插孔。此后,分度盘11继续转动并到达第三工位 r3,压料装置3将定位销64插入于摇臂63的横孔中。在这种情况下,针阀芯 61、弹簧62、摇臂63和定位销64即组装成一个整体,即,成为摇臂组件6。故而当分度盘11转动至第四工位r4时,周转装置4可以拾取位于第四工位r4的定位机构12中的摇臂组件6,并将组装完成的摇臂组件6周转至其它位置。
162.通过上述技术方案,定位装置1、落料装置5、送料装置2、压料装置3和周转装置4的有序设置,可以形成一条专用于摇臂组件6的专业化生产线,从而快速组装出高精度、高质量的摇臂组件6。整个装配流程均是依托于机械化设备自动完成,能够在每一个工位将各个零部件准确地放入至相应的位置,从而减少定位误差,保证摇臂组件6的装配质量。并且装配效率高,生产节拍可以根据实际需求灵活调整,具有较好的智能性,适用于当前大批量的工业化生产需求。
163.周转装置4包括取料机构41和驱动机构42。取料机构41,用于拾取或者释放摇臂组件6。驱动机构42,连接于取料机构41,驱动机构42用于带动驱动机构42从a位置移动至b位置。其中,取料机构41的底部形成有与摇臂组件6 相适配的避让槽,以当取料机构41拾取摇臂组件6时,摇臂组件6能够嵌合于限位槽3222中。取料机构41包括第一安装座411和吸附组件,第一安装座411 连接于驱动机构42的活动端,其中,第一安装座411上设有负压孔412,吸附组件连通于负压孔412,以能够吸附摇臂组件6。由此,快速准确地拾取摇臂组件6,并将摇臂组件6转移至其它位置,实现了摇臂组件6的快速周转工作。
164.由于周转装置4采用的是本公开第四方面的周转装置4,故对于周转装置4 的具体结构,可以参考上述关于周转装置4的详细描述,故在此不再进行详述。
165.压料装置3包括整料机构31、喂料机构32、压装机构33和调位机构34。整料机构31,用于将多个定位销64以相同姿态排列整齐,并使得定位销64能够单列导出。喂料机构32,具有待压位置,喂料机构32连通于整料机构31,以接收从整料机构31导出的定位销64,并将定位销64逐个输送至待压位置;其中,整料机构31位于喂料机构32的上方,以使得定位销64能够在重力作用下从整料机构31导出至喂料机构32中。压装机构33,连接于喂料机构32,并且压装机构33的按压端与待压位置相对设置,以能够将定位销64从待压位置推入至目标装配位置。调位机构34,连接于压装机构33,用于调节压装机构33在竖直方向上的位置,以使得压装机构33能够靠近或者远离目标装配位置。
166.通过上述技术方案,可以使定位销64以相同的姿态准确地压装至所对应的工装
(也即第一方面提供的定位机构12)上的摇臂63中,即实现摇臂63与定位销64的配合。由此一来,可以保证定位销64在装配时其位置的准确性和一致性,有助于保证装配质量和装配效率。
167.由于压料装置3采用的是本公开第三方面的压料装置3,故对于压料装置3 的具体结构,可以参考上述关于压料装置3的详细描述,故在此不再进行详述。
168.送料装置2,包括调整机构21、吸附机构22、传输机构23和周转机构24。调整机构21,用于将多个摇臂63以相同姿态排列整齐,并使得摇臂63单列输出。吸附机构22,用于从取料位置拾取摇臂63和从放料位置释放摇臂63,吸附机构22具有用于吸附摇臂63的吸嘴。传输机构23,一端连通于调整机构21的输出口,另一端连通至取料位置,以用于将调整机构21输出的摇臂63以相同的姿态单列输送至取料位置。周转机构24,其活动端连接于吸附机构22,以用于带动吸附机构22在取料位置和放料位置之间移动。
169.通过上述技术方案,可以使摇臂63以相同的姿态放置在放料位置所对应的工装(也即第一方面提供的定位机构12)中,由此一来,可以保证摇臂63在装配时其位置的准确性和一致性,有助于保证装配质量和装配效率。
170.由于送料装置2采用的是本公开第二方面的送料装置2,故对于送料装置2 的具体结构,可以参考上述关于送料装置2的详细描述,故在此不再进行详述。
171.在本公开中,定位机构12配置为本公开第一方面提供的定位装置1中定位机构12的结构。具体地,定位机构12包括定位件121,定位件121上设有定位槽;止挡件122,至少部分位于定位槽中,并与定位件121可拆卸地相连,以限定摇臂组件6相对于定位件121的位置;滑动件123,设有用于容纳摇臂组件6 的槽孔,滑动件123可移动地连接于定位件121,以调节槽孔相对于定位槽的位置。在多组定位机构12中,至少两组定位机构12的下方一一对应设有推动机构 14;推动机构14连接于滑动件123,以调节槽孔的位置。
172.这样一来,可以通过止挡件122保证摇臂组件6在装配时的位置,进而保证摇臂组件6的位置可靠性,提高后期在对摇臂组件6进行作业时的精度,提高装配效率和装配质量。滑动件123的设置,有益于适应不同工位的装配需求,具有较好的灵活性和实用性。
173.需要说明的是,对于分度盘11的转位,是通过本公开第一方面提供的定位装置1中分度机构13来实现的。
174.在一种实施例中,分度机构13配置为凸轮分割器。为了保证分度盘11在转动时定位的准确性,还在每个定位机构12下方区域的分度盘11上设置机械结构,由此通过该机械结构和凸轮分割器的配合保证分度盘11的转动精度。具体地,在分度盘11底部设置凹槽,并且在分度盘11的下方再设置可在竖直方向移动的凸台,当分度盘11转动至90度时,凸台能够快速卡入凹槽中,由此锁定分度盘 11的位置,防止其在惯性作用下继续转动,进而保证定位机构12的位置精度。
175.在本公开中,落料装置5可以以任意合适的方式构造。
176.在一种实施例中,落料装置5包括升降机构51、落料座52、针阀芯导料机构55、弹簧导料机构56。落料座52,落料座52连接于升降机构51的活动端,落料座52上设有于将针阀芯61导入至第一工位r1处的定位机构12的落芯筒 53和用于将弹簧62导入至第一工位r1处的定位机构12的落簧筒54。针阀芯导料机构55,位于升降机构51上方,并连通于落芯筒53,使得针阀芯61能够在重力作用下逐次导入至落芯筒53。弹簧导料机构56,位于升降机构51上
方,并连通于落簧筒54,使得弹簧62能够在重力作用下逐次导入至落簧筒54。
177.这样,可以使得针阀芯61和弹簧62分别逐次导入相应的落芯筒53和落簧筒54中,并通过落芯筒53和落簧筒54逐次导入到位于第一工位r1处的定位装置1中,实现初始落料工作。
178.在实际应用时,可以配置多组电磁阀,并将电磁阀分别设置于针阀芯导料机构55和弹簧导料机构56的落料通道上,实现针阀芯61和弹簧62的逐个导出。
179.另外,对于针阀芯导料机构55和弹簧导料机构56,均采用现有技术中的振动盘实现。振动盘的组成包括料斗、底盘、控制器、直线送料器、储料仓和光电感应系统。对此,本领域技术人员可以进行灵活组配,或在现有技术上进行常规性改进得到。而落料的通道的形状和规格,可以根据落料对象的形状、构造和规格来决定。
180.最后需要说明的是,上述的第一控制器、第二控制器、第三控制器和第四控制可以配置为同一控制器或者处理器,例如在本公开中,上述四个控制器均集成配置为中央处理器。而第一检测机构、第二检测机构、第三检测机构和第四检测机构可以配置不同的位置,但同一种类或者规格的检测机构,例如在本公开中,上述四组检测机构分别配置为激光位移传感器。在本公开的技术构思下,本领域技术人员可以灵活配置上述检测机构和控制器,故而在此不进行赘述。
181.以上公开了本实用新型的不同实施例,但本实用新型包括但并不局限于上述可选的实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品。上述具体实施方式不应理解成对本实用新型的保护范围的限制,本实用新型的保护范围应当以权利要求书中界定的为准,并且说明书可以用于解释权利要求书。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。