1.本实用新型涉及燃料电池生产设备技术领域,具体而言,涉及一种燃料电池薄板送料装置及加工设备。
背景技术:
2.在燃料电池的生产过程重,需要对薄板进行加工,例如对薄板进行冲压成型,从而加工制成极板等零部件。
3.然而发明人发现,燃料电池使用的薄板基材厚度在0.1mm-0.2mm,厚度较小,现有技术中,在对薄板进行冲压加工,以制成燃料电池的零部件时,存在冲压成型的产品质量低的问题,进而增加了生产成本,同时生产效率低下。
技术实现要素:
4.本实用新型的目的包括,例如,提供了一种燃料电池薄板送料装置,其能够改善现有技术中薄板冲压质量低、生产承办高、生产效率低的技术问题。
5.本实用新型的目的还包括,提供了一种加工设备,其能够改善现有技术中薄板冲压质量低、生产承办高、生产效率低的技术问题。
6.本实用新型的实施例可以这样实现:
7.本实用新型的实施例提供了一种燃料电池薄板送料装置,其包括上料结构、清理结构以及涂油结构,所述上料结构、所述清理结构以及所述涂油结构依次设置以形成供薄板输送的输送通路;所述清理结构用于对所述薄板两侧面的杂质进行清理,所述涂油结构用于对所述薄板的侧面涂抹润滑油。
8.可选的,所述清理结构包括吹扫件,所述吹扫件具有上下间隔设置的第一吹风口和第二吹风口,且所述第一吹风口和所述第二吹风口之间具有供所述薄板通过的间隙,所述第一吹风口和所述第二吹风口分别用于对所述薄板的两侧面进行吹扫清理。
9.可选的,所述清理结构还包括擦拭件,沿所述输送通路,所述擦拭件位于所述吹扫件远离所述上料结构的一侧;所述擦拭件用于对所述薄板的侧面进行擦拭。
10.可选的,所述涂油结构相对设置在所述擦拭件上侧,所述涂油结构和所述擦拭件之间形成供所述薄板通过的间隙;所述涂油结构用于在所述擦拭件对所述薄板的下侧面擦拭的情况下,对所述薄板的上侧面涂抹润滑油。
11.可选的,所述涂油结构具有储油腔室以及多孔壁面,所述储油腔室通过所述多孔壁面与外界连通;所述多孔壁面背离所述储油腔室的一侧用于在所述薄板的侧面涂抹润滑油。
12.可选的,所述燃料电池薄板送料装置还包括跑偏检测结构,沿所述输送通路,所述跑偏检测结构设置在所述涂油结构远离所述清理结构的一侧。
13.可选的,所述燃料电池薄板送料装置还包括校平结构,所述校平结构用于校平所述薄板;沿所述输送通路,所述校平结构设置在所述跑偏检测结构远离所述涂油结构的一
第一吹风口;143-第二吹风口;144-第一间隙;145-进气口;146-擦拭件;150-涂油结构;151-储油腔室;152-多孔壁面;153-储油层;160-跑偏检测结构;170-校平结构;171-第一矫直轮;172-第二矫直轮;173-驱动轮;174-从动轮;180-防卷料结构;181-压板;182-驱动气缸;200-薄板。
具体实施方式
28.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本实用新型的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
32.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
33.需要说明的是,在不冲突的情况下,本实用新型的实施例中的特征可以相互结合。
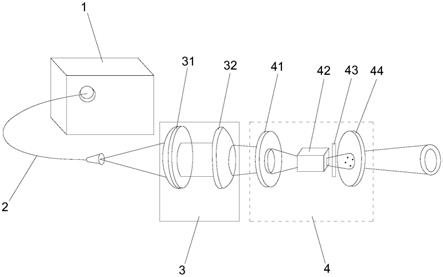
34.图1为本实施例提供的燃料电池送料装置的整体结构示意图。请参照图1,本实施例提供了一种燃料电池薄板送料装置100,相应地,提供了一种加工设备(图未示出)。
35.加工设备包括燃料电池薄板送料装置100,同时加工设备还包括冲压装置(图未示出),燃料电池薄板送料装置100将薄板200物料输送至冲压装置,并在冲压装置的作用下冲压成型。
36.燃料电池薄板送料装置100包括上料结构110、清理结构140和涂油结构150。上料结构110、清理结构140以及涂油结构150依次设置,从而形成供薄板200输送的输送通路,输送通路即为燃料电池薄板送料装置100中各个对薄板200进行加工处理的部件所形成的通道,如此在薄板200从上料结构110出料后,依次经过清理结构140、涂油结构150进行输送。清理结构140用于对薄板200两侧面的杂质进行清理,从而避免输送至冲压结构的薄板200由于表面存在杂质而影响冲压成型后的产品质量。同时涂油结构150用于对薄板200的侧面涂抹润滑油,通过润滑油能够对薄板200基材增加润滑,在薄板200在冲压成型过程中起到润滑作用,薄板200成型质量提高,从而提高生产效率,降低生产成本。
37.下面对本实施例提供的燃料电池薄板送料装置100进行进一步说明:
38.图2为图1中ⅱ处的局部结构放大示意图。请结合参照图1和图2,在本实施例中,燃
料电池薄板送料装置100包括机架123,上料结构110设置在机架123一端,从而使该端构成输送通路的上料端。
39.上料结构110包括驱动件(图未示出)以及与驱动件传动连接的料棍111,使用时将薄板200卷绕形成的料卷套入料棍111。同时料棍111的外周设置有气动件112,气动件112具有多个弧形片状支撑板,在气压力作用下多个弧形片状支撑板向远离料棍111的方向撑开,从而将料卷夹紧。而且上料结构110还包括第一抵挡件113和第二抵挡件114,第一抵挡件113与料棍111间隔设置,且第一抵挡件113沿料棍111的轴向延伸,如此当料卷套入料棍111后,第一抵挡件113抵触在料卷的径向外侧,从而通过第一抵挡件113辅助气动件112将料卷夹紧。第二抵挡件114沿料棍111的径向延伸,且当料卷套入料棍111后,第二抵挡件114抵挡在料卷轴向的一侧,如此实现料卷的定位以及便于进行后续的放卷送料。
40.进一步地,上料结构110还包括设置在料棍111下侧的托料滚轮115,托料滚轮115用于支撑从料卷上放出的薄板200物料,并引导薄板200向下一结构延伸。在本实施例中,托料滚轮115上设置有第一光电感应开关(图未示出),第一光电感应开关用于检测料卷至第一光电感应开关所在位置的距离,如此在气动件112将料卷夹紧、料卷外扩的过程中,当第一光电感应开关检测到的距离小于预设距离,即表明可以进行送料,此时驱动件启动以开始进行送料工作。
41.进一步地,燃料电池薄板送料装置100还包括控制结构121,第一光电感应开关以及驱动件等燃料电池薄板送料装置100的其他电动结构均与控制结构121电连接,以在控制结构121的控制下运行。
42.图3为本实施例提供的燃料电池薄板送料装置100中限位结构130处的结构示意图。请结合参照图1-图3,在本实施例中,燃料电池薄板送料装置100还包括限位结构130,沿输送通路,限位结构130设置在清理结构140靠近上料结构110的一侧,即从上料接送输送出来的薄板200沿输送通路经过限位结构130后运动至清理结构140,通过限位结构130对薄板200宽度方向上的位置进行限定,从而保证薄板200的输送位置准确性。
43.可选地,燃料电池薄板送料装置100还具有设置在机架123上的承接件122,承接件122与用于承接从托料滚轮115输送来的薄板200,并将薄板200导向后续结构进行作业。限位结构130设置在承接件122上,在本实施例中,限位结构130包括相对间隔设置的第一限位件131和第二限位件132,第一限位件131和第二限位件132之间即形成供薄板200输送的通道,该通道即作为输送通路的一部分,第一限位件131和第二限位件132即可看作沿垂直该处输送通路的方向设置。第一限位件131和第二限位件132分别与薄板200的宽度方向的两端部限位接触,从而对薄板200的宽度方向上的位置进行限定。
44.进一步地,第一限位件131和第二限位件132中的至少一个与承接件122滑动配合,以改变第一限位件131和第二限位件132之间的距离,从而适应不同宽度尺寸的薄板200的输送限位。
45.图4为本实施例提供的燃料电池薄板送料装置100中吹扫件141的结构示意图。请结合参照图1-图4,在本实施例中,清理结构140包括吹扫件141。吹扫件141具有上下间隔设置的第一吹风口142和第二吹风口143,且第一吹风口142和第二吹风口143之间还具有供薄板200通过的间隙,该间隙为第一间隙144,且第一间隙144亦为输送通路的一部分。当薄板200沿第一间隙144输送时,第一吹风口142和第二吹风口143分别向薄板200的上下两侧面
吹风,从而实现对薄板200的上下两侧面进行吹扫清理。
46.具体地,第一吹风口142和第二吹风口143均为长条形孔,如此第一吹风口142和第二吹风口143能够保证薄板200宽度方向上各处的吹扫效果。可以理解的,在其他实施例中,也可以将第一吹风口142和第二吹风口143设置为沿第一间隙144的延伸方向分布的多个孔。进一步地,吹扫件141上还设置有进气口145,在吹扫件141内部动力的作用下,气体从进气口145吸入吹扫件141并从第一吹风口142和第二吹风口143吹出。
47.进一步地,在本实施例中,清理结构140还包括安装在机架123上的擦拭件146,沿输送通路,擦拭件146位于吹扫件141远离上料结构110的一侧,即在薄板200的输送过程中,薄板200在经过吹扫件141进行吹扫清理后,运动至擦拭件146处实现对薄板200的侧面进行擦拭清理。
48.进一步地,涂油结构150相对设置在擦拭件146的上侧,且涂油结构150与擦拭件146之间形成供薄板200通过的间隙,该间隙为第二间隙。如此当薄板200通过第二间隙时,薄板200的上侧面与涂油结构150接触,通过涂油结构150在薄板200的上侧面涂抹润滑油,薄板200的下侧面与擦拭件146接触,通过擦拭件146对薄板200的下侧面进一步清洁。可选地,擦拭件146为毛毡。
49.图5为本实施例提供的燃料电池薄板送料装置100中涂油结构150的剖面结构示意图。请结合参照图1-图5,在本实施例中,涂油结构150为板状结构,其具有储油腔室151以及多孔壁面152,多孔壁面152上具有多个微型渗透孔,储油腔室151通过微型渗透孔与外界连通,如此从储油腔室151经微型渗透孔渗出多孔壁面152的润滑油涂抹至多孔壁面152的外侧面接触的薄板200的上侧面,实现对薄板200的上侧面的润滑油涂附。进一步地,涂油结构150还包括设置在储油腔室151的储油层153,储油层153能够吸收润滑油,以使润滑油缓慢渗出,润滑油的涂抹更加均匀,同时有助于降低润滑油的损耗。可选地,储油层153为毛毡。
50.进一步地,燃料电池薄板送料装置100还包括与涂油结构150连通的储油罐124,储油罐124安装在涂油结构150旁,并向涂油结构150供给润滑油,形成封闭式结构,可以有效降低车间环境污染,以及合理使用润滑油。
51.在本实施例中,燃料电池薄板送料装置100还包括跑偏检测结构160,跑偏检测结构160设置在机架123上,且沿输送通路,跑偏检测结构160设置在涂油结构150远离清理结构140的一侧,即薄板200在输送过程中,越过涂油结构150所在位置后到达跑偏检测结构160。跑偏检测结构160用于检测薄板200位置是否偏离预设位置,从而保证从燃料电池薄板送料装置100输出的薄板200能够精准进入冲压装置的裁切指定位置,且跑偏检测结构160与控制结构121电连接,如此在跑偏检测结构160检测到薄板200位置发生偏离时,控制结构121控制燃料电池薄板送料装置100或者进行报警等。显然地,此处也可以增加与控制结构121电连接的导向结构(图未示出),如此控制结构121根据跑偏检测结构160的检测结果控制导向结构,以将薄板200导向正确位置。
52.可选地,跑偏检测结构160包括相对的两个光电感应开关,该两个光电感应开关分别为第二光电感应开关和第三光电感应开关。第二光电感应开关和第三光电感应开关分别与薄板200宽度方向两端的端部对应,如此当第二光电感应开关和第三光电感应开关中的一个未检测到薄板200时,则说明薄板200出现跑偏的问题。
53.图6为本实施例提供的燃料电池薄板送料装置100中校平结构170出的结构示意
图。请结合参照图1-图6,进一步地,燃料电池薄板送料装置100还包括校平结构170,校平结构170设置在机架123上,通过校平结构170能够将薄板200校平,从而保证从燃料电池薄板送料装置100输送进入冲压装置的薄板200的平整度。同时沿输送通路,校平结构170设置在跑偏检测结构160远离涂油结构150的一侧,如此经过跑偏检测结构160后具有精确定位的薄板200进入校平结构170中进行校平。
54.可选地,校平结构170包括上下设置的第一矫直轮171和第二矫直轮172,第一矫直轮171和第二矫直轮172之间形成供薄板200通过的通道,通过第一矫直轮171和第二矫直轮172的共同作用实现薄板200的校平。第一矫直轮171的数量为多个,多个第一矫直轮171沿薄板200的输送方向依次设置,而且第二矫直轮172的数量也为多个,多个第二矫直轮172也沿薄板200的输送方向依次设置,同时沿薄板200的输送方向,多个第一矫直轮171和多个第二矫直轮172交错设置。
55.校平结构170还包括驱动第一矫直轮171转动的驱动轮173以及设置在相邻两个第一矫直轮171之间的从动轮174,驱动轮173与一第一矫直轮171啮合,从而带动该第一矫直轮171转动,从动轮174的数量与第一矫直轮171的数量对应,通过从动轮174与相邻两个第一矫直轮171的啮合,带动多个第一矫直轮171同步同向转动。
56.在本实施例中,燃料电池薄板送料装置100还包括防卷料结构180,防卷料结构180设置在机架123上,且沿输送通路,防卷料结构180设置在校平结构170远离跑偏检测结构160的一侧,在本实施例中,防卷料结构180位于输送通路的尾端,即薄板200离开防卷料结构180后即可看作从燃料电池薄板送料装置100的输送通路输出。在燃料电池薄板送料装置100与冲压装置之间具有一定距离的情况下,送料时薄板200可能会产生卷料情况,通过在输送通路的尾端设置防卷料结构180,能够保证在燃料电池薄板送料装置100与冲压装置之间具有一定距离的情况,薄板200也可以平整地送入冲压装置内。
57.防卷料结构180具有驱动气缸182以及与机架123转动连接的压板181,驱动气缸182的两端分别与机架123以及压板181连接,从而驱动压板181相对机架123转动。在薄板200输送具有卷料可能的情况下,压板181下压在薄板200上,保证薄板200的平整度。
58.根据本实施例提供的一种燃料电池薄板送料装置100,燃料电池薄板送料装置100的工作原理是:
59.使用时,首先将料卷放入上料结构110,使用气动件112将料卷夹紧,然后根据冲压装置的使用进行送料。送料时,薄板200依次经过限位结构130、吹扫件141到达擦拭件146上方,然后将涂油结构150安装至擦拭件146上方,以对薄板200的上侧面涂抹润滑油,随后薄板200继续输送并依次经过跑偏检测结构160、校平结构170以及防卷料结构180,实现对薄板200的输送。
60.本实施例提供的一种燃料电池薄板送料装置100至少具有以下优点:
61.本实用新型的实施例提供的燃料电池薄板送料装置100通过设置吹扫件141保证了薄板200表面的清洁度,同时设置的涂油结构150在薄板200表面涂抹润滑油,使薄板200具有一定润滑,同时也有助于擦拭掉薄板200表面的异物。跑偏检测结构160能够在送料国策灰姑娘中检测薄板200是否存在跑偏现象,并进行报警,以及设置的校平结构170能够对薄板200出现的弯曲进行校平处理,在冲压前保证薄板200平整。如此该燃料电池薄板送料装置100能够有效改善冲压质量,而且可以改善冲压过程中对模具造成损伤的情况,生产效
率和质量均获得提升。
62.本实施例也提供了一种加工设备,其包括上述的燃料电池薄板送料装置100。由于该加工设备包括燃料电池薄板送料装置100,因此也具有燃料电池薄板送料装置100的全部有益效果。
63.综上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。