1.本实用新型涉及管材加工检测设备技术领域,尤其涉及一种管材输送筛选设备。
背景技术:
2.管材是建筑工程必需的材料,常用的有给水管、排水管、煤气管、暖气管、电线导管、雨水管等。随着科学技术的发展,家庭装修使用的管材也经历了普通铸铁管
→
水泥管
→
(钢筋混凝土管、石棉水泥管)
→
球墨铸铁管、镀锌钢管
→
塑料管及铝塑复合管的发展历程。
3.管材在出厂之前需要对其内圈进行检测,检测其内圈是否为符合标准尺寸的正圆形且内圈内壁是否存在凸起,现有技术中通常采用人工检测,这种检测方法可能会存在误差且较为耗费时间。
技术实现要素:
4.本实用新型提供一种管材输送筛选设备,以解决人工检测管材内圈是否为符合标准尺寸的正圆形且内圈内壁是否存在凸起,误差较大且较为耗费时间的技术问题。
5.本实用新型提供一种管材输送筛选设备,包括管材输送台、驱动调节装置、管材夹紧装置、内圈检测装置、合格输送台和非合格输送台,所述驱动调节装置设置在管材输送台的一侧,所述管材夹紧装置设置在驱动调节装置上,所述内圈检测装置设置在驱动调节装置的一侧,所述合格输送台和非合格输送台对称设置在驱动调节装置远离管材输送台的一侧。
6.进一步的,所述驱动调节装置包括第一调节组件、驱动电机和第二调节组件,所述第一调节组件设置在管材输送台的一侧,所述第一调节组件包括安装架、第一丝杆、限位杆、第一电机和滑动块,所述安装架设置在管材输送台的一侧,所述第一丝杆的两端分别与安装架的两侧转动连接,所述第一电机设置在安装架的一侧且第一电机的输出端与第一丝杆的一端连接,所述限位杆的两端分别与安装架的两端连接,所述滑动块套设在第一丝杆和限位杆上,所述驱动电机竖直设置在滑动块的顶端,所述第二调节组件与第一调节组件结构相同,所述第二调节组件呈竖直设置且第二调节组件中的安装架的底端与驱动电机的输出端连接。
7.进一步的,所述管材夹紧装置包括第二电机、支撑架、第一夹紧杆、第二夹紧杆、驱动杆、第二丝杆、电动推杆和夹紧套,所述电动推杆水平设置在第二调节组件中的滑动块的侧端,所述支撑架设置在电动推杆的输出端上,所述第一夹紧杆有两个,两个所述第一夹紧杆对称设置在支撑架的两侧且两个第一夹紧杆的一端分别与支撑架的侧端转动连接,所述第二夹紧杆有两个,两个所述第二夹紧杆呈对称设置且两个第二夹紧杆的一端分别与两个第一夹紧杆的另一端转动连接,所述驱动杆的两端分别与两个第二夹紧杆的中部转动连接,所述夹紧套有两个,两个所述夹紧套的侧端分别与两个第二夹紧杆的另一端转动连接,所述第二电机设置在支撑架远离夹紧套的一侧,所述第二电机输出端穿过支撑架的侧端并与第二丝杆的一端连接,所述第二丝杆的另一端穿过驱动杆的侧端并与驱动杆传动连接。
8.进一步的,所述内圈检测装置包括负压风机、输气箱、检测架、检测滑块和输气管,所述输气箱设置在管材输送台的一侧,所述负压风机设置在输气箱的下方且负压风机的出气口与输气箱的底端连通,所述检测架呈圆形设置,所述检测架的侧端呈圆形均匀地设置有若干贯通滑槽,所述检测滑块有若干个且每个检测滑块分别穿过检测架侧端的一个贯通滑槽,并且每个所述检测滑块均与检测架侧端的贯通滑槽滑动配合,所述检测架底部圆心处设置有圆形开口,所述输气管穿过检测架底部的圆形开口与检测架的顶端连接,所述输气管的顶端设有与若干个检测滑块位置对应的出风口,所述输气管的底端与输气箱的底端连通。
9.进一步的,所述检测架顶端设置有圆心校准传感器。
10.进一步的,还包括填充环,所述填充环套设在若干检测滑块的外侧,所述填充环为软性橡胶材质。
11.本实用新型通过改进在此提供一种管材输送筛选设备,与现有技术相比,具有如下改进及优点:
12.(1)通过驱动调节装置和管材夹紧装置控制待检测管材的内圈穿过检测架并位于若干检测滑块的外侧,启动负压风机,负压风机产生的风力通过输气箱进入输气管,对若干填充滑块产生推力,使其在检测架内向外侧滑动,直至每个检测滑块均与管材内圈的内部贴合,每个检测滑块上均设置有传感器,用于监测检测滑块的移动行程,每个检测滑块的移动行程一致,且通过计算得出管材的内径为标准尺寸,则代表管材内圈为符合标准尺寸的正圆形且内圈内壁不存在凸起,为合格的管材,若每个检测滑块的移动行程不一致,则管材检测不合格,实现了通过对管材内圈的尺寸是否标准和内圈内壁是否存在凸起进行检测,从而对管材进行筛选的效果。
13.(2)通过驱动调节装置和管材夹紧装置控制待检测管材的内圈穿过检测架时,检测架顶部的圆心校准传感器会检测待检测管材的圆心位置与检测架的圆心位置是否对准,若未对准,圆心校准传感器发射信号给驱动调节组件,驱动调节组件通过电动推杆和第一调节组件对待检测管材的位置进行微调,确保两者圆心对准,从而保证检测结果的准确性。
14.(3)填充环的使用确保检测滑块扩张时带动填充环进行扩张并与管材的内圈贴合,避免了检测滑块与管材的内圈直接接触对其造成损伤,同时由于填充环采用了延展性较好的橡胶材质,确保填充环与管材内圈的内壁完全贴合,不会产生缝隙,进一步提高了检测的精准度。
附图说明
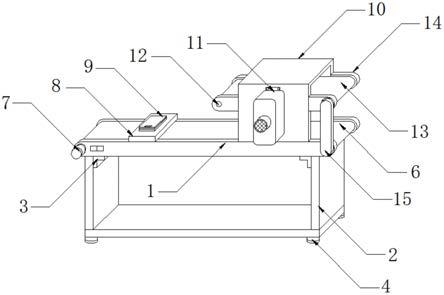
15.图1为本实用新型的整体结构示意图;
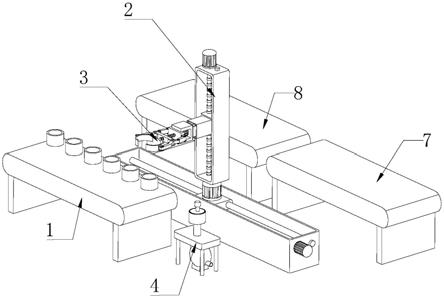
16.图2为本实用新型中驱动调节装置的立体结构示意图;
17.图3为本实用新型中管材夹紧装置的立体结构示意图一;
18.图4为本实用新型中管材夹紧装置的立体结构示意图二;
19.图5为本实用新型中内圈检测装置的立体结构示意图;
20.图6为本实用新型中内圈检测装置的局部结构爆炸示意图。
21.附图标记说明:
22.管材输送台1、驱动调节装置2、第一调节组件21、安装架211、第一丝杆212、限位杆
213、第一电机214、滑动块215、驱动电机22、第二调节组件23、管材夹紧装置3、第二电机31、支撑架32、第一夹紧杆33、第二夹紧杆34、驱动杆35、第二丝杆36、电动推杆37、夹紧套38、内圈检测装置4、负压风机41、输气箱42、检测架43、检测滑块44、输气管45、圆心校准传感器5、填充环6、合格输送台7、非合格输送台8。
具体实施方式
23.下面将结合附图1至图6对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.本实用新型通过改进在此提供一种管材输送筛选设备,包括管材输送台1、驱动调节装置2、管材夹紧装置3、内圈检测装置4、合格输送台7和非合格输送台8,所述驱动调节装置2设置在管材输送台1的一侧,所述管材夹紧装置3设置在驱动调节装置2上,所述内圈检测装置4设置在驱动调节装置2的一侧,所述合格输送台7和非合格输送台8对称设置在驱动调节装置2远离管材输送台1的一侧;管材在出厂之前需要对其内圈进行检测,检测其内圈是否为符合标准尺寸的正圆形且内圈内壁是否存在凸起,现有技术中通常采用人工检测,这种检测方法可能会存在误差且较为耗费时间,本装置中首先通过管材输送台1将一批待检测的管材上料到驱动调节装置2处,再通过管材夹紧装置3对管材依次夹紧并移动内圈检测装置4处进行内圈检测,检测完成后根据检测结果将其转送到合格输送台7或者非合格输送台8上进行下料即可,实现了通过对管材内圈的尺寸是否标准和内圈内壁是否存在凸起进行检测,从而对管材进行筛选的效果。
25.优选的,所述驱动调节装置2包括第一调节组件21、驱动电机22和第二调节组件23,所述第一调节组件21设置在管材输送台1的一侧,所述第一调节组件21包括安装架211、第一丝杆212、限位杆213、第一电机214和滑动块215,所述安装架211设置在管材输送台1的一侧,所述第一丝杆212的两端分别与安装架211的两侧转动连接,所述第一电机214设置在安装架211的一侧且第一电机214的输出端与第一丝杆212的一端连接,所述限位杆213的两端分别与安装架211的两端连接,所述滑动块215套设在第一丝杆212和限位杆213上,所述驱动电机22竖直设置在滑动块215的顶端,所述第二调节组件23与第一调节组件21结构相同,所述第二调节组件23呈竖直设置且第二调节组件23中的安装架211的底端与驱动电机22的输出端连接;所述管材夹紧装置3包括第二电机31、支撑架32、第一夹紧杆33、第二夹紧杆34、驱动杆35、第二丝杆36、电动推杆37和夹紧套38,所述电动推杆37水平设置在第二调节组件23中的滑动块215的侧端,所述支撑架32设置在电动推杆37的输出端上,所述第一夹紧杆33有两个,两个所述第一夹紧杆33对称设置在支撑架32的两侧且两个第一夹紧杆33的一端分别与支撑架32的侧端转动连接,所述第二夹紧杆34有两个,两个所述第二夹紧杆34呈对称设置且两个第二夹紧杆34的一端分别与两个第一夹紧杆33的另一端转动连接,所述驱动杆35的两端分别与两个第二夹紧杆34的中部转动连接,所述夹紧套38有两个,两个所述夹紧套38的侧端分别与两个第二夹紧杆34的另一端转动连接,所述第二电机31设置在支撑架32远离夹紧套38的一侧,所述第二电机31输出端穿过支撑架32的侧端并与第二丝杆36的一端连接,所述第二丝杆36的另一端穿过驱动杆35的侧端并与驱动杆35传动连接;控制
第一调节组件21中的第一电机214工作带动第一丝杆212旋转,带动滑动块215在第一丝杆212和限位杆213上滑动,从而带动设置在上方的管材夹紧装置3横向移动,控制第二调节组件23中的第一电机214工作,可以调节管材夹紧装置3的高度,控制驱动电机22工作可以带动安装在第二调节组件23上的管材夹紧装置3旋转,从而实现将管材输送台1上的管材移动至内圈检测装置4处或者转料到合格输送台7或非合格输送台8上的效果;通过驱动调节装置2控制管材夹紧装置3移动至待检测的管材处,控制第二电机31工作带动第二丝杆36旋转,从而带动驱动杆35移动,在第一夹紧杆33和第二夹紧杆34的配合下,带动两个夹紧套38同时从管材的两侧对其进行夹紧固定,直至将其完全固定。
26.优选的,所述内圈检测装置4包括负压风机41、输气箱42、检测架43、检测滑块44和输气管45,所述输气箱42设置在管材输送台1的一侧,所述负压风机41设置在输气箱42的下方且负压风机41的出气口与输气箱42的底端连通,所述检测架43呈圆形设置,所述检测架43的侧端呈圆形均匀地设置有若干贯通滑槽,所述检测滑块44有若干个且每个检测滑块44分别穿过检测架43侧端的一个贯通滑槽,并且每个所述检测滑块44均与检测架43侧端的贯通滑槽滑动配合,所述检测架43底部圆心处设置有圆形开口,所述输气管45穿过检测架43底部的圆形开口与检测架43的顶端连接,所述输气管45的顶端设有与若干个检测滑块44位置对应的出风口,所述输气管45的底端与输气箱42的底端连通;通过驱动调节装置2和管材夹紧装置3控制待检测管材的内圈穿过检测架43并位于若干检测滑块44的外侧,启动负压风机41,负压风机41产生的风力通过输气箱42进入输气管45,对若干填充滑块产生推力,使其在检测架43内向外侧滑动,直至每个检测滑块44均与管材内圈的内部贴合,每个检测滑块44上均设置有传感器,用于监测检测滑块44的移动行程,每个检测滑块44的移动行程一致,且通过计算得出管材的内径为标准尺寸,则代表管材内圈为符合标准尺寸的正圆形且内圈内壁不存在凸起,为合格的管材,若每个检测滑块44的移动行程不一致,则管材检测不合格,实现了通过对管材内圈的尺寸是否标准和内圈内壁是否存在凸起进行检测,从而对管材进行筛选的效果。
27.优选的,所述检测架43顶端设置有圆心校准传感器5;还包括填充环6,所述填充环6套设在若干检测滑块44的外侧,所述填充环6为软性橡胶材质;通过驱动调节装置2和管材夹紧装置3控制待检测管材的内圈穿过检测架43时,检测架43顶部的圆心校准传感器5会检测待检测管材的圆心位置与检测架43的圆心位置是否对准,若未对准,圆心校准传感器5发射信号给驱动调节组件,驱动调节组件通过电动推杆37和第一调节组件21对待检测管材的位置进行微调,确保两者圆心对准,从而保证检测结果的准确性;填充环6的使用确保检测滑块44扩张时带动填充环6进行扩张并与管材的内圈贴合,避免了检测滑块44与管材的内圈直接接触对其造成损伤,同时由于填充环6采用了延展性较好的橡胶材质,确保填充环6与管材内圈的内壁完全贴合,不会产生缝隙,进一步提高了检测的精准度。
28.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。