1.本发明涉及发泡成型装置及其发泡成型方法,具体是,通过成型制造出超低比重的发泡成型品,且该超低比重的发泡成型品的表面不会发生发泡,从而制造出超轻型且高强度发泡成型品的发泡成型装置及其发泡成型方法。
背景技术:
2.合成树脂或金属的成型主要是指在形成型腔的固定模具(型腔模具)和形成芯的可移动模具(芯模)之间注入熔化状态的合成树脂或金属并进行冷却,从而获得型腔形状的成型品。 这种成型主要是将熔化状态的树脂注入一定形态的模具中,用高温、高压压缩生产产品的工艺,大部分情况下用于热塑性树脂的成型。
3.与此不同,固定模具不被移动模型封闭的形态的成型,即型材成型是如3d打印,注入熔化树脂的喷嘴对着固定模型移动,或者相反地,模具对着固定的喷嘴移动着给模具内注入熔化树脂而获得成型品,从而大幅降低模具费用,还可以通过成型制作出超大型物品。
4.另一方面,近来为了制造出成型物的重量减少但形状相同的产品,正在尝试使用化学发泡剂或二氧化碳和氮等制造发泡成型物的方法。但该发泡比率是,例如,如公开专利第10-2012-0029599号中公开的注塑成型模具装置及发泡树脂产品制造方法中所示,树脂和发泡剂是通过旋转翼被搅拌混合,因此发泡剂注入口的位置或数量有限等,由于对熔化树脂的发泡剂的注入会受到限制,导致最高只能达到1.5倍左右程度,成型物的比重也最低达到0.7以上,因此以当前的技术无法制造出所需的低比重发泡成型品。而且该发泡成型品的表皮如图1所示粗糙,强度和外观下降,而且必须进行涂层等表面处理才能实际使用。
5.换言之,制造发泡成型品时,为了提高发泡倍率,应将高压压缩的液态发泡剂均匀地混合在熔融树脂中,并多混合发泡剂的含量。但是,在约200℃以上的高温下加热的壳体内,以高压加压的状态下,将高粘度的粘弹性熔化树脂和类似气体且粘度极低的高压液化发泡剂进行混合是非常困难的难题。以往采用的方法是,使用螺旋螺杆在注塑装置壳体中混炼熔化树脂,在该螺杆内部设置可投入压缩液体发泡剂的流道投入,利用该螺杆的旋转混合熔融树脂和液体发泡剂,然后再使该螺杆通过液压或电动高压前进,将流入螺杆前端部的发泡树脂混合体填充到注塑模具的型腔中。因此,在加压的气氛中,通过螺杆旋转将粘度差异非常大的相互不同状态的熔化树脂和发泡剂混合,不仅难以生成完全均匀的混合物,而且为了生成用这种方法制造的熔化树脂,必须保持密封的高压状态,以免熔化树脂向外泄漏,因此从耐久强度和密封性能考虑,不可能在较短的流动距离区间投放足够量的液体发泡剂,不仅导致发泡成型品的发泡倍率止于极低的水平,而且通过该方法制作的发泡成型品是,发泡气孔大部分露在表面,中央部的发泡气孔形成稀薄的状态,致使成型品的表面非常粗糙地形成,表面后加工变得难,外观变得粗糙而造成无法用作外观产品的问题。
技术实现要素:
6.技术问题
本发明是为解决如上所述现有的发泡成型装置上存在的问题而提出,其目的在于,投入模具等成型部之前,使液化二氧化碳或液化氮以及水或蒸汽等高压压缩状态的发泡剂在发泡成型品中的含量通过可最大限度大量混合的操作达到最大,使得该发泡剂在模具等成型部内膨胀时,可以增加发泡空间的密度,从而减少发泡成型品的比重,例如减少到0.8 g/cm2以下。
7.本发明的另一目的在于,为了充分投入发泡气体,施加气压高达200的气体压力,使发泡气体均匀地并以微粒子分散在树脂内部,进而使熔化树脂和发泡气体的混合物形成完整的临界溶液(critical solution),减少或完全排除成型品表面的发泡现象,形成高强度的光滑表面,最大限制提升因发泡而变弱的强度,从而制造出高强度且低比重的发泡成型品。
8.技术方案为实现所述目的,本发明提供发泡成型装置,其组成包括:投入发泡剂的发泡剂供给部;投入熔化树脂的熔化树脂供给部;使从所述发泡剂供给部投入的发泡剂和从所述熔化树脂供给部投入的熔化树脂一起从内部的棒状体的多路流道通过混合而制成发泡树脂临界溶液的固定型混合部;利用由所述固定型混合部投入的所述发泡树脂临界溶液使发泡成型品成型的成型部。
9.优选地,所述棒状体包括:将形成孔隙的单胞以二维排列多个而形成的板状体;连接所述板状体之间使得所述板状体层压而使所述单胞以三维排列的间隔体组成;所述间隔体可以连接相邻的所述板状体之间维持所述孔隙的间隔。
10.优选地,所述板状体是以二维形成同样图案并反复的层状结构体。
11.优选地,所述棒状体是,所述层状结构体和所述间隔体通过所述间隔体向与相邻的所述层状结构体连接的方向也形成与所述层状结构体的反复图案相同的图案并反复的层压结构体。
12.优选地,所述棒状体是以将所述单胞和所述间隔体以一个圆点为中心向xyz轴方向反复形成的层压结构体形成,所述单胞是使以正方形为一个外周面的三个八角柱重叠而使各个轴线以所述圆点为中心沿着xyz轴配置而形成的立体,所述间隔体是在与所述轴线交叉的所述外周面上延伸而连接于相邻的所述单胞的所述外周面,并以所述外周面为一面的正六面体。
13.优选地,所述棒状体是所述单胞和所述间隔体同样形态的立体。
14.优选地,所述发泡剂供给部具备一个以上对所述固定型混合部的所述发泡剂投入部位。
15.优选地,包括:将由所述固定型混合部供给的所述发泡树脂临界溶液为投入到所述成型部而暂时储存的发泡树脂储存部。
16.优选地,包括:将由所述固定型混合部供给的所述发泡树脂临界溶液为注射到所述成型部而暂时储存的发泡树脂注射部。
17.优选地,所述发泡树脂注射部包括:将所述发泡树脂临界溶液加热以熔化状态保管的加热部。
18.优选地,包括:为了将由所述固定型混合部供给的所述发泡树脂临界溶液挤出到所述成型部而暂时储存的发泡树脂挤出部。
19.本发明提供发泡成型方法,包括:将熔化树脂供给部的熔化树脂投入到固定型混合部的熔化树脂供给步骤;将发泡剂供给部的发泡剂投入到所述固定型混合部的发泡剂供给步骤;在所述熔化树脂供给步骤和所述发泡剂供给步骤,使分别投入于所述固定型混合部的所述熔化树脂和所述发泡剂从所述固定型混合部的孔隙一起通过,进而使所述熔化树脂和所述发泡剂流动的时候经过的流道分散、扩张而使其混合成发泡树脂临界溶液的固定混合步骤;以及将在所述固定混合步骤混合注入的所述发泡树脂临界溶液集中到发泡树脂注射部后,注射到成型部而成型为发泡成型品的发泡树脂成型步骤;所述固定型混合部包括:将形成孔隙的单胞以二维排列多数而形成的板状体;连接所述板状体之间,使所述板状体层压,进而使所述单胞以三维排列的间隔体;所述间隔体可以连接相邻的所述板状体之间维持所述孔隙的间隔。
20.优选地,所述发泡剂供给步骤是,所述发泡剂投入到所述固定型混合部的发泡剂投入部位为单数时,将由所述发泡剂投入部位投入到所述固定型混合部的发泡剂投入量随着时间的经过逐渐增加,所述发泡树脂成型步骤是所述发泡剂含量离所述发泡树脂注射部的注射口越近则越少或者没有,越远则越多的所述发泡树脂临界溶液填充到所述发泡树脂注射部内,使从所述发泡树脂注射部注射到所述成型部的所述发泡树脂临界溶液随着注射时间的经过,发泡剂含量逐渐增多,进而使发泡倍率逐渐提高的同时,对所述成型部的填充位置从所述发泡成型品的表皮移到中心。
21.有益效果根据本发明的发泡成型装置及其发泡成型方法,其有益效果在于,通过具备多路流道的高强度固定型混合部将高粘度的凝胶状熔化树脂和低粘度的高压压缩发泡剂在达到200气压以上的高压气氛下投入,使之大量均匀地混合而制造发泡树脂临界溶液,因此将发泡树脂临界溶液投入或注射到成型部或者注塑模具时,从成型部或注塑模具内产生的发泡气孔的数量可以大量增多,进而大幅减少发泡成型品的比重,从而实现发泡成型品的轻型化;不仅如此,如上所述以在高压气氛下形成完整的临界溶液的树脂和发泡气体的混合物进行成型,则成型品上形成的发泡粒以直径0.1mm以下即微单位的超细小粒子气泡形成;因此可以获得表面干净的发泡成型品;而且供给到混合部的熔化树脂在固定型混合部的任何位置皆可维持完全熔化的状态,因此可以在固定型混合的任一位置设定发泡剂投入部位;进一步,发泡剂投入部位可以设定多个,每个多个投入部位皆可通过开闭阀调节发泡剂投入量,因此可以使固定型混合部内的发泡剂和熔化树脂混合比随着投入部位的位置发生变化;不仅如此,将发泡剂投入部位设定单数时,可以调节开闭阀,使投入到固定型混合部的发泡剂的量随着时间的经过发生变化;使固定型混合部中注入到发泡树脂注射部的发泡树脂临界溶液的发泡剂含量随着发泡树脂储存部或者注射部壳体内填充位置发生变化,从而按需提升投入或注射到成型部或者注塑模具进而发泡成型的发泡成型品的外观品质,增强因发泡变弱的发泡成型品的强度;
例如,离发泡树脂储存部的喷嘴越近,发泡剂含量越增多,离喷嘴越远,减少发泡剂含量,或者在最远的位置可以使之成为0,使发泡剂含量没有或少的发泡树脂临界溶液位于发泡树脂储存部的最后端,越往下,发泡剂含量越增多,随之投入初期投入的发泡剂含量多的发泡树脂临界溶液被填充到成型部中形成成型品的内部,发泡剂含量没有或少的发泡树树脂临界溶液被填充形成成型品的表皮,进而发泡成型品的表皮形成未发泡的树脂层,离中心越近,越形成发泡倍率高的发泡层;例如,离发泡树脂注射部的注射口越近,发泡剂含量越减少,或者最近位置上是0,离注射口越远,发泡剂含量越增多,使发泡剂含量无或少的发泡树脂临界溶液位于发泡树脂注射部的最前端,越往后,发泡剂含量越增多,随之注射时初期注射的发泡剂含量无或少的发泡树脂临界溶液沿着型腔内周面作为发泡成型品的表皮如涂抹般被填充,发泡剂含量逐渐增多的发泡树脂临界溶液被填充到表皮内侧,最终填满中心部位,因此发泡成型品的表皮形成未发泡的树脂层,离中心越近,形成发泡倍率越高的发泡层;中心部位以高倍率的发泡层形成而实现轻型化,表皮部位形成未发泡树脂层而强度变高,整体上获得具有螺巢状结构且高强度以及轻型化的结构用发泡成型品;发泡成型品的表皮以未发泡树脂层形成,可以进一步提升发泡成型品的外观;注塑成型时,接触到型腔内周面的发泡成型品表皮由未发泡树脂层形成而在发泡成型品整体中密度最高,且大幅减少发泡树脂临界溶液凝固时发生的收缩率。
附图说明
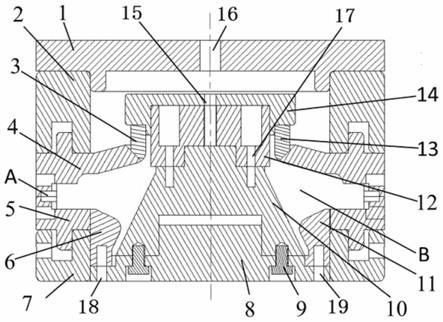
22.图1是利用现有的搅拌式混合方法在熔化树脂中混合发泡剂发泡成型的发泡成型品的示例图;图2是简略图示本发明一实施例的发泡成型装置的示意图;图3是图示形成图2中图示的固定型混合部的棒状体的透视图;图4是在端面图示图3的棒状体的平面图;图5是将棒状体内部形状放大图示的透视图;图6是将图3的形成棒状体的单胞以线性简略图示的透视图;图7是将图6的单胞按形态元素类别分离图示的透视图;图8是简略图示其它实施例的单胞的透视图;图9是简略图示本发明另一实施例的发泡成型装置的示意图;图10是利用本发明的发泡成型装置将熔化树脂和发泡剂混合发泡成型的发泡成型品的示例图。
23.最佳实施方式下面结合附图详细说明本发明一实施例的发泡成型装置。
24.本发明的发泡成型装置是如图2中以图号1简单图示,大体上包括发泡剂供给部3、熔化树脂供给部5、固定型混合部7以及成型部8形成。
25.在此,所述发泡剂供给部3是将用于混合发泡树脂临界溶液的发泡剂给固定型混合部7投入、供给的手段,例如如图2所示,通过如第一至第三管路15、16、17的至少一个以上管路连接于固定型混合部7,对固定型混合部7的发泡剂投入部位25、26、27设有一个以上。因此发泡剂供给部3是例如,通过投入部位25、26、27将液态二氧化碳、液态氮、高压氢气、蒸
汽、乙醇以及有机聚合物气体、氦气等发泡剂同时或者隔时间供给到固定型混合部7。进一步,作为发泡剂优选的是,如液态二氧化碳、液态氮等高压压缩的液化发泡剂,从其属性上具有相对较低的粘度。
26.所述熔化树脂供给部5是将用于与上述发泡剂一起混合发泡树脂临界溶液的熔化树脂投入、供给到固定型混合部7的手段,如图2所示,连接于固定型混合部7的一端。此时,熔化树脂供给部5也是在图2中只图示出一个,但根据需求,可以设置多个。
27.另一方面,熔化树脂供给部5是不仅可以制作成将树脂在外部熔化后接收供给的容器形态,还可以如图2所示的制作成将由外部投入的树脂直接熔化的熔化装置的形态。因此图2中图示的熔化树脂供给部5是由将投入的树脂熔化的圆筒形壳体51和,输送螺杆53以及螺杆驱动电机55组成,将由外部投入到壳体51内的树脂通过加热装置(未图示)加热熔化的同时,使驱动电机55运转,通过输送螺杆53输送到排出口52。随之,在熔化树脂供给部5熔化的熔化树脂以粘度相对较高的凝胶状(实际是粘弹性状态)被输送,投入到固定型混合部7。但输送螺杆53可以以液压式运行。
28.所述固定型混合部7是将由上述发泡剂供给部3投入的发泡剂和由熔化树脂供给部5投入的熔化树脂混合的装置,如图2至图4所示,内部设有可以形成多路流道p的棒状体70,而且图2中仅图示了内部的棒状体70,但当然也具备围绕该棒状体70的外部壳体或者第一至第三管路15、16、17或连接于熔化树脂供给部5排出口的连接管等,但为了便利,从图中省略。
29.如上所述,固定型混合部7可以将由熔化树脂供给部5供给的高粘度凝胶状熔化树脂和由发泡剂供给部3供给的低粘度的高压压缩液态发泡剂均匀地混合,但不采用使搅拌装置旋转而使混合对象混合的现有的旋转型搅拌方式,而是采用混合对象的流体一起流动的时候在经过的流道反复分散、扩张而混合的固定型搅拌方式,将发泡剂的熔化树脂混合起来。为此,固定型混合部7是如图3至图5所示,以多孔结构的棒状体70形成。进一步,固定型混合部7的棒状体70是如图3至图5所示,以具有多数孔隙的多孔基体形成。
30.为此,棒状体70是如图3至图5所示,包括多个板状体71和连接这些之间的多个间隔体73构成。
31.在此,首先所述板状体71是形成孔隙的最小单位即单胞80为二维像,进一步,以一个圆点为中心的xyz坐标系中,沿着xy平面、yz平面或者zx平面排列多个而形成,各个板状体71的形态相同或者也可以不相同,而且在一个板状体71内,单胞80的形态也可以相同或者不相同,进而有规则或无规则地反复配置。但板状体71是如图3至图8所示,优选地,形成二维统一图案同时反复,即形成层状结构,单胞80是尽量不超过可以通过上述的固定型搅拌方式搅拌发泡剂和熔化树脂程度的大小。
32.所述间隔体73是连接板状体71和相邻的板状体71的同时,用于确保板状体71和板状体71之间的间隔,为了将板状体71和板状体71层压形成棒状体70而连接板状体71和板状体之间,在板状体71内以二维排列的单胞80是通过板状体71的层压以三维排列。进一步,在由xyz轴的形成的空间上排列多个。而且间隔体73可以使板状体71和板状体之间保留空间,进而给投入具有粘弹性的高粘度熔化树脂的棒状体70内投入高压发泡剂时,即使熔化树脂被发泡剂加压,但仍然可以使板状体71和板状体之间畅通无阻地通过。即间隔体73是用于既能连接板状体71和板状体71之间,又能确保连接的板状体71和板状体71之间也可以保持
孔隙的间隔。
33.但,间隔体73是板状体71如上所述形成层状结构体时,即内部孔隙的结构为二维像,且同一图案反复时,例如,如图3至图5中扩大图示,可以向与连接的层状结构体一起相邻的两个层状结构体的连接方向,与层状结构体的内部反复图案形成同一图案同时反复,由此发生的棒状体70称为层压结构体。因此层压结构体是例如,如图3至图5中扩大图示,以三维像也可以反复同一图案。即层压结构体具有三维立体的晶格结构。
34.此时,图3至图5中图示的形成层压结构体的最小图案是如图6和图7中图示,由一个单胞80和连接于其一侧的一个间隔体73形成。进一步,图3至图5中图示的棒状体70是将由一个单胞80和一个间隔体73形成的基本图案以一个圆点为中心向xyz轴方向反复,进而形成如上所述的层压结构体。
35.图6中图示的基本图案是如图7中图示的,可以按形态元素类别分离图示。据此,单胞80是将以正方形为一个外周面f的三个八角柱ox、oy、oz重叠使各个轴线以一个圆点为中心沿着xyz轴配置而形成的立体。间隔体73是以zy平面上的配置为板状体71即层状结构体时,如图6所图示,在轴线沿着x轴配置的位置的外周面f即与轴线交叉的外周面f上延伸形成,进而连接于与相邻该外周面f的板状体71单胞80对应的外周面f。此时,八角柱ox、oy、oz皆为正八角形,因此间隔体73成为以外周面f为一面的正六面体。
36.另一方面,图8中图示单胞180的另一实施形态。该单胞180也同样作为形成棒状体孔隙的最小单元,以二维像排列多个而形成一个板状体,但各个板状体具有同一形态。而且在一个板状体内同一形态的单胞180有规则地反复配置,进而形成层状结构。此时单胞180也不超过可以通过固定型搅拌方式搅拌发泡剂和熔化树脂的程度的大小。
37.进一步,以由单胞180形成的棒状体是相邻的单胞180即为间隔体,因此不仅是二维,以三维像也可以反复同一图案。即棒状体是等于由第一及第三行的单胞180形成的板状体以第二行的单胞180为间隔体形成层压结构体。
38.因此固定型混合部7是,在高温、高压气氛下使发泡剂和熔化树脂一起从多路流道p通过混合,进而制作成发泡树脂临界溶液,这是因为发泡剂和熔化树脂两种流体在固定型混合部7的多路流道p流动时,根据流道p的大小,反复分散和集结,从而均匀地混合。此时,固定型混合部7以高强度棒状体70形成,因此不必担忧耐久强度,也可以使高粘度流体通过。由于不需担忧耐久强度,多路流道p的管径即孔隙大小不太大也可以,而且不会因多路流道p的管径增大而发生混炼状态的不良,因此也不需要为混合均匀度而将棒状体70的长度长长地扩展。
39.如上所述在高温、高压气氛下将发泡剂和熔化树脂均匀地混合的溶液状态定义为发泡树脂临界溶液,对此也可以称为发泡熔化树脂临界溶液,因为形成假溶液(pseudo solution)或者临界溶液(critical solution)状态。
40.发泡成型装置1的固定型混合部7是虽然没有图示,但混合的发泡树脂临界溶液可以不通过发泡树脂储存部11,而是直接投入到成型部8。
41.但如图2所图示,优选地具备发泡树脂储存部11。该发泡树脂储存部11是为发泡树脂临界溶液的成型而储存的手段,连接于固定型混合部7的注入口89侧,如上所述,在固定型混合部7混合后通过压力通过注入口89被挤出的发泡树脂临界溶液暂时储存于此。为此,发泡树脂储存部11包括形成主体的壳体81、注入口89相反侧壳体81上喷嘴以及开闭喷嘴的
阀85构成,还可以包括加热部87,对投入到壳体81内的发泡树脂临界溶液进行加热,以熔化状态保管。
42.发泡树脂储存部11是将由固定型混合部7投入到壳体81内部的发泡树脂临界溶液按需通过加热部87维持熔化状态,而且在壳体81内计量到一定量时,打开阀85,通过喷嘴83投入到成型部8。
43.所述成型部8是如图2所示,通过由发泡树脂储存部11投入的发泡树脂临界溶液成型为既定的发泡成型品的部分,根据成型的方法,可以以各种形态提供,而且根据图9如后所述,将发泡树脂临界溶液注塑成型时使用注塑模具9,挤出或异型挤出时使用挤出模具。而且如图2所示,型材成型(profile forming)时,成型部8以可前后左右上下移动的成型板形成。但固定住成型部8时,用挠性管等将喷嘴83和壳体81之间连接起来,使喷嘴83在成型部8的前后左右上下移动。如上所述,进行型材成型时,可以大幅减少模具费用,还可以成型出超大型的物品。
44.本发明另一实施例的发泡成型装置是图9中用图面符号101简略图示。该发泡成型装置101是如图所示,与发泡成型装置1同样,大体上包括发泡剂供给部3、熔化树脂供给部5、固定型混合部7以及成型部9形成,除了由发泡树脂注射部13替代发泡成型装置1的发泡树脂储存部11,使用注塑模具作为成型部9之外,均与发泡成型装置1同样。
45.因此发泡剂供给部3、熔化树脂供给部5、固定型混合部7的说明是用上述的发泡成型装置的说明来替代,在此省略。
46.但,所述发泡树脂注射部13是如上所述,将在固定型混合部7混合注入的发泡树脂临界溶液为了注射而暂时储存,如图9所示,连接于固定型混合部7的注入口89侧,并包括形成主体的壳体91、装配于该壳体91内的柱塞或螺杆93、通过推杆94使柱塞93运转的驱动电机95组成,并包括加热部97,将投入到壳体91内的发泡树脂临界溶液加热成熔化状态保管。
47.发泡树脂注射部13将由固定型混合部7投入到壳体91内部的发泡树脂临界溶液,通过加热部97维持熔化状态的同时,在壳体91内计量到一定量时,通过驱动电机95或以液压式使柱塞或螺杆93前后退注射到连接于出口侧的注塑模具形态的成型部9。
48.所述成型部9是如图9所示,将由发泡树脂注射部13注射的发泡树脂临界溶液填充到空腔中,成型为既定的发泡成型品。
49.下面说明本发明优选实施例的利用发泡成型装置1、101的发泡成型方法。
50.本发明的发泡成型方法大体上包括熔化树脂供给步骤s10、发泡剂供给步骤s20、固定混合步骤s30以及发泡树脂成型步骤s40构成。
51.在此,所述熔化树脂供给步骤s10是将熔化树脂供给部5的熔化树脂投入到固定型混合部7的步骤,如图2所示,将最初以熔化状态投入到熔化树脂供给部5的熔化树脂或熔化前状态投入后在熔化树脂供给部5熔化的高粘度熔化树脂利用通过电机55或者以液压式运行的输送螺杆53的旋转,通过前端的排出口投入到固定型混合部7。
52.所述发泡剂供给步骤s20是将发泡剂供给部3的发泡剂投入到所述固定型混合部7的步骤,如图2所示,将在发泡剂供给部3高压压缩的发泡剂通过一个以上的管路15、16、17投入到固定型混合部。
53.所述固定混合步骤s30是在熔化树脂供给步骤s10和发泡剂供给步骤s20中,将如上所述分别投入到固定型混合部7的熔化树脂和发泡剂进行混合的步骤,如图2所示,使熔
化树脂和发泡剂一起从固定型混合部7的多路流道p通过,在熔化树脂和发泡剂从多路流道p通过的时候反复分散、集结,进而均匀地混合成发泡树脂临界溶液。此时,固定型混合部7的棒状体70以钛等高强度金属或塑料形成,因此可以自由调节多路流道p的管径即孔隙的大小。而且如上所述可以调节多路流道p的管径即内部空间密度,因此可以同时或依次大量投入发泡气体。而且与不能以120气压以上将螺杆旋转的运行部分密封住的现有的发泡树脂混合器不同,如上所述的多路流道p是用200气压以上也容易密封,因此即便以高度压力投入大量发泡气体,但仍可进行密封。
54.所述发泡树脂成型步骤s40是将在上述固定混合步骤s30中通过固定型混合部7混合注入的发泡树脂临界溶液投入成型部8成型发泡成型品的步骤,如图2所示,先将注入到发泡树脂储存部1的发泡树脂临界溶液集中到发泡树脂储存部11后,阀85开放时投入到成型部8。
55.此时,由固定型混合部7注入到发泡树脂储存部11的发泡树脂临界溶液是,从与固定型混合部7连接的注入口89较远的部分向逐渐靠近的方向填充于圆筒形壳体81内。进一步,如图2所示,注入口89配置于壳体81前方端时,从固定型混合部7向发泡树脂储存部11注入的发泡树脂临界溶液是,从离注入口89较远的壳体81底部开始向顶部逐渐靠近的同时被填充。
56.然后,填充到壳体81内的发泡树脂临界溶液是阀85开放时通过喷嘴83投入到成型部8,进而成型为发泡成型品。此时,例如型材成型时,成型部8移动的时候投入发泡树脂临界溶液,进而填充成型部8,因此成型部8的移动受到电脑等控制,如同3d打印进行成型。
57.另一方面,本发明是采用如上所述的固定型混合部7作为混合发泡剂和熔化树脂的手段,在棒状体70表面的任何部分皆可以同一条件投入发泡剂,即投入多路流道p的熔化树脂在多路流道(p)的任何部位皆处于完全熔化的状态,投入于多路流道p时熔化树脂对发泡剂的影响保持恒定水平,因此如图2所示,给固定型混合部7投入发泡剂的投入部位可以设定在任意位置,而且还可以设置一个以上。
58.如上所述,投入发泡剂的多个管路即第一至第三管路15、16、17全都可以通过开闭阀21控制开闭动作,因此发泡剂供给部3是可以随着开闭阀21的选择性开启度调节,根据发泡剂投入部位改变向固定型混合部7的发泡剂投入量。而且发泡剂供给部3是通过调节开闭阀21的开闭时间,随着时间的经过控制投入各发泡剂投入部位的发泡剂的量。
59.发泡剂投入到固定型混合部7的发泡剂投入部位有多个时,在上述的发泡剂供给步骤s20调节第一至第三管路15、16、17的阀21开启度,进而投入部位的位置离固定型混合部7的注入口89越近,即例如,图2中比起第二和第三管路16、17,在第一管路15的投入部位可以减少发泡剂投入量或者停止发泡剂投入。
60.进一步,固定型混合部7是各个管路15、16、17如图2所示,从各个投入部位25、26、27到注入口89的距离有差异,因此即使在各个管路15、16、17同时投入发泡剂,但由于各投入口到注入口89的距离差异,通过注入口89和喷嘴83投入到成型部8的发泡树彩脂临界溶液的投入时间会发生时间差。时调节各阀21的开启度,可以使从发泡剂投入口投入的发泡剂的量随着时间的经过发生变化。例如,通过管路15,将阀21开放得最小,使投入到固定型混合部7的发泡剂量变得最少,通过管路16,可以使发泡剂投入量达到中间水平,通过管路17,可以使阀21开启度最大,进而使发泡剂投入量最大。
61.随之通过离注入口89最近的管路17投入的最多量的发泡剂制作高倍率即气泡最大的发泡树脂临界溶液,该高倍率临界溶液是最先通过喷嘴83投入到成型部8。而且通过由中间距离的管路16投入的中间量的发泡剂形成的中间倍率临界溶液是在高倍率临界溶液之后投入到成型部8,通过最远的管路15投入的少量发泡剂形成的低倍率临界溶液是最后投入到成型部8。随之,成型品的内部形成高倍率即最低密度的发泡部位,表皮上形成低倍率即最高密度的发泡部位。最终,中心部位形成高倍率的发泡层而轻型化,表皮部位是形成低发泡或未发泡树脂层而强度变大,整体上可以获得具有蜂巢状结构且高强度、轻型化的结构用发泡成型品。
62.发泡剂投入部位为单数时,也可以在上述发泡剂供给步骤s20随着时间的经过逐渐减少阀21的开启度,使投入到固定型混合部7的发泡剂投入量随着时间的经过逐渐减少为0。进一步,在发泡树脂成型步骤s40,注入到与壳体81的注入口89邻接位置即后来注入、填充于壳体81内部的发泡树脂临界溶液是没有发泡剂含量或者变少,离注入口89越远,发泡剂含量越增多。
63.同样,由发泡树脂储存部11投入到成型部8的发泡树脂临界溶液是随着投入时间的经过,发泡剂含量逐渐减少,倍率逐渐降低,因此发泡树脂临界溶液在投入初期发泡剂含量以如最大的状态填充于成型部8,进而形成发泡成型品的内部,随着时间的经过,发泡剂含量逐渐减少,而且填充位置逐渐移到发泡成型品的表皮。换言之,在发泡树脂储存部11投入到成型部8的发泡树脂临界溶液的发泡剂含量是例如,开始最大但随着时间的经过逐渐减少,因此发泡成型品的内部形成发泡剂含量较多的发泡树脂临界溶液而发生高倍率的发泡,反之,发泡成型品的表皮上发生没有发泡剂或者较少的树脂层,进而包围位于内部的高倍率发泡部位。随之发泡成型品也是表皮成为未发泡树脂层,中心形成高倍率发泡的树脂层,整体上形成蜂巢状结构,从而形成高强度的结构用发泡成型品。
64.本发明另一实施例的发泡成型方法也是大体上包括熔化树脂供给步骤s10、发泡剂供给步骤s20、固定混合步骤s30以及发泡树脂成型步骤s40构成,所述熔化树脂供给步骤s10和所述发泡剂供给步骤s20以及固定混合步骤s30是在上面已进行阐述,故不再叙述。
65.但所述发泡树脂成型步骤s40是,将在上述的固定混合步骤s30通过固定型混合部7混合注入的发泡树脂临界溶液注射到成型部9而成型为发泡成型品,如图9所示,将注入到发泡树脂注射部13的发泡树脂临界溶液集中到发泡树脂注射部13后,随着通过电机95或者以液压式运转的柱塞93的前后运动注射到成型部9。此时,由固定型混合部7注入到发泡树脂注射部13的发泡树脂临界溶液是从离连接固定型混合部7的注入口89靠近的部分到逐渐变远的方向填充到圆筒形壳体91内。进一步,如图9所示,注入口89配置于壳体91前方端时,由固定型混合部7注入到发泡树脂注射部13的发泡树脂临界溶液从离注入口89靠近的壳体91前端开始向后端逐渐变远同时被填充。
66.然后电机95或液压装置运行使柱塞93前进时,壳体91内填充着的发泡树脂临界溶液通过注射口92注射到成型部9而成型为发泡成型品。
67.工业应用根据本发明的发泡成型装置及其发泡成型方法,通过具有多路流道的高强度固定型混合部,将高粘度的凝胶状熔化树脂和低粘度的高压压缩发泡剂在可达200气压以上的高压氛围下投入,进而大量均匀地混合制成发泡树脂临界溶液,将发泡树脂临界溶液投入
或注注射到成型部或注塑模具时,可以大量增加从成型部或注塑模具内发生的发泡气孔数量,减少发泡成型品的比重,从而实现发泡成型品的轻型化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。