1.本实用新型涉及装配加工技术领域,尤其涉及一种用于装配封堵件的装置。
背景技术:
2.在对汽车零部件加工的过程中,部分零件的通孔需要装配封堵件进行封堵以保证后续加工不会破坏通孔,传统的装配方式是通过人工将一个封堵件手动装入待装配的零件(以下称待装配件)的通孔中,在需要装配的待装配件较多时,人工装配效率低下,为此,一专利号为zl202021012793.6的中国实用新型《一种汽车充电桩壳体堵头装配装置》公开了一种封堵件装配装置,该装置虽然借助了机械设备来提高装配的效率,但由于使用该装置装配封堵件,需要先将封堵件放入待装配件的通孔中,对于部分不能直接将封堵件放入通孔的待装配件而言,该装置无法对该类待装配件进行装配,另外,在封堵件装入通孔的过程中需要对封堵件装入时的压力及装入深度进行控制,以避免装配压力过大或者装入通孔的深度过深而损坏通孔;为此,需要根据现有技术作进一步的改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述的技术现状而提供一种能够更好地将封堵件放入至待装配件的通孔中并能控制封堵件装入深度和压力的用于装配封堵件的装置。
4.本实用新型解决上述技术问题所采用的技术方案为:该用于装配封堵件的装置,包括工作台及安装在所述工作台上的第一驱动机构,其特征在于:还包括:
5.压装部,连接在所述第一驱动机构的动力输出端,在所述第一驱动机构的作用下,所述压装部能向待装配件移动以将封堵件装入待装配件的通孔中;
6.抽气机构,连接在所述压装部并用于将封堵件吸附在所述压装部;
7.压力传感器,设置在所述压装部和所述第一驱动机构之间,所述压力传感器能够感应到待装配件的通孔向封堵件施加的反作用力;
8.位移传感器,设置在所述第一驱动机构的末端,用于感应所述第一驱动机构位移距离。
9.为了更好地将封堵件压装入待装配件中,优选地,所述压装部包括:
10.头部,包括与封堵件相连的壁面;
11.尾部,与所述第一驱动机构的动力输出端连接,并连接有所述抽气机构。
12.为了更好地将封堵件吸附在压装头上,优选地,所述头部的壁面上设置有第一抽气口以及位于尾部上的第二抽气口,所述第一抽气口和所述第二抽气口通过连通二者之间的抽气通道与所述抽气机构连通。通过第一抽气口、第二抽气口及抽气通道使得抽气机构能够快速地向外抽气,使得封堵件能够牢固地吸附在头部的壁面上。
13.为了防止在压装过程中待装配件突然移动而使得装配错误,优选地,还包括用于将待装配件限制在所述工作台上的限位机构,所述限位机构包括:
14.承载件,设置在所述工作台上并用于承载待装配件;
15.限位件,连接在所述承载件上,并用于限制待装配件横向移动;
16.压紧部,设置在所述承载件上方,能够将待装配件压紧在所述承载件上以限制待装配件的竖向移动;以及
17.第二驱动机构,用于驱动所述压紧部压紧待装配件。通过设置限位件限制待装配件的横向移动,设置承载件及压紧部以限制待装配件的竖向移动,使得待装配件被完全限制在预设的限位区域,方便压装部压装封堵件。
18.为了在放置待装配件时能够快速地让待装配件进入限位区域,优选地,所述限位件包括与所述承载件连接的连接部,用于将待装配件限制在所述承载件上的竖向部以及连接在所述竖向部上并向远离待装配件方向倾斜以用于导向待装配件进入限位区域的倾斜部。
19.为了避免因压紧部移动过度而损坏待装配件,优选地,所述第二驱动机构的末端还设置有用于感应所述第二驱动机构位置状态的位置感应器。设置位置感应器可以预设第二驱动机构的移动距离,从而使得压紧部给予待装配件的压紧力在合理的范围内,压紧待装配件的同时又不会损坏待装配件。
20.为了避免漏装封堵件,优选地,所述承载件下方并邻近待装配件的通孔处还设置用于检测通孔中是否装配有封堵件的激光传感器,对应地,所述承载件和待装配件上开设有供所述激光传感器的光束穿过的光束通道。
21.与现有技术相比,本实用新型的优点在于:通过设置抽气机构将封堵件吸附在压装部上,这样能更好地将封堵件放入至待装配件的通孔中,并且对各种型号或是结构的封堵件均适用,大大增加了装置的通用性,另外,也可以避免压装过程中封堵件突然掉落而导致装配失误的现象发生,最后设置压力传感器和位移传感器可以控制封堵件装入的深度和压力。
附图说明
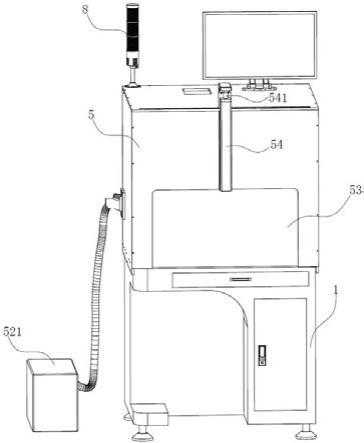
22.图1为本实用新型实施例中用于装配封堵件的装置的整体结构示意图;
23.图2为本实用新型实施例中封堵件连接在压装部状态的示意图;
24.图3为本实用新型实施例中封堵件被装配进待装配件状态的示意图;
25.图4为本实用新型实施例中装配完成状态的示意图;
26.图5为图1的侧视图。
具体实施方式
27.以下结合附图实施例对本实用新型作进一步详细描述。
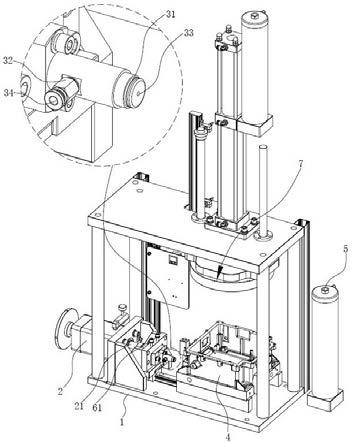
28.如图1~5所示,为本实用新型的最佳实施例。本实施例的用于装配封堵件的装置,包括工作台1、第一驱动机构2、压装部3和抽气机构5;其中,第一驱动机构2安装在工作台1上;而压装部3连接在第一驱动机构2的动力输出端21,压装部3包括头部31和尾部32,头部31具有与封堵件41相连的壁面311,壁面311上设置有第一抽气口33以及位于尾部32上的第二抽气口34,第一抽气口33和第二抽气口34通过连通二者之间的抽气通道35与抽气机构5连通,而尾部32与第一驱动机构2的动力输出端21连接,在第一驱动机构2的作用下,压装部
3能向待装配件4移动以将封堵件41装入待装配件4的通孔42中;为了能够控制封堵件41装入待装配件4之通孔42的深度或者压力,本实施例还包括设置在压装部3和第一驱动机构2之间的压力传感器61,压力传感器61能够感应到待装配件4的通孔42向封堵件41施加的反作用力,而第一驱动机构2的末端还设置有用于感应第一驱动机构2位移距离的位移传感器62。抽气机构5则连接在压装部3的尾部32上,并用于将封堵件41吸附在压装部3;通过第一抽气口33、第二抽气口34及抽气通道35使得抽气机构5能够快速地向外抽气,使得封堵件41能够牢固地吸附在头部31的壁面311上。
29.为了防止在压装过程中待装配件4突然移动而使得装配错误,本实施例通过以下结构来实现:本实施例还包括用于将待装配件4限制在工作台1上的限位机构7,限位机构7包括承载件71、限位件72、压紧部73、第二驱动机构74和位置感应器75;其中,承载件71设置在工作台1上并用于承载待装配件4;限位件72连接在承载件71上,并用于限制待装配件4横向移动,限位件72包括与承载件71连接的连接部721,用于将待装配件4限制在承载件71上的竖向部722以及连接在竖向部722上并向远离待装配件4方向倾斜以用于导向待装配件4进入限位区域的倾斜部723;而压紧部73设置在承载件71上方,能够将待装配件4压紧在承载件71上以限制待装配件4的竖向移动;第二驱动机构74则用于驱动压紧部73压紧待装配件4;另外,第二驱动机构74的末端还设置有用于感应第二驱动机构74位置状态的位置感应器75。通过设置限位件72限制待装配件4的横向移动,设置承载件71及压紧部73以限制待装配件4的竖向移动,使得待装配件4被完全限制在预设的限位区域,方便压装部3压装封堵件41,另外,设置位置感应器75可以预设第二驱动机构74的移动距离,从而使得压紧部73给予待装配件4的压紧力在合理的范围内,压紧待装配件4的同时又不会损坏待装配件4。
30.为了避免漏装封堵件41,本实施例还增设了以下设备:本实施例的承载件71下方并邻近待装配件4的通孔42处还设置用于检测通孔42中是否装配有封堵件41的激光传感器8,对应地,承载件71和待装配件4上开设有供激光传感器8的光束穿过的光束通道81。
31.综上述,该用于装配封堵件的装置的使用过程如下:
32.a、装配作业人员将待装配件4放置到承载件71上,通过位于承载件71上的限位件72限制待装配件4的横向移动;
33.b、装配作业人员将封堵件41连接在压装部3的头部31上,并启动抽气机构5抽气,使得封堵件41被吸附在头部31的壁面311上,如图2所示;
34.c、装配作业人员启动第二驱动机构74以将压紧部73下移,并与承载件71相配合,限制待装配件4的竖向移动,从而将待装配件4完全限位在预设的限位区域;
35.d、随后,装配作业人员启动第一驱动机构2,压装部3向待装配件4移动,并将封堵件41装配进待装配件4,如图3所示;
36.e、装配完成后,装配作业人员断开关闭抽气机构5,随后启动第一驱动机构2以驱动压装部3脱离装配完成的最终产品,如图4所示;
37.f、激光传感器8通过光束通道81检测是否装配有封堵件41,如果装有封堵件41则该轮装配完成,装配作业人员取出最终产品,继续下一轮装配,如果未检测到封堵件41则装配作业人员排除故障后继续完成该轮装配。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。