一种用于在线测量mini-led灯板翘曲度的测量系统及测量方法
技术领域
1.本发明涉及液晶显示技术领域,具体涉及一种用于在线测量mini-led灯板翘曲度的测量系统及测量方法。
背景技术:
2.电子行业的飞速发展及smt自动化插件设备和贴片设备的广泛使用,对印制板质量要求越来越高。如今随着hdi板、ic载板出现以及大量贴片元器件和ic芯片的应用,这对印制板的翘曲有着更严格的要求。mini-led灯板是由成千上万的led颗粒通过巨量转移的方式焊接在pcb板上。如果板块平整度达不到要求,将严重影响电路板的成品合格率,造成后续大量的虚焊、漏焊以及无法焊接的情况的发生,最终将严重影响灯板产品的使用性能。而目前传统的对pcb翘曲的测量方式大多数采用大理石测量台测量翘曲度,将待测量的板块平放在大理石测量台上判断线路板是否有翘曲,然后用塞规测出板翘的具体数值,这种采用人工判断翘曲的方法,漏检率大,且不同人员测试数据差异大,测量有效性待考量。
技术实现要素:
3.本发明提供一种能够实现对mini-led灯板的翘曲度高效、准确的测量和判断,进而进行分类的测量系统及测量方法。
4.为解决上述技术问题,本发明采用如下技术方案:
5.一种用于在线测量mini-led灯板翘曲度的测量系统,包括:
6.检测装置,所述检测装置包括第一送料模块、用于扫描mini-led灯板板厚信息的检测模块以及控制模块,其中,所述检测模块与控制模块电性相连;以及
7.分拣装置,所述分拣装置设置在检测装置下料端,且该分拣装置与控制模块电性相连,所述分拣装置包括第二送料模块以及收料模块;
8.其中,所述控制模块包括计算单元和比对单元,所述控制模块能够通过计算单元计算得出灯板翘曲度,并通过比对单元判断mini-led灯板是否满足要求。
9.优选的,所述第一送料模块、第二送料模块均为传送带。
10.优选的,所述检测模块包括对称设置在第一送料模块两侧的发射器以及集成模块,所述集成模块包括微透镜、扫描处理器、用于接收扫描处理器扫描所得灯板翘曲度的数据接收器以及用于存储被测灯板翘曲度的数据收集器。
11.优选的,所述计算单元包括判断模组,所述判断模组包括单点检测模式和多点检测模式。
12.优选的,所述比对单元包括阈值,当被测灯板翘曲度小于该阈值时,判定被测灯板为ok板;当被测灯板翘曲度大于该阈值时,判定被测灯板为ng板。
13.一种用于在线测量mini-led灯板翘曲度的测量方法,包括上述的测量系统,包括以下步骤:
14.s1:mini-led灯板沿检测装置输送,经检测装置扫描灯板板厚信息;
15.s2:根据上述s1得到的灯板板厚信息计算出灯板翘曲度;
16.s3:检测装置进而根据上述s2得到的灯板翘曲度判断灯板是否满足要求;
17.s4:检测装置控制分拣装置对ok灯板和ng灯板进行分类。
18.优选的,所述步骤s1中包括:
19.mini-led灯板沿第一送料模块移动时,发射器发射扫描信号;
20.集成模块中的微透镜将扫描的灯板厚度偏移光信息分割成多个子波前,并在像面形成光斑排列;
21.扫描处理器探测被测波前的子波前形成的光斑排列相对于标定光斑的偏移量,该偏移量即为被测灯板对应位置的翘曲度;以及
22.数据接收器接收扫描处理器探测所得的灯板翘曲度数据并存储在数据收集器内。
23.优选的,所述步骤s2中包括:
24.当处于单点检测模式时,所述判断模组查找扫描所得板厚信息中的最大的数据,并将其作为当前被测灯板的翘曲度;以及
25.当处于多点检测模式下时,所述计算单元中的判断模组首先判断当前被检测灯板的翘曲状态,如果当前被检测灯板属于龟翘状态,则查找扫描所得板厚信息中最大的数据并将其作为当前灯板的翘曲度;如果当前被检测板属于碗翘状态,则将扫描所得板厚信息与板厚相比,如果比板厚大的数据个数不超过当前被检测到的数据总量的1%,则设定当前被测灯板的翘曲度为所有板厚信息中最大的那个数据,否则当前被测灯板的翘曲度为板厚。
26.优选的,所述步骤s3中包括:
27.计算单元将计算出的灯板翘曲度与预设的阈值对比,判断待检灯板为ok板或ng板。
28.优选的,所述步骤s4中包括:
29.计算单元判断出的ok板和ng板沿第二送料模块输送;以及
30.计算单元进而通过机械手将ok板和ng板拨送至收料装置的相应位置,以完成mini-led灯板的分类。
31.由以上技术方案可知,本发明具有如下有益效果:当mini-led灯板通过检测模块时,因为有板的地方将会阻挡发射器发射的信号,从而在接收装置上无法响应位置的信号,通过位置的信息可以得到灯板的板厚,通过特定的算法和翘曲度定义,计算出灯板翘曲度,并与预设判断条件比对得出ok板和ng板,并通过后端的分拣装置实现自动分类,以实现对mini-led灯板的翘曲度高效、准确的测量和判断,以及分类。
附图说明
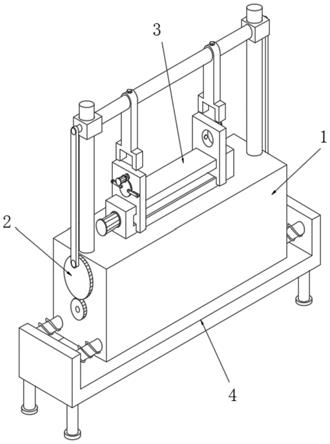
32.图1为本发明第一送料模块与检测模块连接的结构示意图;
33.图2为集成模块的结构示意图;
34.图3为多点模式的一个实施例的示意图;
35.图4为多点模式的另一个实施例的示意图;
36.图5为本发明的框图;
37.图6为本发明控制方法的流程图。
38.图中:10、检测装置;110、第一送料模块;120、检测模块;121、发射器;122、集成模块;1221、扫描处理器;1222、数据接收器;1223、数据收集器;130、控制模块;131、计算单元;1311、判断模组;132、比对单元;20、分拣装置;210、第二送料模块;220、收料模块。
具体实施方式
39.下面结合附图对本发明的一种优选实施方式作详细的说明。
40.实施例:
41.参照图1、图2、图5,一种用于在线测量mini-led灯板翘曲度的测量系统,包括检测装置10、分拣装置20,检测装置包括第一送料模块110、用于扫描mini-led灯板板厚信息的检测模块120以及控制模块130,其中,检测模块与控制模块电性相连,分拣装置设置在检测装置下料端,且该分拣装置与控制模块电性相连,分拣装置包括第二送料模块210以及收料模块220,控制模块130包括计算单元131和比对单元132,控制模块能够通过计算单元得出灯板翘曲度,并通过比对单元判断mini-led灯板是否满足要求,使用时,待检测的mini-led灯板沿着第一送料模块移动,通过检测模块扫描得到灯板的板厚信息,并将得到的板厚信息传递到控制模块,控制模块获取该板厚信息后通过翘曲度算法计算出板翘曲度,进而将得到的灯板翘曲度与预设的阈值对比,得出ok板和ng板,并且将该信息传递到分拣装置,分拣装置根据接收到的是ok板还是ng板而将灯板导入到第二送料模块210的相应位置,第二送料模块将ok板和ng板往前输送,将其送入收料模块220的对应位置,从而完成对mini-led灯板翘曲度的检测和分类。
42.进一步的,本发明中的第一送料模块110和第二送料模块210均为传动带。
43.作为本发明优选的技术方案,检测模块120包括对称设置在第一送料模块两侧的发射器121、以及集成模块122,集成模块包括微透镜、扫描处理器1221、用于接收扫描处理器扫描所得灯板翘曲度的数据接收器1222以及用于存储被测灯板翘曲度的数据收集器1223,使用时,微透镜将扫描的灯板厚度偏移光信息分割成多个子波前,该子波前即为被测灯板坐标化后的每个尺寸的位置信息,当平面波入射时,可在像面上呈现均匀排列的光斑,当入射波前存在变形时,则变形部分的子波前经对应微透镜后在像面的汇聚点将偏离理想像点,即在像面上形成非均匀光斑排列,扫描处理器1221探测被测波前的子波前光斑相对标定光斑的偏移量,就可测量各个子波前的偏移量,即为被测灯板各个位置的翘曲度,数据接收器1222接收扫描处理器探测所得的灯板翘曲度数据并存储在数据收集器1223内。
44.进一步的,计算单元131包括判断模组1311,其中,mini-led灯板翘曲度测试计算方法分为单点模式和多点模式,在单点检测模式下,计算单元131中的判断模组1311会在扫描得到的板厚数据之中查找最大的那个数据,并将其作为当前被检测灯板的最大翘曲高度;在多点检测模式下,计算单元131中的判断模组1311会先判断当前被检测板的龟翘或碗翘状态,如果当前被检测板属于龟翘状态,则将这些数据中最大的数据作为当前灯板的最大翘曲高度,以图3为例,如果当前被检测板属于碗翘状态,则综合考虑整块板的检测数据,以图4为例,碗翘状态时,当前被检测到的所有数据中,与当前板厚相比较,如果比板厚大的数据个数不超过当前被检测到的数据总量的1%,则设定当前被检测板的最大翘曲高度为所有数据中最大的那个数据,否则当前被检测板的最大翘曲高度为板厚。
45.作为本发明优选的技术方案,比对单元132包括阈值,当被测灯板翘曲度小于该阈值时,判定被测灯板为ok板;当被测灯板翘曲度大于该阈值时,判定被测灯板为ng板,由此,实现对被测灯板的分类。
46.参照图6,本发明还公开了一种用于在线测量mini-led灯板翘曲度的测量方法,包括以下步骤:
47.s1:mini-led灯板沿检测装置10输送,经检测装置扫描灯板板厚信息;
48.s2:根据上述s1得到的灯板板厚信息计算出灯板翘曲度;
49.s3:检测装置10进而根据上述s2得到的灯板翘曲度判断灯板是否满足要求;
50.s4:检测装置控制分拣装置20对ok灯板和ng灯板进行分类。
51.进一步的,步骤s1中包括:
52.mini-led灯板沿第一送料模块110移动时,发射器121发射扫描信号;
53.集成模块122中的微透镜将扫描的灯板偏移光信息分割成多个子波前,并在像面形成光斑排列;
54.扫描处理器1221探测被测波前的子波前形成的光斑排列相对于标定光斑的偏移量,该偏移量即为被测灯板对应位置的翘曲度;以及
55.数据接收器1222接收扫描处理器探测所得的灯板翘曲度数据并存储在数据收集器1223内。
56.进一步的,本发明对mini-led灯板翘曲度的测量分为单点模式和多点模式,因此步骤s2中也相应地分为两个模式,即步骤s2中包括:
57.当处于单点检测模式时,所述判断模组1311查找扫描所得板厚信息中的最大的数据,并将其作为当前被测灯板的翘曲度;以及
58.当处于多点检测模式下时,所述计算单元中的判断模组1311首先判断当前被检测灯板的翘曲状态,如果当前被检测灯板属于龟翘状态,则查找扫描所得板厚信息中最大的数据并将其作为当前灯板的翘曲度;如果当前被检测板属于碗翘状态,则将扫描所得板厚信息与板厚相比,如果比板厚大的数据个数不超过当前被检测到的数据总量的1%,则设定当前被测灯板的翘曲度为所有板厚信息中最大的那个数据,否则当前被测灯板的翘曲度为板厚。
59.进一步的,步骤s3中包括:
60.计算单元131将计算出的灯板翘曲度与预设的阈值对比,判断待检灯板为ok板或ng板,即当被测灯板翘曲度小于该阈值时,判断被测灯板为ok板;当被测灯板翘曲度大于该阈值时,判断被测灯板为ng板。
61.进一步的,步骤s4中包括:
62.计算单元131判断出的ok板和ng板沿第二送料模块210输送;以及
63.计算单元进而通过机械手将ok板和ng板拨送至收料装置220的相应位置,以完成mini-led灯板的分类。
64.为了验证mini-led灯板沿检测装置移动的速度大小对该测量系统的测试精度的影响,现选取50*100mm、200*300mm尺寸的mini-led灯板进行实验,实验设计参数如下表:
65.[0066][0067]
通过实验例和对比例,可以发现,该测量系统的精度在0速度与中(15m.min-1
)、低(8m.min-1
)速度下相当。
[0068]
以上所述实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。