1.本发明涉及金属塑性成形工艺与装备技术领域,特别涉及一种恒温防氧化棒线材送料装置及送料方法。
背景技术:
2.棒线材在建材、交通运输、机械加工等行业应用广泛。在斜轧棒线材生产线和以棒线材为原料的斜轧钢球生产线中,需要对坯料进行预热和保温使坯料达到工艺所需温度,现有的送料装置多采用感应加热炉加热,存在坯料受热不均匀,与空气接触易氧化等一些不足。
3.目前常用的送料装置多采用单层倾斜式料架,占地面积大,料架可容纳坯料数量较少,且坯料直径较小时容易产生坯料堆积;对于工业中应用很少的多层式料架,当不限制坯料直径时,易在工作轨道上产生堆积卡料;当限制坯料直径时,料架通用性降低,一种料架只能适用于单一规格坯料,提高了生产成本。
技术实现要素:
4.本发明的目的是至少克服现有技术的不足之一,提供了一种恒温防氧化棒线材送料装置及送料方法,棒线材有序排列在料架中,依靠自身重力依次进入出料槽,在推缸作用下进入下一工序,整个过程中保温炉提供恒定温度,循环通入的惰性气体有效防止棒线材发生氧化,有效提高产品质量。
5.本发明采用如下技术方案:一方面,本发明一种恒温防氧化棒线材送料装置,包括恒温储料单元、推缸、控制单元和机架;所述恒温储料单元包括保温炉和料轨;所述料轨用于放置棒线材,棒线材从上部进料槽进入所述料轨,并能依靠自身重力滚落到所述料轨底端的出料槽;所述料轨设置在所述保温炉内;所述保温炉炉体上设置有保护气的送气管道和排气管道;保护性气体一般为惰性气体;所述推缸,用于将位于所述出料槽内的棒线材沿其轴向推出所述出料槽;所述控制单元,用于控制所述推缸的推料速度和所述保温炉的温度;所述恒温储料单元和所述推缸均设置在所述机架上。
6.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述料轨整体呈s形折叠状,由多段直轨和弯轨连接形成;所述直轨上方设置直轨调节板,直轨调节板板面与直轨轨道面平行设置,直轨调节板与直轨之间所形成空间使得(仅容纳)单层棒线材滚动通过;所述弯轨上方设置弯轨调节板,弯轨调节板与弯轨所形成空间使得(仅容纳)单层棒线材滚动通过;所述出料槽设置用于调节所述出料槽宽度的出料槽调节板,所述出料槽两侧开放便于推缸推动棒线材。
7.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述直轨倾斜角度
选用为20
°‑
40
°
,角度过小棒线材不易下滑,角度过大导致装置整体高度过大。
8.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述料轨上侧挡板上设置第一调节孔用于安装直轨调节板和弯轨调节板。
9.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述直轨调节板、弯轨调节板、出料调节板的一侧连接螺柱,所述螺柱穿过所述料轨上设置的第一调节孔,所述第一调节孔两侧均设置调节螺母。
10.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述保温炉包括炉体和炉门;所述炉体两侧分别设置推缸入口和出料口,出料口与出料槽对应;所述推缸入口、出料槽和出料口均同轴设置;所述炉体两侧分别设置保护气的进气管道和排气管道;所述炉门中部设置支撑台,所述料轨设置在所述支撑台上;所述炉门下部设置滑轨,所述炉门通过所述滑轨与所述炉体实现开合。
11.所述入料口、出料筒、出料槽、推缸的几何中心同轴布置。
12.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述料轨设置在支架上,所述支架固定在所述支撑台上;所述料轨能随着所述炉门的开合而出进所述炉体。
13.如上所述的任一可能的实现方式,进一步提供一种实现方式,每段所述直轨调节板的末端与所述弯轨调节板连接处留有第一间隙,防止棒线材卡料和堆积;每段所述直轨调节板的起始端与所述弯轨调节板连接处留有第二间隙,保障棒线材滚落到所述直轨上。
14.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述第一间隙范围为1.2d-1.5d,所述第二间隙范围为1.5d-2.0d,d为棒线材直径。
15.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述直轨调节板的起始端设置有防止棒线材滑入所述直轨调节板上侧的上弯头,所述料轨上相应位置设置方孔使所述上弯头可以通过,避免影响调节板行程。
16.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述炉体的出料口安装出料筒,所述出料筒内径为1.2d,外部包覆保温材料,d为棒线材直径。
17.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述出料调节板位于所述出料槽处,用于调节出料槽的宽度b,使其等于棒线材直径d,使推缸精准推出棒线材。
18.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述保温炉的外壳由钢板和型钢支撑,炉衬采用耐火砖,炉衬和外壳之间填充保温材料。
19.如上所述的任一可能的实现方式,进一步提供一种实现方式,所述控制单元为控制柜,也可以为控制器、计算机等。控制单元与推缸控制连接,可以为有线方式,也可以为无线方式。控制柜可设置在机架上,也可以设置在控制室内。
20.另一方面,本发明还提供了一种恒温防氧化棒线材送料方法,所述方法使用上述的恒温防氧化棒线材送料装置,所述方法包括:s1、打开保温炉炉门,设置在炉门上的料轨随炉门打开而滑出保温炉炉体;s2、棒线材从上部进料槽进入料轨,依靠自身重力向下滚动,在直轨调节板的约束下,使得(仅容许)单层棒线材通过直轨;在弯轨调节板的约束下,使得(仅容许)单层棒线材滚动通过弯轨到下一段直轨;棒线材经过多段直轨和弯轨后到达料轨底部的出料槽;
s3、重复步骤s2,直至多个棒线材依次并排排布在料轨上;s4、闭合保温炉炉门,料轨随炉门的闭合而进入炉体内;控制保温炉到设定温度;保护性气体通过送气管道通入保温炉;s5、送料时,推缸将位于出料槽内的棒线材沿其轴向推出出料槽和出料筒,进入下一步工序;s6、推缸复位,相邻的棒线材向下滚动进入出料槽;s7、重复步骤s5、s6,实现棒线材的恒温防氧化连续送料。
21.本发明的有益效果为:棒线材有序放置在料架中,在自身重力作用下依次进入出料槽,在推缸作用下排出保温炉进入下一工序,保温炉设置有风道用于通入循环惰性气体,棒线材进入保温炉后始终处于恒温无氧环境,有效提高产品质量。
附图说明
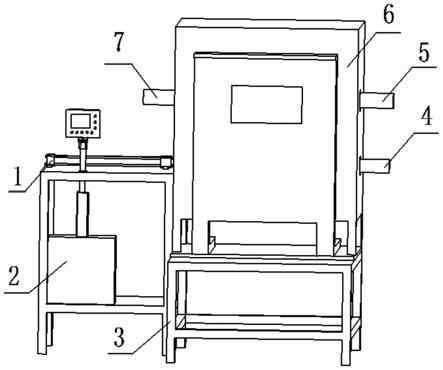
22.图1所示为本发明实施例一种恒温防氧化棒线材送料装置的整体结构示意图。
23.图2所示为实施例中料轨和炉门的安装结构示意图。
24.图3所示为实施例中保温炉炉体的结构示意图。
25.图4所示为实施例中炉门结构示意图。
26.图5所示为实施例中料轨结构示意图。
27.图6所示为实施例中直轨调节板和弯轨调节板示意图。
28.图7所示为实施例中出料槽及出料槽调节板的结构示意图。
29.图8所示为实施例中出料筒的结构示意图。
30.图中:1.推缸;2.控制柜(控制单元);3.机架;4.出料筒;5.排气管道;6.保温炉;7.送气管道;8.炉门;9.料架;10.料轨;11.支架;12.炉体;13.推缸入口;14.支撑台;15.滑轨;16.直轨调节板;17.弯轨调节板;18.上弯头;19.方孔;20.出料槽;21.出料槽调节板;22.进料槽。
具体实施方式
31.下文将结合具体附图详细描述本发明具体实施例。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。
32.如图1所示,本发明实施例一种恒温防氧化棒线材送料装置,作为温热斜轧钢球或棒线材产线的送料装置,可以提供恒温无氧环境,提高产品质量。所述推缸1、控制柜2、保温炉6有序放置在机架3上。
33.如图2和图3所示,所述保温炉6包括炉门8和炉体12。优选的,所述炉体12呈方形,其外壳由钢板和型钢支撑,炉衬采用耐火砖,炉衬和外壳之间填充保温材料。优选的,炉膛内设置温度传感器用于实时监测炉内温度,反馈给控制柜2以实时控制炉体12内恒温环境。
34.在一个具体实施例中,如图2和图4所示,所述炉门8底部设置滑轨15,炉门8通过滑轨15与炉体8实现开合;炉门8中部设置支撑台14,;料架9固定在支撑台14上,可以随炉门8运动;料架9由s形料轨10和支架11组成。
35.优选的,所述支架11由槽钢或角钢焊接形成,所述料轨10焊接或通过螺栓固定在
支架11上。优选的,所述料架9选取耐热钢或耐热陶瓷制成,使其耐热温度高于棒线材温度。
36.在一个具体实施例中,如图3所示,所述炉体12一侧底部设置推缸入口13,出料侧底部设置出料口并安装出料筒4;炉体12两侧面中部分别安装送气管道7和排气管道5用于通入惰性气体等保护性气体。
37.优选的,所述出料筒4,送气管道7和排气管道5均通过法兰盘安装在炉体上。
38.优选的,如图8所示,所述出料筒4内壁为耐热材料,外壳为钢板,外壳和内壁之间填充隔热材料;出料筒4长度根据产线确定,应尽可能接近轧机咬入口,防止棒线材降温。
39.在一个具体实施例中,如图5和图6所示,所述料轨10呈s形折叠状,由多段直轨和弯轨连接形成;所述直轨倾斜一定角度使棒线材可以依靠自身重力下滑;所述直轨上方设置直轨调节板16,直轨调节板16板面与直轨轨道面平行设置,直轨调节板16与直轨之间所形成空间仅容纳单层棒线材滚动通过;所述弯轨上方设置弯轨调节板17,弯轨调节板17与弯轨所形成空间仅容纳单层棒线材滚动通过。
40.在一个具体实施例中,所述直轨调节板16的起始端设置有防止棒线材滑入所述直轨调节板16上侧的上弯头18,所述料轨10上相应位置设置方孔19使所述上弯头18可以通过,避免影响调节板行程,如图6所示。
41.在一个具体实施例中,如图5-图7所示,料轨10的顶部设置有进料槽22;料轨10的轨道上设置有直轨调节板16、弯轨调节板17和出料槽调节板21;所述直轨调节板16、弯轨调节板17、出料调节板21的一侧固定连接螺柱,所述螺柱穿过所述料轨10上设置的第一调节孔,所述第一调节孔两侧均设置调节螺母。
42.调节板16、17、21通过螺栓螺母调节轨道宽度以适应一定范围内的不同直径的棒线材;s形料轨10的底部设置出料槽20,出料槽20的宽度通过出料槽调节板21调整至和棒线材直径相同。所述推缸入口13、出料筒4、出料槽17、推缸1的几何中心同轴布置,使得棒线材可以被顺利推出。料轨10长度可以根据产线需要进行调整。
43.在一个具体实施例中,料轨10初始宽度为25mm,调节板16、17厚度5mm,在使用直径为10mm的线材坯料时,通过调节板16、17将轨道宽度调整到12mm,使得棒线材可以有序排列通过。
44.本发明实施例还提供了一种恒温防氧化棒线材送料方法,所述方法使用上述的恒温防氧化棒线材送料装置,所述方法包括:s1、打开保温炉炉门8,设置在炉门8上的料轨10随炉门8打开而滑出保温炉炉体12;s2、棒线材从上部进料槽22进入料轨10,依靠自身重力向下滚动,在直轨调节板16的约束下,仅容许单层棒线材通过直轨;在弯轨调节板17的约束下,仅容许单层棒线材滚动通过弯轨到下一段直轨;棒线材经过多段直轨和弯轨后到达料轨10底部的出料槽20;s3、重复步骤s2,直至多个棒线材依次并排排布在料轨10上;s4、闭合保温炉炉门8,料轨随炉门8的闭合而进入炉体12内;控制保温炉到设定温度;保护性气体通过送气管道7通入保温炉;s5、送料时,推缸1将位于出料槽20内的棒线材沿其轴向推出出料槽20和出料筒4,进入下一步工序;s6、推缸1复位,相邻的棒线材向下滚动进入出料槽20;
s7、重复步骤s5、s6,实现棒线材的恒温防氧化连续送料。
45.本发明棒线材有序放入料轨10中,跟随炉门8进入保温炉内,保温炉内通过控制柜2保持恒温环境,并通入惰性气体放置棒线材氧化;推缸1推动出料槽20处的棒线材,使其进入出料筒4并最终排出装置,接着,棒线材在重力作用下在沿s形料轨10依次滑入出料槽20,直至整个料轨10上棒线材均被排出装置。
46.本发明结构简单成本低,棒线材温度保持恒定且不易氧化,有效提升产品质量,可作为温热斜轧成形钢球或棒线材生产线的入料装置,应用前景广阔。
47.本文虽然已经给出了本发明的几个实施例,但是本领域的技术人员应当理解,在不脱离本发明精神的情况下,可以对本文的实施例进行改变。上述实施例只是示例性的,不应以本文的实施例作为本发明权利范围的限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。