1.本技术属于发动机技术领域,具体涉及一种气缸盖毛坯、气缸盖以及热力学单缸机。
背景技术:
2.随着国家排放及油耗的法规不断加严,以及为响应汽车市场的快速需求,发动机的开发及技术升级的周期不断被压缩。而传统发动机的性能开发通常是做出各种燃烧系统优化的方案,在发动机试验台上进行大量试验对比,根据试验结果确定发动机最终配置方案。这种方法开发成本高、周期很长,在新产品方案的预测阶段,往往难于获得理想的优化配置方案,预测方案的可靠性和准确度较低。单缸试验机有着与多缸机相同的结构和工作原理,且单缸机的制造和试验成本低,易于调整;因此,单缸机开发研究对于降低发动机开发成本,缩短开发周期以及进行高性能的产品研究方面有着十分重要的意义。
3.热力学单缸机零件中,单缸气缸盖为核心的零部件,通常需要试制多种不同状态来与其他关键部件进行组合验证来达成发动机的开发性能目标,而气缸盖毛坯需要设计并制造模具进行铸造,并需要高精度的机加来达到尺寸要求。
4.目前的单缸机,是按照零件技术的定义去试制全套单缸机专用零件。为了满足不同状态发动机的开发需求,需要对应设计多套热力学单缸机,相应需要设计多款单缸气缸盖,导致气缸盖的制造费用高,状态种类繁多的问题。
技术实现要素:
5.为解决上述技术问题,本发明提供一种气缸盖毛坯、气缸盖以及热力学单缸机,能够满足单缸气缸盖的通用化设计,匹配多种设计状态。
6.实现本发明目的所采用的技术方案为,一种气缸盖毛坯,所述气缸盖毛坯中设置有第一入口油路结构、中间油路结构和第二入口油路结构,所述第一入口油路结构和所述第二入口油路结构分别与所述中间油路结构相交,且所述第一入口油路结构和所述第二入口油路结构的外端位于所述气缸盖毛坯的不同侧面上。
7.可选的,所述第二入口油路的外端位于所述气缸盖毛坯的底面上,且所述第二入口油路的外端设有转接孔。
8.可选的,所述第二入口油路结构具有水平方向投影分量和竖直方向投影分量;所述第二入口油路的轴线与竖直方向的夹角为30
°
~60
°
。
9.可选的,所述转接孔为腰型孔;所述转接孔的深度为5mm~8mm。
10.可选的,所述第一入口油路结构位于所述气缸盖毛坯的上部、且靠近排气侧;所述第一入口油路结构具有水平方向投影分量;
11.所述中间油路结构的外端位于所述气缸盖毛坯的前端顶面中线处;所述中间油路结构具有竖直方向投影分量。
12.可选的,所述气缸盖毛坯的顶部设有凸轮轴支座,所述凸轮轴支座中设置有凸轮
轴润滑油路,所述凸轮轴润滑油路与所述中间油路结构相交。
13.可选的,所述凸轮轴润滑油路包括:
14.进排气侧贯通油道,与所述中间油路结构相交;
15.依次连通的进气可变气门正时系统循环油路、进气凸轮轴中空油道和进气凸轮轴颈供油斜孔;
16.依次连通的排气可变气门正时系统循环油路、排气凸轮轴中空油道和排气凸轮轴颈供油斜孔;
17.其中,所述进气可变气门正时系统循环油路和所述排气可变气门正时系统循环油路通过所述进排气侧贯通油道连通。
18.可选的,所述气缸盖毛坯的后端设有与所述气缸盖毛坯内部油腔连通的回油孔,所述回油孔中安装有管接头。
19.基于同样的发明构思,本技术还提供一种气缸盖,由上述的气缸盖毛坯经过机械加工而成;所述气缸盖中设有连通的第一入口油道和中间油道;其中,所述第一入口油道由所述第一入口油路结构经过机械加工而成;所述中间油道由所述中间油路结构经过机械加工而成。
20.基于同样的发明构思,本技术还提供另一种热力学单缸机,包括:
21.单缸气缸体,设有缸体润滑油路;
22.上述的气缸盖,连接于所述单缸气缸体。
23.基于同样的发明构思,本技术还提供另一种气缸盖,由上述的气缸盖毛坯经过机械加工而成;所述气缸盖中设有连通的第二入口油道和中间油道;其中,所述第二入口油道由所述第二入口油路结构经过机械加工而成;所述中间油道由所述中间油路结构经过机械加工而成。
24.基于同样的发明构思,本技术还提供一种热力学单缸机,包括:
25.气缸体,设有缸体润滑油路;
26.上述的气缸盖,连接于所述气缸体,且盖设于所述气缸体的第一缸;气缸盖的第二入口油道与所述缸体润滑油路连通;
27.盖板,盖设于所述气缸体的其他缸。
28.由上述技术方案可知,本技术提供的气缸盖毛坯中设有有三个油路结构:第一入口油路结构、中间油路结构和第二入口油路结构,其中第一入口油路结构和第二入口油路结构分别用于通过机加工形成对应的入口油道,将外设润滑系统的润滑液或者发动机缸体的润滑液引入气缸盖中;中间油路结构与第一入口油路结构和第二入口油路结构均相交,用于通过机加工形成中间油道,中间油道用于将入口油道与缸盖中的凸轮轴润滑油路连通,将润滑液引入凸轮轴润滑油路中。本技术的气缸盖毛坯中,第一入口油路结构和第二入口油路结构的外端位于气缸盖毛坯的不同侧面上,因此该气缸盖毛坯经机加工得到的单缸气缸盖能够应用于不同的润滑方案,匹配单缸气缸盖的不同的设计状态,进而满足单缸气缸盖的通用化设计,缩短热力学单缸机工装的制造周期。
29.本技术提供的热力学单缸机配置有上述的单缸气缸盖,并且该单缸气缸盖配合盖板共同设置在多缸气缸体上,由此形成的热力学单缸发动机既具备热力学单缸机的快速、成本低、易于调整等优势,又可利用量产多缸机的现有样机边界及试验工装,最终实现其成
本、周期及试验效果等各方面的最优技术效果。
附图说明
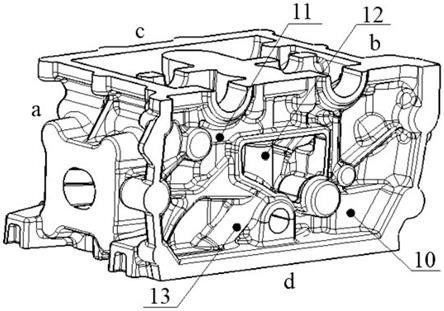
30.图1为本发明实施例1中气缸盖毛坯的在某一视角下结构示意图。
31.图2为本发明实施例1中气缸盖毛坯的在另一视角下结构示意图。
32.图3为图1的气缸盖毛坯中回油孔处的结构示意图。
33.图4为本发明实施例2中气缸盖的油道加工截面图。
34.图5为图4的气缸盖的润滑系统油路结构图。
35.图6为本发明实施例3中气缸盖的油道加工截面图。
36.图7为图6的气缸盖的润滑系统油路结构图。
37.图8为本发明实施例4中热力学单缸机的结构示意图。
38.图9为图8的热力学单缸机中气缸体与气缸盖组成的装配结构图。
39.图10为本发明实施例5中热力学单缸机的结构示意图。
40.附图标记说明:10-气缸盖毛坯;11-第一入口油路结构;12-中间油路结构;13-第二入口油路结构;14-转接孔。
41.100-气缸盖;120-第一入口油道;130-中间油道;140-第二入口油道;150-凸轮轴润滑油路,151-进排气侧贯通油道,152-进气可变气门正时系统循环油路,153-进气凸轮轴中空油道,154-进气凸轮轴颈供油斜孔,155-排气可变气门正时系统循环油路,156-排气凸轮轴中空油道,157-排气凸轮轴颈供油斜孔;160-回油孔;170-管接头。
42.1000-热力学单缸机;100-气缸盖;200-盖板;300-气缸体,310-缸体润滑油路。
具体实施方式
43.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
44.相关技术中,单缸机存在两种设计方案,适用于不同状态发动机的开发需求。对于全新开发的机型,按照发动机的性能目标去设计如气道、燃烧室、压缩比等关键参数,并按照零件的技术定义去试制单缸机专用零件,并准备专用的单缸机台架试验工装,上述单缸机在可在同一装配边界下进行喷射系统、气缸盖、活塞、连杆等关键零件的组合验证,从而在短时间内选定最优的设计方案。
45.对于基于量产机型的技术升级,主要涉及如主要涉及如燃烧系统等局部系统的改进,其他结构及系统沿用原机型,如按上述全新机型单缸机的投入,则无法极大利用原机型的零件及边界,存在零件试验成本高、试验准备周期长的问题。且单缸机与多缸机在如冷却、润滑系统上的差异将导致试验精度存在一定的差异。
46.由此,需要针对上述热力学单缸机的不同设计方案,分别设计对应的试验工装,不同的设计方案在如冷却、润滑系统上均存在较大差异。单缸气缸盖作为热力学单缸机的核心零部件,因润滑系统不同,则需设计出不同状态的气缸盖来。基于以上,导致现有热力学单缸机中,单缸气缸盖存在设计状态多、无法通用化、制造周期长等问题,进而导致气缸盖的制造费用高,状态种类繁多的问题。
47.为此,本技术提供一种气缸盖毛坯、气缸盖以及热力学单缸机,气缸盖毛坯为两用
式,综合考虑上述传统单缸机以及单缸缸盖-量产气缸体组成的新型单缸机两种发动机系统有关装配边界及润滑系统要求,通过设计毛坯的结构,使得上述两种单缸机方案能够采用相同的毛坯基础。进而在相同的毛坯基础上,通过不同的机加及压装方案形成两种不同状态的单缸缸盖成品,满足两种热力学单缸机系统的使用需求。
48.参见图1和图2,根据气缸盖的进排气方向以及发动机曲轴/凸轮轴的轴向,可以将气缸盖的六个方向分别定义为:前端a、后端b、进气侧c、排气侧d、底面e和顶面f。其中:前端和后端指代气缸盖的沿曲轴/凸轮轴轴向的相对两侧,“前端”具体指代靠近第一缸的一侧,“后端”具体指代靠近最后一缸的一侧;进气侧和排气侧指代靠近进、排气门的相对两侧,“进气侧”具体指代靠近进气门的一侧,“排气侧”具体指代靠近排气门的一侧;顶面和底面指代气缸盖的沿活塞运动方向(竖放的发动机,活塞运动方向通常为竖直方向)的相对两侧,“底面”为靠近气缸体的侧面,该侧面的平面度要求较高,使得发动机具有较好的密封性,“顶面”则为“底面”的相对侧,例如凸轮轴安装在气缸盖上的气缸盖结构,“顶面”为气缸盖靠近凸轮轴的侧面。
49.下面结合具体实施例对本技术的内容进行详细介绍,且实施例中的“前端”、“后端”、“进气侧”、“排气侧”、“顶面”和“底面”均可参考上述释义。
50.实施例1:
51.本技术实施例提供一种气缸盖毛坯10,缸盖为结构复杂的箱形零件,其上加工有进气门座孔、排气门座孔、气门导管孔、火花塞及喷油器安装孔,气缸盖100内部铸有冷却水套,进排气道及燃烧室,若凸轮轴安装在气缸盖100上,则气缸盖100上加工有凸轮轴安装支座及润滑油道。本实施例中,气缸盖毛坯10上同样具有上述结构,以满足气缸盖100的基本功能需求。
52.具体参见图1和图2,为了匹配气缸盖毛坯10的通用化需求,本实施例的气缸盖毛坯10中设置有三个油路结构:第一入口油路结构11、中间油路结构12和第二入口油路结构13。第一入口油路结构11和第二入口油路结构13分别与中间油路结构12相交,且第一入口油路结构11和第二入口油路结构13的外端位于气缸盖毛坯10的不同侧面上。具体的,第一入口油路结构11和第二入口油路结构13分别用于通过机加工形成对应的入口油道,将外设润滑系统的润滑液或者发动机缸体的润滑液引入气缸盖100中;中间油路结构12与第一入口油路结构11和第二入口油路结构13均相交,用于通过机加工形成中间油道130,中间油道130用于将入口油道与缸盖中的凸轮轴润滑油路150连通,将润滑液引入凸轮轴润滑油路150中。
53.本实施例中,上述三个油路结构:第一入口油路结构11、中间油路结构12和第二入口油路结构13,均为预铸的实体结构,也即整个气缸盖毛坯10均为铸造件。当然,在其他实施例中,上述三个油路结构也可通过其他工艺制备得到,例如整个气缸盖毛坯10均为3d打印件,在需要设置油道的位置预制实体结构,然后通过机械加工形成油道。
54.本技术的气缸盖毛坯10中,第一入口油路结构11和第二入口油路结构13的外端位于气缸盖毛坯10的不同侧面上,因此该气缸盖毛坯10经机加工得到的单缸气缸盖100能够应用于不同的润滑方案,匹配单缸气缸盖100的不同的设计状态,进而满足单缸气缸盖100的通用化设计,缩短热力学单缸机工装的制造周期。第一入口油路结构11和第二入口油路结构13均具有两个端部,由于第一入口油路结构11和第二入口油路结构13分别与中间油路
结构12相交,因此“外端”具体指代位于气缸盖100侧面的端部。具体的,该不同侧面优选前端侧面、后端侧面、进气侧面、排气侧面或底面,当第一入口油路结构11/第一入口油路结构11的外端位于前端侧面、后端侧面、进气侧面或排气侧面上时,通常需要对接外设的润滑系统,即气缸体与气缸盖100为分体润滑。当第一入口油路结构11/第一入口油路结构11的外端位于底面上时,由于底面与缸体对接,因此可以介入缸体的润滑系统,即整个发动机系统采用整体润滑。
55.具体的,本实施例中,第一入口油路结构11位于气缸盖毛坯10的上部、且靠近排气侧,便于在加工成型的第一入口油道120的开口布置管件。第一入口油路结构11具有水平方向投影分量,优选将第一入口油路结构11水平向内布置。当然,在某些实施例中,也可将第一入口油路结构11设置为倾斜结构,与水平方向的夹角应当小于45
°
。
56.具体的,本实施例中,中间油路结构12的外端位于气缸盖毛坯10的前端顶面中线处,通过设置在中线位置,使得该中间油路结构12所加工成型的中间油道130距离进、排气侧的间距相同,进、排气侧润滑液均匀分配。中间油路结构12具有竖直方向投影分量,优选将中间油路结构12竖直向下设置。当然,在某些实施例中,也可将中间油路结构12设置为倾斜向下,与竖直方向的夹角应当小于45
°
。
57.具体的,本实施例中,第二入口油路的外端位于气缸盖毛坯10的底面上,为了方便气缸盖100与缸体润滑系统连通,在第二入口油路的外端设有转接孔14,该转接孔14可以直接铸造成型,或者机械加工成型,该转接孔14的截面面积应大于第二入口油路所形成的第二入口油道140的截面面积,且转接孔14完全覆盖第二入口油路所形成的第二入口油道140。
58.转接孔14的位置需要与缸体上表面上油孔的位置相对,因此转接孔14的位置与中间油路结构12的轴向通常具有一定间距,使得第二入口油路结构13为倾斜结构。具体的第二入口油路结构13具有水平方向投影分量和竖直方向投影分量,也就是说,第二入口油路结构13相对于水平方向和竖直方向均倾斜。其中,第二入口油路的轴线与竖直方向的夹角为30
°
~60
°
,例如35
°
、41
°
、45
°
、48
°
、53
°
、57
°
等。
59.为方便油路对接,参见图2,本实施例中,该转接孔14为腰型孔,腰型孔的形状使得缸盖与缸体的装配密封具有一定容错能力,可降低油道布置难度。该转接孔14的深度为5mm~8mm,例如5.2mm、5.7mm、6.5mm、7.5mm等。腰型转接孔14具有一定的容积,可减少缸盖部分的机油压力波动,为缸盖部分的油道压力起一定的缓冲作用。
60.为方便排油,参见图3,本实施例中,气缸盖毛坯10的后端设有与气缸盖毛坯10内部油腔连通的回油孔160,回油孔160中安装有管接头170,管接头170与试验台架润滑系统相连通,保证机油的循环。
61.本实施例中,气缸盖毛坯10适配于凸轮轴安装在气缸盖100上的方案,即气缸盖100顶部预铸凸轮轴支座并机加工有润滑油道。具体参见图1和图2,气缸盖毛坯10的顶部设有凸轮轴支座,凸轮轴支座中设置有凸轮轴润滑油路150,凸轮轴润滑油路150与中间油路结构12相交,以使中间油路结构12通过机械加工成中间油道130后,中间油道130与凸轮轴润滑油路150连通。
62.具体参见图4和图6,凸轮轴润滑油路150包括进气侧润滑油路、排气侧润滑油路和进排气侧贯通油道151,进气侧润滑油路和排气侧润滑油路通过进排气侧贯通油道151连
通,整体呈对称结构,保证进、排气侧润滑油压相同。进排气侧贯通油道151与中间油路结构12相交,以使中间油路结构12通过机械加工成中间油道130后,中间油道130与凸轮轴润滑油路150连通。
63.具体的,进气侧润滑油路包括依次连通的进气可变气门正时系统循环油路152、进气凸轮轴中空油道153和进气凸轮轴颈供油斜孔154。排气侧润滑油路包括依次连通的排气可变气门正时系统循环油路155、排气凸轮轴中空油道156和排气凸轮轴颈供油斜孔157。其中,进气可变气门正时系统循环油路152和排气可变气门正时系统循环油路155通过进排气侧贯通油道151连通。进气可变气门正时系统循环油路152和排气可变气门正时系统循环油路155分别与进气侧凸轮轴颈油槽和排气侧凸轮轴颈油槽相通。
64.进气可变气门正时系统循环油路152和排气可变气门正时系统循环油路155为为vvt系统(可变气门正时系统)供油,保证vvt系统精准控制配气相位,润滑液润滑凸轮轴颈后会通过凸轮轴表面的油孔,进入凸轮轴内部的油路即进气凸轮轴中空油道153/排气凸轮轴中空油道156,润滑其他凸轮轴颈,最终由进气凸轮轴颈供油斜孔154/排气凸轮轴颈供油斜孔157排出凸轮轴,通过凸轮轴颈间隙泄油至缸盖油腔,并通过设置在气缸盖100后端的回油孔160排出,回流至台架润滑系统中,实现润滑液(例如机油)的循环。
65.实施例2:
66.基于同样的发明构思,本技术实施例一种气缸盖100,由上述实施例1的气缸盖毛坯10经过机械加工而成。具体参见图4和图5,该气缸盖100中设有连通的第一入口油道120和中间油道130,第一入口油道120由第一入口油路结构11经过机械加工而成;中间油道130由中间油路结构12经过机械加工而成。第一入口油道120和中间油道130的走向分别与第一入口油路结构11和中间油路结构12保持一致。
67.对于传统单缸机系统,其气缸体与气缸盖100为分体润滑,即缸盖设置有单独的润滑系统。本实施例的气缸盖100则适用于传统单缸机系统。缸盖具体加工工艺如下:
68.按直径φ6mm、钻深86mm在第一入口油路结构11中加工排气侧水平油路,形成第一入口油道120。进一步在排气侧水平油路的外端开口上加工螺纹规格m8
×
1,深度为18.5mm的直螺纹并装配相配合的管接头,管接头螺纹部需预涂密封胶,保证螺纹处的紧固密封,管接头一侧通过软管连接试验台架的润滑系统。
69.按直径φ8mm、钻深31mm在中间油路结构12中加工缸盖顶面中线的竖直向下油路,形成中间油道130,并使中间油道130与第一入口油道120贯通。中间油道130加工完后,对应的在气缸盖毛坯10的顶面中线处形成φ8mm油孔,该油孔与前端整体式凸轮轴支座的对应油道相对接。
70.具体参见图5,在凸轮轴支座底部设置有进排气侧贯通油路,该油路与凸轮轴颈油槽相通,润滑凸轮轴颈且为vvt系统(可变气门正时系统)供油,保证vvt系统精准控制配气相位,润滑液润滑凸轮轴颈后会通过凸轮轴表面的油孔,进入凸轮轴内部的油路即进气凸轮轴中空油道153/排气凸轮轴中空油道156,润滑其他凸轮轴颈,最终由进气凸轮轴颈供油斜孔154/排气凸轮轴颈供油斜孔157排出凸轮轴,通过凸轮轴颈间隙泄油至缸盖油腔,并通过设置在气缸盖100后端的回油孔160排出,回流至台架润滑系统中,实现润滑液(例如机油)的循环。
71.实施例3:
72.基于同样的发明构思,本技术实施例提供另一种气缸盖100,由上述实施例1的气缸盖毛坯10经过机械加工而成。具体参见图6和图7,该气缸盖100中设有连通的第二入口油道140和中间油道130,第二入口油道140由第二入口油路结构13经过机械加工而成;中间油道130由中间油路结构12经过机械加工而成。第二入口油道140和中间油道130的走向分别与第二入口油路结构13和中间油路结构12保持一致。
73.对于单缸缸盖-量产气缸体组成的新型热力学单缸机为整体润滑系统,即机油先经过缸体后经过缸盖,分别进入vvt系统和凸轮轴颈中,保证vvt系统的运转及凸轮轴颈的润滑。本实施例的气缸盖100则适用于上述单缸缸盖-量产气缸体组成的新型热力学单缸机。缸盖具体加工工艺如下:
74.从缸盖底面的腰形连接孔的缸盖侧端面按直径φ8mm、钻深71mm在第二入口油路结构13中沿设定倾斜角加工预铸油路结构,形成第二入口油道140,本实施例中倾斜角度为48
°
。按直径φ8mm、钻深31mm在中间油路结构12中加工缸盖顶面中线的竖直向下油路,形成中间油道130,并使中间油道130与第一入口油道120贯通。中间油道130加工完后,对应的在气缸盖毛坯10的顶面中线处形成φ8mm油孔,该油孔与前端整体式凸轮轴支座的对应油道相对接。
75.该单缸气缸体中设有缸体润滑油路310,机油经过机油泵加压后,先经过缸体主油道,润滑曲轴主轴承颈、为正时链张紧器提供油压,保证张紧导板始终贴合正时链,经过活塞冷却喷嘴对活塞进行冷却,剩余部分经过缸盖底面的腰形转接孔14、进入气缸盖100主油道。具体参见图5,在凸轮轴支座底部设置有进排气侧贯通油路,该油路与凸轮轴颈油槽相通,润滑凸轮轴颈且为vvt系统(可变气门正时系统)供油,保证vvt系统精准控制配气相位,润滑液润滑凸轮轴颈后会通过凸轮轴表面的油孔,进入凸轮轴内部的油路即进气凸轮轴中空油道153/排气凸轮轴中空油道156,润滑其他凸轮轴颈,最终由进气凸轮轴颈供油斜孔154/排气凸轮轴颈供油斜孔157排出凸轮轴,通过凸轮轴颈间隙泄油至缸盖油腔,并通过设置在气缸盖100后端的回油孔160排出,回流至台架润滑系统中,实现润滑液(例如机油)的循环。
76.实施例4:
77.基于同样的发明构思,本技术实施例提供一种热力学单缸机1000,该热力学单缸机1000是由量产多缸机改进而成。参见图8和图9,该热力学单缸机1000包括气缸体300、上述实施例3的气缸盖100以及盖板200。以量产四缸发动机改进成为热力学单缸机1000为例,气缸体300采用的是量产四缸发动机的气缸体300,结构未做改进,具体内容可以参考现有技术的相关公开,此处不展开说明。气缸盖100盖设于四缸气缸体300的第一缸,盖板200盖设于四缸气缸体300的二三四缸。在气缸体300与气缸盖100以及盖板200之间还设置有气缸垫,气缸垫密封气缸体300与气缸盖100组成的装配密封面。
78.气缸体300中设有缸体润滑油路310,机油经过机油泵加压后,先经过缸体主油道,润滑曲轴主轴承颈、为正时链张紧器提供油压,保证张紧导板始终贴合正时链,经过活塞冷却喷嘴对活塞进行冷却,剩余部分经过缸盖底面的腰形转接孔14、进入气缸盖100的第二入口油道140中。
79.参见图8,该热力学单缸机1000还包括发电机400、空调压缩机500、冷却系统600、润滑系统700等必要附件,冷却系统600主要包括水泵、散热器等,用于实现冷却液在发动机
中的循环流通,用于冷却气缸体300、气缸盖100。润滑系统700主要包括机油泵、机油冷却器、机油滤清器等,用于实现机油在发动机中的循环流通,用于润滑发动机的各运动副。上述各附件为发动机系统的常规配置,本实施例未做改进,详细内容可参照现有技术的相关公开,此处不展开说明。
80.实施例5:
81.本技术实施例提供一种热力学单缸机1000,该热力学单缸机1000是独立研发的热力学单缸机1000。参见图10,该热力学单缸机1000包括单缸气缸体300a和和上述实施例2的气缸盖100。该单缸气缸体300a采用的是现有技术中单缸机的气缸体,结构未做改进,具体内容可以参考现有技术的相关公开,此处不展开说明。在单缸气缸体300a与气缸盖100之间还设置有气缸垫,气缸垫密封单缸气缸体300a与气缸盖100组成的装配密封面。
82.本实施例的热力学单缸机1000中,单缸气缸体300a与气缸盖100分体润滑。该单缸气缸体300a中设有缸体润滑油路,机油经过机油泵加压后,先经过缸体主油道,润滑曲轴主轴承颈、为正时链张紧器提供油压,保证张紧导板始终贴合正时链,经过活塞冷却喷嘴对活塞进行冷却。气缸盖100的润滑油路具体参阅实施例2,此处不再赘述。
83.通过上述实施例,本发明具有以下有益效果或者优点:
84.1)本技术提供的气缸盖毛坯,根据两种发动机润滑系统原理的差异,在相同的缸盖毛坯基础上,通过不同的机加方案实现两种满足发动机实际功能需求的气缸盖成品,思路新颖,实施简便,可减少气缸盖毛坯种类便于通用化管理,并降低气缸盖的制造费用。
85.2)本技术提供的气缸盖毛坯以及对应的热力学单缸气缸盖,气缸盖前端集成式凸轮轴支座,其底部设置有进排气侧贯通的油道,并与气缸盖竖直上油道相通,同时为进排气侧凸轮轴颈润滑及vvt系统供油,实施简便,降低了润滑系统的油路布置难度,简化了润滑油路分布。
86.3)本技术提供的传统热力学单缸机,气缸体与气缸盖分体润滑,对于气缸盖,分别机加排气侧水平向内的横向油道、缸盖前端面中线附近竖直向下油道并使其贯通,通过前端集成式凸轮轴支座底部油路分别润滑进排气侧凸轮轴颈,并为vvt系统的工作提供实时油压。横向油道设置在气缸盖上部与竖直油道贯通,缩短了气缸盖油路路径,提高了油路润滑效果。
87.4)本技术提供的新型热力学单缸机为整体式润滑,分别沿缸盖底面腰形转接孔端面斜上机加油道、缸盖前端面中线附近竖直向下油道并使其贯通,通过前端集成式凸轮轴支座底部油路分别润滑进排气侧凸轮轴颈,并为vvt系统的工作提供实时油压。缸体与缸盖高压油道直接设置的腰形转接孔,可降低油道布置难度,腰型转接孔具有一定的容积,可减少缸盖部分的机油压力波动,为缸盖部分的油道压力起一定的缓冲作用。
88.5)本技术提供的热力学单缸机配置有上述的单缸气缸盖,并且该单缸气缸盖配合盖板共同设置在多缸气缸体上,由此形成的热力学单缸发动机既具备热力学单缸机的快速、成本低、易于调整等优势,又可利用量产多缸机的现有样机边界及试验工装,最终实现其成本、周期及试验效果等各方面的最优技术效果。
89.6)本技术提供的热力学单缸机,采用单缸气缸盖与量产多缸机边界组合形成的新型热力学发动机系统,既具备热力学单缸机的快速、成本低、易于调整等优势,又可利用量产多缸机的现有样机边界及试验工装,最终实现其成本、周期及试验效果等各方面的最优
效果,并且可用于量产多缸机燃烧系统的优化升级。
90.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
91.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。