1.本发明涉及一种拼焊工件定位装置,尤其涉及一种具有工件微调机构的拼焊接电磁铁定位装置。
背景技术:
2.目前,在对工件进行拼焊作业时,通常采用电磁铁定位装置来对工件进行定位。具体来说,电磁铁定位装置包括底座和两块电磁铁,两块电磁铁并排地安装在底座上,两块电磁铁之间留有一条工作缝隙,该工作缝隙的作用是给焊接作业的工件焊缝留出空隙,电磁铁的电源接线端与作业现场的工作电源连接。当要对工件进行拼焊作业时,将工件放置在电磁铁上,并将拼焊处置于工作缝隙处,电磁铁通电后产生的电磁吸引力则将工件固定住,从而达到将工件定位的目的。
3.然而,若要对环形工件的拼焊缝进行拼焊作业时,采用现有的电磁铁定位装置来对环形工件进行定位,由于拼焊处的两边属于同一个工件,两边定位时会互相干扰,从而就会出现拼焊处的拼接缝无法对准的情况。
技术实现要素:
4.本发明的目的在于提供一种具有工件微调机构的拼焊接电磁铁定位装置,该电磁铁定位装置能快速便捷地使工件的拼焊处准确对齐,从而提升了焊接质量,提高了工作效率。
5.为了实现上述技术目的,本发明采用如下技术方案:一种具有工件微调机构的拼焊接电磁铁定位装置,包括底座和两块电磁铁,所述两块电磁铁并排地安装在底座上,两块电磁铁之间留有一条工作缝隙;所述电磁铁定位装置还包括工件微调机构,所述工件微调机构安装在底座上;所述工件微调机构包括导向条、微调基块、偏心销和定位螺栓;所述偏心销的一端为圆柱形销头,偏心销的另一端为圆柱形销柱,所述销头的中轴线偏离销柱的中轴线;所述销头上设置有拧转工具接口;所述导向条安装在底座上,导向条的上部设置有导向结构,在导向条上沿着长度方向开设有若干定位螺纹孔;所述微调基块的下部构型与导向条上部的导向结构相匹配,微调基块的下部安置在导向条的导向结构上,微调基块的下部与导向条的导向结构滑动配合;所述微调基块上开设有定位安装孔,所述定位安装孔为长圆孔,微调基块的定位安装孔通过所述定位螺栓与导向条的定位螺纹孔连接;微调基块的上部设置有紧箍式销孔机构,所述偏心销的销柱插入在紧箍式销孔机构中;偏心销的销头的中轴线与电磁铁上表面所在的平面垂直,并且电磁铁上表面所在的平面经过偏心销的销头。
6.进一步地,所述工件微调机构为两组,所述两块电磁铁位于两组工件微调机构之间;工件微调机构中的导向条与两块电磁铁之间的工作缝隙平行。
7.进一步地,所述紧箍式销孔机构包括销孔座、螺栓座和顶紧螺栓;所述销孔座设置在微调基块的上部,所述销孔座的上端面处开设有销孔;在销孔座中开设有紧箍缝,所述紧
箍缝由销孔座的上端面开始并直至销孔座的内部结束,所述紧箍缝位于销孔所在处;所述紧箍缝将销孔座分为第一销座半部和第二销座半部;所述螺栓座设置在微调基块的上部,螺栓座位于第一销座半部的一侧,第一销座半部处于螺栓座与第二销座半部之间;螺栓座上开设有螺纹通孔;所述顶紧螺栓旋入在螺栓座的螺纹通孔中,顶紧螺栓顶压在销孔座的第一销座半部的侧面上;所述偏心销的销柱插入在销孔座上端面的销孔中。
8.进一步地,所述导向条上的导向结构为导向槽,所述微调基块的下部的宽度与导向条上导向槽的内侧宽度一致,微调基块的下部嵌入到导向条上的导向槽中,微调基块的下部与导向条的导向槽滑动配合。
9.进一步地,所述导向条上的导向结构为导向轨,所述微调基块的下部开设有滑轨槽,微调基块下部滑轨槽的内侧宽度与导向条的导向轨宽度一致,微调基块下部的滑轨槽安置在导向条的导向轨上,导向条的导向轨嵌入在微调基块下部的滑轨槽中,微调基块的滑轨槽与导向条的导向轨滑动配合。
10.进一步地,所述偏心销销头上设置的拧转工具接口为一字螺丝刀槽、十字螺丝刀槽或六角扳手插孔。
11.采用本发明的电磁铁定位装置对工件进行定位时,将工件放置在电磁铁上,并将工件的拼焊处置于工作缝隙处,电磁铁通电后产生的电磁吸引力将工件固定住。将工件微调机构的定位螺栓拧松并拆下,使微调基块沿着导向条移动,直至偏心销的销头抵靠在工件的边部,然后重新用定位螺栓固定住微调基块。调整紧箍式销孔机构松开偏心销,用调节工具来调节偏心销旋转,偏心销则能使工件产生微量的位移和变形,直至工件的拼焊处对齐后,调整紧箍式销孔机构重新箍紧偏心销,从而使工件的拼焊处准确定位,为精细的焊接作业创造条件。
12.本发明的电磁铁定位装置相对现有技术,其有益效果在于:采用本发明的电磁铁定位装置来定位工件,电磁铁定位装置中的工件微调机构能够对工件的拼焊处进行微量的调节,以使工件的拼焊处能够准确对齐,从而提升了焊接质量;而且调节定位操作过程简单、方便、快捷,从而提高了工作效率。
附图说明
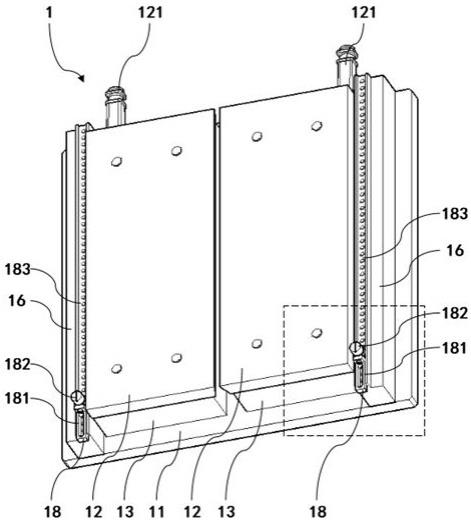
13.图1为本发明具有工件微调机构的拼焊接电磁铁定位装置的结构示意图;图2为图1中虚线方框处的放大示意图;图3本发明的电磁铁定位装置中的微调基块和偏心销的结构示意图;图4为采用本发明的电磁铁定位装置定位工件的示意图;图5为图4中虚线方框处的放大示意图。
14.图中:1-电磁铁定位装置、11-底座、12-电磁铁、121-电源接线端、13-磁铁安装座、16-微调机构安装座、18-工件微调机构、181-微调基块、182-偏心销、183-导向条、1831-定位螺纹孔、184-销孔座、185-螺栓座、186-顶紧螺栓、187-定位安装孔、188-第一销座半部、189-第二销座半部、2-工件。
具体实施方式
15.下面结合附图和具体实施例对本发明作进一步说明:
参见图1至图5,本实施方式提供了一种具有工件微调机构的拼焊接电磁铁定位装置,该电磁铁定位装置1能够快速便捷地使工件2的拼焊处准确对齐。
16.参见图1、图4和图5,本实施方式的电磁铁定位装置1包括底座11和两块电磁铁12,所述两块电磁铁12分别通过两个磁铁安装座13安装在底座11上,并且两块电磁铁12并排地安装在底座11上。两块电磁铁12之间留有一条工作缝隙,该工作缝隙的作用是给焊接作业的工件焊缝留出空隙。电磁铁12的电源接线端121与作业现场的工作电源连接(图中未示出),从而能够产生电磁吸引力。如图4和图5所示,当要对工件2进行拼焊焊接作业时,将工件2放置在电磁铁12上,并将拼焊处置于工作缝隙处,如图5中箭头b所指处,电磁铁12通电后产生的电磁吸引力则将工件2固定住,从而达到将工件2定位的目的。
17.参见图1、图2和图3,本实施方式的电磁铁定位装置1还包括两组工件微调机构18,所述两组工件微调机构18均安装在底座11上,并且两组工件微调机构18分开在两块电磁铁12的两侧安装,即,两块电磁铁12位于两组工件微调机构18之间。具体来说,每组工件微调机构18的结构设置如下:每组工件微调机构18均包括导向条183、微调基块181、偏心销182和定位螺栓(图中未示出)。
18.所述偏心销182的一端为圆柱形销头,偏心销182的另一端为圆柱形销柱,销头的直径大于销柱的直径,且销头的中轴线偏离销柱的中轴线,从而形成偏心的效果。所述销头的端面上设置有拧转工具接口,该拧转工具接口为一字螺丝刀槽。
19.所述导向条183通过微调机构安装座16安装在底座11上,且与两块电磁铁12之间的工作缝隙平行。导向条183的上部设置有导向结构,该导向结构为导向槽。所述微调基块181的下部的宽度与导向条183上导向槽的内侧宽度一致,微调基块181的下部嵌入到导向条183上的导向槽中,微调基块181的下部与导向条183的导向槽滑动配合。
20.参见图2和图3,在导向条183上沿着长度方向还开设有若干定位螺纹孔1831。所述微调基块181上开设有上下通透的定位安装孔187,所述定位安装孔187为长圆孔,定位安装孔187的方位与导向条183上开设的定位螺纹孔1831相匹配,微调基块181的定位安装孔187通过所述定位螺栓(图中未示出)与导向条183的定位螺纹孔1831连接。
21.微调基块181的上部设置有紧箍式销孔机构,所述偏心销182的销柱插入在紧箍式销孔机构的销孔中,紧箍式销孔机构能够将偏心销182箍紧或松开。
22.参见图3,本实施方式的紧箍式销孔机构包括销孔座184、螺栓座185和顶紧螺栓186。
23.所述销孔座184设置在微调基块181的上部,所述销孔座184的上端面处开设有销孔。在销孔座184中开设有紧箍缝(如图3中箭头a所指处),所述紧箍缝由销孔座184的上端面开始并直至销孔座184的内部结束,所述紧箍缝位于销孔所在处,该紧箍缝将销孔座184分成了两半,其中一半为第一销座半部188,另一半为第二销座半部189。
24.所述螺栓座185固定设置在微调基块181的上部且位于第一销座半部188的一侧,并且第一销座半部188处于螺栓座185与第二销座半部189之间。螺栓座185上开设有螺纹通孔,该螺纹通孔正对着第一销座半部188,而顶紧螺栓186则旋入到螺栓座185的螺纹通孔中,并且顶紧螺栓186顶压在销孔座184的第一销座半部188的侧面上。
25.所述偏心销182的销柱插入在销孔座184上端面的销孔中。当拧紧顶紧螺栓186,使
其顶紧第一销座半部188时,第一销座半部188和第二销座半部189则会将偏心销182箍紧,偏心销182则无法旋转动作;相反地,若拧松顶紧螺栓186,使其与第一销座半部188脱离接触时,第一销座半部188和第二销座半部189则会将偏心销182松开,偏心销182则可在销孔内旋转动作。
26.需要注意的是,偏心销182的销头的中轴线须与电磁铁12上表面所在的平面垂直,并且电磁铁12上表面所在的平面应经过偏心销182的销头,即,所述偏心销182的销头应略凸出于电磁铁12上表面所在的平面。
27.参见图3、图4和图5,使用本实施方式的电磁铁定位装置1对工件2进行定位的过程如下:如前所述,将工件2放置在电磁铁12上,并将工件2的拼焊处置于工作缝隙处(如图5中箭头b所指处),电磁铁12通电后产生的电磁吸引力则将工件2固定住。此时,由于工件2是环形工件,工件2的拼焊处很难对准,在这样的情况下,可将两组工件微调机构18的定位螺栓拧松并拆下,使微调基块181沿着导向条183移动并靠近工件2的边部,直至偏心销182的销头抵靠在工件2的边部,然后将定位螺栓重新旋入导向条183上与微调基块181的定位安装孔187对应的定位螺纹孔1831中并拧紧固定。然后,拧松顶紧螺栓186,第一销座半部188和第二销座半部189则会松开偏心销182,用一字螺丝刀来调节偏心销182旋转,偏心销182上偏心的销头则能使工件2产生微量的位移和变形,直至工件2的拼焊处对齐后,再将顶紧螺栓186拧紧,从而使工件2的拼焊处准确对准。两组工件微调机构18同时配合调节,则能使工件2的拼焊处准确对齐,从而为精细的焊接作业创造条件。
28.本实施方式的电磁铁定位装置1相对于现有技术来说,其优点在于:采用本实施方式的电磁铁定位装置1来定位工件2,电磁铁定位装置1中的工件微调机构18能够对工件2的拼焊处进行微量的调节,以使工件2的拼焊处能够准确对准,从而提升了焊接质量;而且调节定位操作过程简单、方便、快捷,从而提高了工作效率。
29.此外,在其它实施方式中,所述导向条183上的导向结构不限于导向槽,还可以是其它能够实现导向功能的结构,而微调基块181的下部构型则须与导向条183上部的导向结构相匹配。比如在另一个实施方式中,导向条183上的导向结构还可以为导向轨,微调基块181的下部开设滑轨槽,微调基块181下部滑轨槽的内侧宽度与导向条183的导向轨宽度一致,微调基块181下部的滑轨槽安置在导向条183的导向轨上,导向条183的导向轨嵌入在微调基块181下部的滑轨槽中,微调基块181的滑轨槽与导向条183的导向轨滑动配合。
30.在其它实施方式中,所述偏心销182销头上设置的拧转工具接口不限于一字螺丝刀槽,还可以根据需要设置为十字螺丝刀槽或六角扳手插孔,等等,以配合使用不同工具来转动偏心销182。
31.此外,在其它实施方式中,工件微调机构18的数量及具体安装方位,可根据实际需求来确定。
32.以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围,因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。