1.本实用新型涉及一种车基面气门芯一体机,属于轮毂加工制造技术领域。
背景技术:
2.铸造后的轮毂车基面和气门芯钻孔是两个相邻但不同的工艺加工过程,在摩托车轮毂自动生产产线设计中,市场上专机的加工工艺有诸多相似之处,还需要将两种专机用输送线连接起来,形成物流自动化,还有生产设计布局有时受限于场地和资金限制。
3.目前也有很多公司在研究如何实现自动化工艺流程,由人工上下料改为机械手上下料,物流方式改为输送线形式,整体实现了自动化,但是增加了物流产线,增大了厂区占地面积,产线上易混料,对设备造成损坏,还需增加其他识别设备进行分拣,输送到对应设备加工,这样增加了改造成本,维护也比较困难,基于以上几个难点,急需一种车基面气门芯一体机。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供了一种车基面气门芯一体机,能够完成轮毂车基面和轮毂视觉定位自动打孔。
5.本实用新型是通过以下技术方案来实现的:
6.一种车基面气门芯一体机,包括配合使用的初定位机构,车基面机构和钻孔机构,所述钻孔机构包括精定位机构和钻床机构,所述精定位机构包括配合使用的内撑机构和压紧机构,所述内撑机构包括底座,所述底座上设置有至少两个固定杆,所述底座上设置有滑轨,所述滑轨内设置有可在滑轨内移动的连接杆,所述连接杆连接所述固定杆。
7.所述的一种车基面气门芯一体机,所述底座上设置有固定座,所述固定杆位于固定座的两侧。
8.所述的一种车基面气门芯一体机,所述初定位机构和车基面机构之间、车基面机构和钻孔机构之间均设置有搬运机构,所述搬运机构包括支撑座,所述支撑座上设置有翻转座,所述翻转座上设置有夹手。
9.所述的一种车基面气门芯一体机,所述夹手包括可在所述翻转座上移动的移动座,所述移动座上设置有配合使用的左夹爪和右夹爪,所述左夹爪和右夹爪的前端具有v型面。
10.所述的一种车基面气门芯一体机,所述初定位机构包括工作台,所述工作台上设置有旋转装置,所述工作台的上方设置有第一拍照装置。
11.所述的一种车基面气门芯一体机,所述精定位机构还包括第二拍照装置和厚度拍照装置。
12.所述的一种车基面气门芯一体机,所述压紧机构包括压紧座,所述压紧座上设置有所述第二拍照装置和厚度拍照装置。
13.所述的一种车基面气门芯一体机,所述钻床机构包括可移动的钻头机构。
14.本实用新型所达到的有益效果:
15.本实用新型的气门芯一体机采用初定位机构和精定位机构,采用两次识别提高凸台识别率,提高设备单工位生产效率,使整体组合设备效率达到最优化。在精定位机构设置有内撑机构,与压紧机构共同配合,牢固固定轮毂,提高钻孔效率。
附图说明
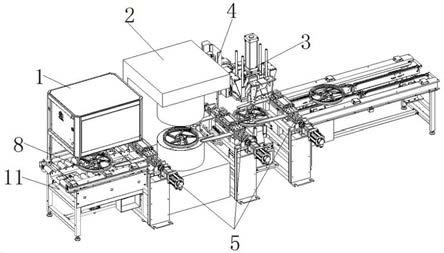
16.图1是本实用新型的结构示意图。
17.图2是精定位机构的结构示意图。
18.图3是搬运机构的结构示意图。
19.图4是钻床机构的结构示意图。
20.图中:1、初定位机构,11、工作台,2、车基面机构,3、精定位机构,31、底座,32、固定杆,33、滑轨,34、连接杆,35、固定座,36、第二拍照装置,37、厚度拍照装置,4、钻床机构,5、搬运机构,51、支撑座,52、翻转座,53、移动座,54、左夹爪,55、右夹爪,56、v型面,6、压紧座,7、钻头机构,8、轮毂。
具体实施方式
21.下面结合附图进一步说明本实用新型的技术方案。所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
22.如图所示,本实用新型的一种车基面气门芯一体机,包括配合使用的初定位机构1,车基面机构2和钻孔机构,所述钻孔机构包括精定位机构3和钻床机构4,所述精定位机构3包括配合使用的内撑机构和压紧机构,所述内撑机构包括底座31,所述底座31上设置有至少两个固定杆32,所述底座31上设置有滑轨33,所述滑轨33内设置有可在滑轨33内移动的连接杆34,所述连接杆34连接所述固定杆32。
23.通过内撑机构,轮毂8被支撑固定,在定位之后进行钻孔,提高钻孔的准确性和可靠性。
24.更进一步地,所述底座31上设置有固定座35,所述固定杆32位于固定座35的两侧。通过固定杆32在轮毂8外周对轮毂8进行固定,固定座35对轮毂8进行支撑。固定座35可旋转,方便对轮毂8的位置进行调节。
25.更进一步地,所述初定位机构1和车基面机构2之间、车基面机构2和钻孔机构之间均设置有搬运机构5,所述搬运机构5包括支撑座51,所述支撑座51上设置有翻转座52,所述翻转座52上设置有夹手。
26.夹手用来抓取轮毂8,然后通过翻转座52带动轮毂8从初定位机构1移动到车基面机构2,或者从车基面机构2移动到钻孔机构,甚至上下料。
27.更进一步地,所述夹手包括可在所述翻转座52上移动的移动座53,所述移动座53上设置有配合使用的左夹爪54和右夹爪55,所述左夹爪54和右夹爪55的前端具有v型面56。通过v型面56更好的夹持轮毂8。
28.更进一步地,所述初定位机构1包括工作台11,所述工作台11上设置有旋转装置
(未示出),所述工作台11的上方设置有第一拍照装置(未示出)。通过第一拍照装置对轮毂8进行拍照,通过算法识别凸台坐标,反馈到plc控制驱动系统(未示出),轮毂8下方旋转装置旋转到凸台与原点位置重合,如算法未识别凸台坐标,则反馈到控制系统通过输送线(未示出)传送到ng位置。
29.更进一步地,所述精定位机构3还包括第二拍照装置36和厚度拍照装置37。具体地,所述压紧机构包括压紧座6,所述压紧座6上设置有所述第二拍照装置31和厚度拍照装置32。采用第二拍照装置36拍照识别气门芯凸台精确角度位置,内撑机构使轮毂旋转到原点位置,第二拍照装置36拍照再次确认原点位,压紧机构下压;厚度拍照装置37拍照,算法识别气门芯凸台相对位置,信息反馈到plc系统,计算钻床钻孔深度。
30.采用两次识别是提高凸台识别率,提高设备单工位生产效率,使整体组合设备效率达到最优化设计。
31.更进一步地,所述钻床机构包括可移动的钻头机构7。钻头机构7收到算法计算的气门芯孔位置坐标值,驱动装置驱动钻床水平和竖直运动,钻头根据对应型号信息钻孔。
32.本实用新型的一体机在使用时,
33.首先,初定位系统用第一拍照装置拍照轮毂轮辋内区域,通过算法识别凸台坐标,反馈到plc控制驱动系统,轮毂下方旋转机构旋转到凸台与原点位置重合,如算法未识别凸台坐标,则反馈到控制系统通过输送线传送到ng位置。
34.其次,车基面机构2采用车刀根据当前轮毂型号信息对轮毂底面进行加工,车出基础平面的机构。
35.再次,精定位系统用第二拍照装置36拍照初定位识别的轮毂的凸台区域,通过算法精确定位识别凸台坐标,反馈到plc控制驱动系统,轮毂下方旋转机构旋转到凸台与原点位置重合,拍照识别气门芯凸台厚度坐标反馈到控制系统,气缸下压压紧;厚度拍照装置37拍照,算法识别气门芯凸台相对位置,信息反馈到plc系统,计算钻床钻孔深度;
36.最后,钻床收到算法计算的气门芯孔位置坐标值,伺服电机驱动钻床水平和竖直运动,钻头根据对应型号信息钻孔。
37.控制系统的功能是接受以上各个机构的信号以及对相机拍到的图像进行处理,并进行自动矫形加工系统的流程进行控制。控制系统和输送线通讯,进行信号传输,从而实现流程自动化。
38.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。