1.本实用新型涉及一种可回收纸杯成型设备,更具体地说涉及一种采用纸材制成可回收的可回收纸杯的可回收纸杯成型生产线。
背景技术:
2.传统的一次性卷口纸杯大都是采用淋膜纸为原料,在冲压设备上辅以加热设备进行多次冲压成型。淋膜纸就是将塑料粒子通过淋膜机涂覆在纸张表面的复合材料,主要特点就是此复合材料可以防油(相对的)、防水(相对的)、可以热合。
3.传统的一次性卷口纸杯大都是采用淋膜纸为原料,在冲压设备上多次冲压成型,并辅以加热设备进行定形。由于淋膜纸实际上是采用纸和塑料组成的结构,因此采用淋膜纸制成的一次性卷口纸杯无法回收利用。而废弃的采用淋膜纸制成的一次性卷口纸杯因为其中的塑料结构难以分解,因此会对环境造成极大的破坏。此外,由于其生产过程需要经过多次转换冲压,因此工作效率低,而且需要耗费大量的能源。
4.据产业信息网数据预计,我国淋膜纸制造的纸杯的使用量将达到635亿只,但其回收利用率极为低下,造成了严重的环境污染。
技术实现要素:
5.本实用新型的目的,是提供一种可回收纸杯成型生产线,这种可回收纸杯成型生产线能够采用纸材制成可回收的可回收纸杯单次冲压成型,自动化程度高,生产效率高。采用的技术方案如下:
6.一种可回收纸杯成型生产线,其特征在于:包括机架以及分别安装在机架上并沿着机架的纵向从右往左按纸材运动顺序依次分布的放卷储料机构、纸材表面处理机构、牵引机构、冲模成型机构、边料收卷机构;所述放卷储料机构输出纸材,该纸材通过纸材表面处理机构对纸材表面进行处理,然后经过冲模成型机构冲压成型制成一次性卷口纸杯,边料收卷机构收集经过冲压成型剪切剩下的边料。这种可回收纸杯成型生产线能够快速连续对纸材加工,以获得一次性卷口纸杯,不仅加工出的一次性卷口纸杯质量好且稳定,而且工作效率高。纸材,就是纸卷输出的连续不断的长条状纸张。
7.较优的方案,所述放卷储料机构包括储料单元、2个放卷单元,储料单元包括多根上排导辊、多根下排导辊,各上排导辊分别可转动地安装在机架上,各下排导辊分别可上下自由滑动地安装在机架上。当纸材依次上下交替、绕过上述上排导辊、下排导辊时,放卷储料机构就拥有储存原料(纸材)功能。
8.较优的方案,所述纸材表面处理机构包括涂布增湿装置、单面涂布胶水装置、双面涂布硅油装置、紫外线杀菌装置;涂布增湿装置对纸材背面进行涂布蒸馏水增湿,然后经过单面涂布胶水装置对纸材正面进行单面涂布水性涂层,再经过双面涂布硅油装置对纸材正背两面进行涂布硅油,接着经过紫外线杀菌装置对其进行全方位杀菌。
9.较优的方案,所述牵引机构包括伺服电机、上牵引用橡胶压辊、下牵引用橡胶压
辊,上牵引用橡胶压辊可活动的安装在框架上,并由框架两侧的气缸控制上下活动;下牵引用橡胶压辊固定安装在框架上,位于上牵引用橡胶压辊的下方,并由伺服电机带动传送带下橡胶压辊转动。
10.较优的方案,所述冲模成型机构由成型模具、固定成型模具的冲模框架、锁模板、冲模伺服电机、动力传送单元构成;冲模框架安装在机架上,成型模具安装在冲模框架上,成型模具包括上成型模板、下成型模板,上成型模板固定在锁模板上,下成型模板固定在冲模框架底部,冲模伺服电机通过动力传送单元带动冲模框架中的锁模板做上下往返运动。
11.较优的方案,所述边料收卷机构位于冲模成型机构左下方,边料收卷机构包括收卷用伺服电机、收卷用皮带传动机构、收卷筒,采用收卷用伺服电机通过收卷用皮带传动机构带动收卷筒,将成型后剩余的纸材边料卷收在一起。
12.较优的方案,所述可回收纸杯成型生产线还包括机械臂取件机构,机械臂取件机构安装在机架上并且机械臂取件机构设置在边料收卷机构左侧,机械臂取件机构从冲模成型机构取出一次性卷口纸杯。
13.本实用新型对照现有技术的有益效果是,由于采用纸材表面处理机构对纸材表面进行处理,使纸材在达到最优冲压成型的条件时完成一体化冲压成型,因此制造的纸杯,杯身折边整齐有序,卷口饱满平整美观,质量好且稳定,大幅提高了工作效率。
附图说明
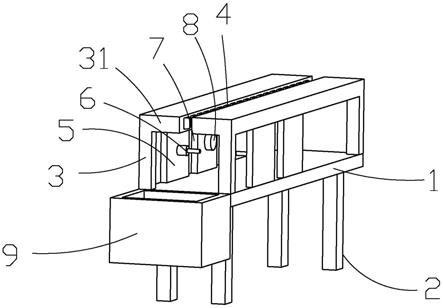
14.图1是本实用新型优选实施例的结构示意图;
15.图2是图1 所示优选实施例放卷储料机构的结构示意图;
16.图3是图1 所示优选实施例张力控制装置的结构示意图;
17.图4是图1 所示优选实施例涂布增湿装置的结构示意图;
18.图5是图1 所示优选实施例单面涂布胶水装置的结构示意图;
19.图6是图1 所示优选实施例双面涂布硅油装置的结构示意图;
20.图7是图1 所示优选实施例紫外线杀菌装置的结构示意图;
21.图8是图1 所示优选实施例牵引机构的结构示意图;
22.图9是图1 所示优选实施例冲模成型机构的结构示意图;
23.图10是图1 所示优选实施例机械臂取件机构的结构示意图;
24.图11是图1 所示优选实施例边料收卷机构的结构示意图。
具体实施方式
25.如图1-11所示,本优选实施例中的可回收纸杯成型生产线,包括机架1以及分别安装在机架1上并沿着机架1的纵向从右往左按纸材运动顺序依次分布的放卷储料机构2、纸材表面处理机构3、牵引机构4、冲模成型机构5、边料收卷机构6、机械臂取件机构7。纸材,就是纸卷输出的连续不断的长条状纸张。
26.所述放卷储料机构2包括储料单元201、2个放卷单元202,储料单元201包括多根上排导辊2011、多根下排导辊2012,各上排导辊2011分别可转动地安装在机架1上,各下排导辊2012分别可上下自由滑动地安装在机架1上。当纸材依次上下交替、绕过上述上排导辊2011、下排导辊2012时,放卷储料机构2就拥有储存原料(纸材)功能。在开始生产前,可以先
在上下两个放卷单元202放置上各安放上一卷生产用的纸卷,然后选择一个放卷单元202上纸材,将纸材穿过放送储料机构上的刹车压辊导辊后,依次交替穿入储料单元201中上下两排导辊上,一上一下、蜿蜒前进,从右到左依次延伸(纸卷输出的纸材),直至送至涂布增湿装置处,纸材就能连续向前输送。
27.所述纸材表面处理机构3包括涂布增湿装置301、单面涂布胶水装置302、双面涂布硅油装置303、紫外线杀菌装置304;涂布增湿装置301对纸材背面进行涂布蒸馏水增湿,然后经过单面涂布胶水装置302对纸材正面进行单面涂布水性涂层,再经过双面涂布硅油装置303对纸材正背两面进行涂布硅油,接着经过紫外线杀菌装置304对其进行全方位杀菌。
28.所述涂布增湿装置301包括增湿框架3011、增湿用网纹辊3012、增湿用橡胶压辊3013、增湿用水槽3014、增湿用伺服电机3015、增湿用皮带传动机构3016、活动气缸3017、两个增湿用气缸3018;增湿用网纹辊3012、增湿用伺服电机3015、增湿用皮带传动机构3016分别固定安装在增湿框架3011上,增湿用伺服电机3015通过增湿用皮带传动机构3016带动增湿用网纹辊3012转动;两个增湿用气缸3018分别安装在增湿框架3011两侧,增湿用橡胶压辊3013两端分别安装在两个增湿用气缸3018的活塞轴上,从而将增湿用橡胶压辊3013可活动地设置在增湿用网纹辊3012正上方,使得增湿用橡胶压辊3013可上下活动并与增湿用网纹辊3012滚动接触;活动气缸3017安装在增湿框架3011底部并且活动气缸3017的活塞轴连接增湿用水槽3014底部,增湿用水槽3014位于增湿用网纹辊3012下方。活动气缸3017能够带动增湿用水槽3014升降,使得工作时增湿用网纹辊3012下半部位于增湿用水槽3014内。当纸材穿过增湿用网纹辊3012、增湿用橡胶压辊3013之间时,部分增湿用网纹辊3012浸入增湿用水槽3014中,转动时增湿用网纹辊3012从出增湿用水槽3014中带出纯净水,而两个增湿用气缸3018带动增湿用橡胶压辊3013将纸材压在增湿用网纹辊3012上,使纸材吸收增湿用网纹辊3012中的水份,增加纸材的湿度,减少纸材成型时因干燥产生的脆裂现象。
29.所述单面涂布胶水装置302包括涂胶框架3021、涂胶用网纹辊3022、两个涂胶用气缸3023、涂胶用橡胶压辊3024、胶水槽3025、涂胶用伺服电机3026、涂胶用皮带传动机构3027,涂胶用网纹辊3022、胶水槽3025和两个涂胶用气缸3023分别安装在涂胶框架3021上,涂胶用网纹辊3022底部位于胶水槽3025内,涂胶用橡胶压辊3024的两端分别安装在两个涂胶用气缸3023的活塞轴上,两个涂胶用气缸3023迫使涂胶用橡胶压辊3024与涂胶用网纹辊3022滚动接触,涂胶用伺服电机3026通过涂胶用皮带传动机构3027带动涂胶用网纹辊3022转动。当纸材穿过涂胶用网纹辊3022与涂胶用橡胶压辊3024之间时,涂胶用网纹辊3022通过转动从胶水槽3025带出水胶并由胶水槽3025内侧的刮刀进行刮平,保证对纸材上胶时的上胶量均匀。然后由涂胶用气缸3023带动涂胶用橡胶压辊3024将纸材压在涂胶用网纹辊3022上,使纸材涂布吸收涂胶用网纹辊3022中的水胶达到提高纸材柔韧性和防水性的效果。
30.所述双面涂布硅油装置303包括涂油框架3031、上涂油用橡胶压辊3032、上硅油槽3033、下涂油用橡胶压辊3034、下硅油槽3035、涂油用伺服电机3037、涂油用皮带传动机构3038和两个涂油用气缸3036,涂油用伺服电机3037、下涂油用橡胶压辊3034、上硅油槽3033、下硅油槽3035和两个涂油用气缸3036分别安装在涂油框架3031上,上涂油用橡胶压辊3032的两端分别安装在两个涂油用气缸3036的活塞轴上,上硅油槽3033设置在上涂油用橡胶压辊3032右上侧,上硅油槽3033内部设置有刮刀,下涂油用橡胶压辊3034位于上涂油
用橡胶压辊3032的下方,下硅油槽3035设置在下涂油用橡胶压辊3034左上侧,下硅油槽3035内部设置有刮刀,上涂油用橡胶压辊3032、下涂油用橡胶压辊3034滚动接触,涂油用伺服电机3037通过涂油用皮带传动机构3038带动下涂油用橡胶压辊3034转动。当纸材穿过上涂油用橡胶压辊3032、下涂油用橡胶压辊3034之间时,上涂油用橡胶压辊3032由位于涂油框架3031两侧的两个涂油用气缸3036控制、向下压,将纸材夹在上涂油用橡胶压辊3032、下涂油用橡胶压辊3034之间,并通过下涂油用橡胶压辊3034的转动,带动纸材向前运动,同时带动上涂油用橡胶压辊3032的转动。在转动时由上硅油槽3033、下硅油槽3035分别对上下涂油用橡胶压辊3034进行上硅油,并由设置在上硅油槽3033、下硅油槽3035两者内的刮刀分别进行刮平,以保证纸材两面的硅油的均匀分布。由此给予夹压在上涂油用橡胶压辊3032、下涂油用橡胶压辊3034之间的纸材涂布上硅油,使纸材具有较好的防水性。
31.所述紫外线杀菌装置304包括灯箱3041、多根紫外灯3042、多根上排杀菌导辊3043、多根下排杀菌导辊3044、滑块3045、导轨3046,灯箱3041前后两端开有纸材通过的纸材通道,灯箱3041内部安装有多根紫外灯3042,可进行全方位紫外灯3042光杀菌;箱体内安装有多根上排杀菌导辊3043、多根下排杀菌导辊3044,多根上排杀菌导辊3043分固定在灯箱3041内侧壁上,导轨3046垂直设置并安装在灯箱3041内侧壁上,滑块3045可滑动地设置在导轨3046上,多根下排杀菌导辊3044则安装在滑块3045上。因此,多根下排杀菌导辊2012可根据需要上下活动。
32.所述涂布增湿装置301、单面涂布胶水装置302之间还设有张力控制装置305,单面涂布胶水装置302、双面涂布硅油装置303之间也设有张力控制装置305,双面涂布硅油装置303、紫外线杀菌装置304之间也设有张力控制装置305。
33.所述张力控制装置305包括张力框架3051、一根可活动导辊3052和两根固定导辊3053、两个张力控制用气缸3054,张力框架3051安装在机架1上,一根可活动导辊3052和两根固定导辊3053分别安装在张力框架3051上并呈“品”字型分布,可活动导辊3052位于两根固定导辊3053上方,两个张力控制用气缸3054分别安装在张力框架3051两侧,可活动导辊3052两端分别安装在两个张力控制用气缸3054的活塞轴上并由两个张力控制用气缸3054控制其上下活动。当纸材通过张力控制装置305时,先从下方穿过位于右下侧的固定导辊3053,然后向上穿过位于上侧的可活动导辊3052,最后再向下穿过位于左下侧的固定导辊3053。可活动导辊3052可通过气缸的气压控制其下行距离,控制纸材前后的张力平衡;并且该张力控制装置305分布于两个相邻牵引动力单元之间,平衡着前后具有牵引动力单元的纸材的张力。
34.所述牵引机构4包括牵引用伺服电机401、上牵引用橡胶压辊402、下牵引用橡胶压辊403、牵引用皮带传动机构404、牵引用框架405、两个牵引用气缸406,两个牵引用气缸406分别安装在牵引用框架405两侧,上牵引用橡胶压辊402安装在两个牵引用气缸406的活塞轴上,并由两个牵引用气缸406控制上牵引用橡胶压辊402上下活动;下牵引用橡胶压辊403固定安装在牵引用框架405上,位于上牵引用橡胶压辊402的下方,并由牵引用伺服电机401通过牵引用皮带传动机构404带动下牵引用橡胶压辊403转动。
35.所述冲模成型机构5由成型模具501、冲模框架502、锁模板503、冲模伺服电机504、动力传送单元505等构成;冲模框架502安装在机架1上,成型模具501安装在冲模框架502上,成型模具501包括上成型模板5011、下成型模板5012,上成型模板5011固定在锁模板503
上,下成型模板5012固定在冲模框架502底部,冲模伺服电机504通过动力传送单元505带动冲模框架502中的锁模板503做上下往返运动。
36.所述机械臂取件机构7包括具有多个负压吸盘的机械臂701、机械臂传送台702、视觉检测模块703、叠杯模块704,当成型模具501上抬开启时,机械臂701往下成型模板5012内部伸展并往下伸长负压吸盘,将成型的卷口纸杯吸住,然后缩回负压吸盘与机械臂701,完成取样动作。
37.所述机械臂传送台702安装在机架1上,视觉检测模块703由多组高速摄像头7031装构成,并集成在机械臂传送台702上,负责检测纸杯内外壁的外观质量。
38.所述叠杯模块704由纸杯定位板、叠杯用气缸、定位柱等构成,并集成在机械臂传送台702上,负责对完成检测的纸杯的堆叠,将纸杯叠压在一起。
39.所述边料收卷机构6位于冲模成型机构5左下方,边料收卷机构6包括收卷用伺服电机601、收卷用皮带传动机构602、收卷筒603,采用收卷用伺服电机601通过收卷用皮带传动机构602带动收卷筒603,将成型后剩余的纸材边料卷收在一起。
40.下面结合图1-11介绍一下工作过程:
41.1、纸卷从放卷单元202放卷后,输出纸材8;
42.2、纸材8依次上下交替、绕过各上排导辊2011、各下排导辊2012进行储料;
43.3、通过涂布增湿装置301对纸材8背面进行涂布蒸馏水达到增湿效果,由于纸材8增湿后存在微量的拉伸形变,所以通过张力控制装置305调节张力;
44.4、张力平衡后的纸材8进入单面涂布胶水装置302,对纸材8正面进行单面涂布水性涂层,再次增强防纸材8水性、柔韧性,由于纸材8单面涂布同样存在微量的拉伸形变,所以需要再次通过张力控制装置305调节张力;
45.5、张力平衡后的纸材8进入双面涂布硅油装置303,对纸材8正背两面进行涂布硅油,提高纸材8的防水性、柔韧性,然后再次通过张力控制装置305调节张力;
46.6、纸材8再通过张力控制装置305的牵引送入紫外线杀菌装置304,进行全方位杀菌;
47.7、杀菌后的纸材8由牵引机构4送入冲模成型机构5的成型模具501中间,由冲模成型机构5的上成型模头上、下往返动作,将纸材8在上成型模头与下成型模头冲压封合时,直接在模具中冲压成型一次性卷口纸杯;
48.8、当冲模成型机构5伺服电机控制上成型模头抬起时,机械臂取件机构7将成型好的一次性卷口纸杯吸住,然后返回并将一次性卷口纸杯放到机械臂传送台702完成取件动作;在机械臂701回缩的过程中会首先经过一组由下往上拍摄的高速摄像探头,由高速摄像探头拍下纸杯内壁的外观图片,然后再由回缩到位的机械臂701在工作台上往下伸长负压吸盘,停止负压吸盘中的吸力,将成型好的卷口纸杯放置在机械臂传送台702上;
49.9、机械臂传送台702的传送带则将纸杯往左侧移动,移动过程中将再经过一组由上往下拍摄的高速摄像探头,由高速摄像探头拍下纸杯外壁的外观图片;通过计算机(图中未画出)对纸杯内壁、外壁的外观图片进行分析、处理,找出合格品;
50.10、合格品则由叠杯模块704进行堆叠,各自叠成一个纸杯叠成品;
51.11、经过冲压成型剪切剩下的边料通过导辊由边料收卷机构6统一收卷收取。
52.综上所述,所述放卷储料机构2输出纸材8,该纸材8通过纸材表面处理机构3对纸
材8表面进行处理,然后经过冲模成型机构5冲压成型制成一次性卷口纸杯,边料收卷机构6收集经过冲压成型剪切剩下的边料,所述机械臂取件机构7从冲模成型机构5取出一次性卷口纸杯。这种可回收纸杯成型生产线能够快速连续对纸材8加工,以获得一次性卷口纸杯,不仅加工出的一次性卷口纸杯质量好且稳定,而且工作效率高。
53.如果使用本实用实用新型的新设备新工艺,则可以降低60%的回收难度并减少70%的环境污染。
54.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。