1.本发明属于超塑成形技术领域,尤其涉及一种半封闭舱体的成形方法。
背景技术:
2.现有技术中,对于半封闭舱体的成形,通常采用铸造和拼接的方式,例如,首先,采用铸造的方式制备多段舱段(例如3~7段),然后,焊接等方式将多个舱段密封连接起来,得到整体的半封闭舱体。
3.采用上述成形方法,一方面,采用上述方法在准备阶段需要制备众多零件,也就是多个舱段,由于不同舱段的尺寸和形状不同,成形工艺和参数也不尽相同,容易导致多个舱段的性能不一致,另一方面,半封闭舱体整体存在多条焊缝,焊缝性能与基体性能存在差异,容易导致半封闭舱体在焊缝处存在缺陷,影响半封闭舱体的整体质量。
技术实现要素:
4.鉴于上述的分析,本发明旨在提供了一种半封闭舱体的成形方法,解决了现有技术中半封闭舱体中多个舱段的性能不一致、在焊缝处存在缺陷导致半封闭舱体整体质量较差的问题。
5.本发明的目的主要是通过以下技术方案实现的:
6.本发明提供了一种半封闭舱体的成形方法,包括如下步骤:
7.步骤1:提供一半封闭舱体的毛坯和模具,毛坯从内至外分为毛坯内层、毛坯中层和毛坯外层,毛坯外层包括外壳坯以及位于外壳坯两端的封头坯、外环坯和外壳管,外环坯的一端与外壳坯连接,另一端连接封头坯;毛坯内层包括内壳坯、密封板和内壳管,密封板设于内壳坯两端的开口处,使得内壳坯内形成封闭空间,内壳管通过密封板插入封闭空间内;毛坯中层包括中环坯、内支架坯、管口坯、通道管坯,中环坯位于外环坯与内壳坯之间,通道管坯和内支架坯位于外壳坯和内壳坯之间;外壳坯通气孔与管口坯通气孔位置对应,外壳管通过管口坯通气孔插入管口坯的内部空间内;
8.步骤2:将毛坯置于模具中,毛坯外层与模具的内壁接触;
9.步骤3:对毛坯和模具进行加热,使得毛坯软化;
10.步骤4:向毛坯内层的内腔中充气,使得毛坯内层向模具的内壁方向形变,内壳坯分别与环形封头坯、外环坯、中环坯、通道管坯和内支架坯紧密连接,完成半封闭舱体的超塑成形;
11.步骤5:加工内支架坯和管口坯形成内支架和管口的内型面,加工两端中环坯内表面,切除密封板,得到半封闭舱体。
12.进一步地,模具包括上模、下模和芯棒,上模和下模关于分型面对称,芯棒插入毛坯的内壳坯的开口处,与密封板紧贴。
13.进一步地,模具采用膨胀率高于半封闭舱体材料的金属制造。
14.进一步地,半封闭舱体的材料为钛合金,模具的材料为ni7n或石墨;或者,半封闭
舱体的材料为铝合金,模具的材料为不锈钢或高碳钢;或者,半封闭舱体的材料为高温合金合金,模具的材料为ni7n或石墨;或者,半封闭舱体的材料为复合材料或塑料,模具的材料为金属材料。
15.进一步地,上模和下模在分型平面上对应外壳管所在位置开设凹槽,上模上的凹槽与下模上的凹槽对接形成用于外壳管穿出的通道。
16.进一步地,上模和下模与芯棒对应的位置开设半圆形凹槽,上模的半圆形凹槽与下模的半圆形凹槽构成圆形孔,芯棒靠近圆形孔的一端插入圆形孔中。
17.进一步地,上述步骤2包括如下步骤:
18.步骤21:将上模对齐下模,合模;
19.步骤22:控制上模上移,开模,露出模具内的型面;
20.步骤23:将芯棒放到毛坯的内壳坯两端内,并顶住密封板的外表面;
21.步骤24:调试模具两端芯棒的位置,使得芯棒在下模的凹槽内的行程大于中环坯在模具型腔内的行程;
22.步骤25:上模下移,上模和下模分型面压紧密合,整体合模。
23.进一步地,步骤4包括如下步骤:
24.步骤41:向第一个外壳管中供入的惰性气体,对封头坯进行成形,封头坯分别贴合模具闭合形成的型腔两侧型面;
25.步骤42:保压后,增加内壳管中的供气压力,对内壳坯进行成形。
26.进一步地,上述步骤41中,在向第一个外壳管中供入惰性气体的同时,向内壳管中供入惰性气体。
27.进一步地,上述步骤42中,在增加内壳管中的供气压力的同时,第二个外壳管打开进行放气,降低第二个外壳管的供气压力,持续供气。
28.与现有技术相比,本发明至少可实现如下有益效果之一:
29.本发明提供的半封闭舱体,通过将半封闭舱体整体分层,将功能结构部件置于内层和外层的空腔内,然后,通过超塑成形和扩散连接的方式,使得内层向外扩展并与中层和外层紧密连接,从而能够实现半封闭舱体的整体一次成型,可降低零件制造流程数量和时间耗费,降低零件制造、部件装配的成本投入,稳定部件级产品的质量指标,满足高效、智能、自动化生产的产品需求。
30.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
31.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
32.图1a为本发明实施例一提供的半封闭舱体的结构示意图;
33.图1b为本发明实施例一提供的半封闭舱体的剖视图;
34.图1c为本发明实施例一提供的半封闭舱体中环形封头的结构示意图;
35.图1d为本发明实施例一提供的半封闭舱体中外环的结构示意图;
36.图1e为本发明实施例一提供的半封闭舱体中外壳的结构示意图;
37.图1f为本发明实施例一提供的半封闭舱体中内壳的结构示意图;
38.图1g为本发明实施例一提供的半封闭舱体中中环的结构示意图;
39.图1h为本发明实施例一提供的半封闭舱体中通道管的结构示意图;
40.图1i为本发明实施例一提供的半封闭舱体中内支架的结构示意图;
41.图1j为本发明实施例一提供的半封闭舱体中管支架的结构示意图;
42.图1k为本发明实施例一提供的半封闭舱体中管口的结构示意图;
43.图1l为本发明实施例一提供的半封闭舱体中终焊丝的结构示意图;
44.图2a为本发明实施例二提供的半封闭舱体的成形方法中毛坯的结构示意图;
45.图2b为本发明实施例二提供的半封闭舱体的成形方法中毛坯的透视图;
46.图2c为本发明实施例二提供的半封闭舱体的成形方法中封头坯的结构示意图;
47.图2d为本发明实施例二提供的半封闭舱体的成形方法中外环坯的结构示意图;
48.图2e为本发明实施例二提供的半封闭舱体的成形方法中管口坯通气孔、管口坯、通道管坯、金属内性和石墨芯的结构示意图;
49.图2f为本发明实施例二提供的半封闭舱体的成形方法中内壳坯的结构示意图;
50.图2g为本发明实施例二提供的半封闭舱体的成形方法中中环坯的结构示意图;
51.图2h为本发明实施例二提供的半封闭舱体的成形方法中内支架坯和方撑杆的结构示意图;
52.图2i为本发明实施例二提供的半封闭舱体的成形方法中管支架坯的结构示意图;
53.图2j为本发明实施例二提供的半封闭舱体的成形方法中初焊丝的结构示意图;
54.图3a为本发明实施例二提供的半封闭舱体的成形方法中模具的结构示意图;
55.图3b为本发明实施例二提供的半封闭舱体的成形方法中下模的结构示意图;
56.图3c为本发明实施例二提供的半封闭舱体的成形方法中下模和芯棒的结构示意图;
57.图4为本发明实施例二提供的半封闭舱体的成形方法中毛坯与模具的配合示意图。
58.附图标记:
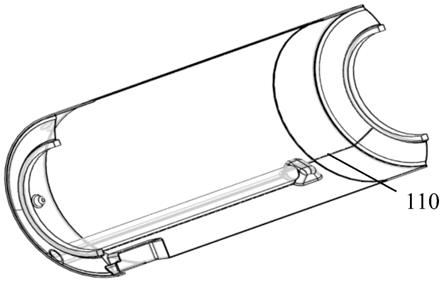
59.101-环形封头;102-外环;103-外壳;104-内壳;105-中环;106-通道管;107-内支架;108-管支架;109-管口;110-终焊丝。
60.201-封头坯;202-外环坯;203-外壳坯;204-管口坯通气孔;205-外壳管;206-内壳坯;207-密封板;208-内壳管;209-中环坯;210-内支架坯;211-管口坯;212-通道管坯;213-管支架坯;214-金属内芯;215-石墨芯;216-初焊丝;217-方撑杆。
61.301-上模;302-下模;303-芯棒。
具体实施方式
62.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明的一部分,并与本发明的实施例一起用于阐释本发明的原理。
63.目前,超塑成形过程中,轻量化结构设计同样应用于平板多层结构和回转体多层结构,超塑成形结构多以形成零件封闭腔体式加强筋及完全开敞腔体式结构为主。
64.在半封闭舱体制造过程中,比较常用的结构采用多段蒙皮或壳体、前后端的铸造机加工封头类端框,辅以舱体内的加强筋或化洗筋格等特征形成零件的加强结构,控制零件加工质量,满足装配焊接的精度要求,提高零件的最终质量。但是,过程中的零件精度对焊接质量的影响很大,造成大量的虚高要求,导致零件的返工、报废层出不穷,严重影响制造的周期和效率。
65.实施例一
66.本实施例还提供了一种半封闭舱体的成形方法,该成形方法包括如下步骤:
67.步骤1:提供一半封闭舱体的毛坯和模具,其中,毛坯的结构,参见图2a至2j,其从内至外分为毛坯内层、毛坯中层和毛坯外层,毛坯外层包括外壳坯203以及位于外壳坯203两端的封头坯201、外环坯202和外壳管205,外环坯202的一端与外壳坯203连接,另一端连接封头坯201;毛坯内层包括内壳坯206、密封板207和内壳管208,密封板207设于内壳坯206两端的开口处,使得内壳坯206内形成封闭空间,内壳管208通过密封板207插入封闭空间内;毛坯中层包括中环坯209、内支架坯210、管口坯211、通道管坯212,中环坯209位于外环坯202与内壳坯206之间,通道管坯212和内支架坯210位于外壳坯203和内壳坯206之间;外壳坯203在距端面理论距离处制通气孔,外壳坯203的通气孔与管口坯通气孔204位置对应,外壳管205通过管口坯通气孔204插入管口坯211的内部空间内;
68.步骤2:将毛坯置于模具中,毛坯外层与模具的内壁接触;
69.步骤3:对毛坯和模具进行加热,使得毛坯软化;
70.步骤4:向毛坯内层的内腔中充气(例如,惰性气体),先后使得毛坯的两端向两侧变形移动、内层向模具的内壁方向形变,内壳坯202分别与封头坯201、外环坯203、中环坯209、通道管坯212和内支架坯210紧密连接(例如,扩散连接),完成半封闭舱体的超塑成形;
71.步骤5:采用机加工方式,加工内支架坯210和管口坯211形成内支架107和管口109的内型面,加工两端中环坯209内表面,保证内表面光滑,同时切除密封板207,形成的通道供后续连接内部组件,得到半封闭舱体。
72.与现有技术相比,本实施例提供的半封闭舱体,通过将半封闭舱体整体分层,将功能结构部件置于内层和外层的空腔内(即中层),然后,通过超塑成形和扩散连接的方式,使得内层向外扩展并与中层和外层紧密连接,从而能够实现半封闭舱体的整体一次成型,可降低零件制造流程数量和时间耗费,降低零件制造、部件装配的成本投入,稳定部件级产品的质量指标,满足高效、智能、自动化生产的产品需求。
73.对于半封闭舱体的结构,示例性地,参见图1a至图1l,为分层结构,从内至外依次分为内层、中层和外层,内层的外壁与中层或外层紧密连接(例如,扩散连接);其中,外层包括外壳103以及位于外壳103两端的环形封头101和外环102,外环102的一端与外壳103扩散连接,另一端与环形封头101扩散连接;内层包括内壳104;中层包括中环105、通道管106和内支架107;中环105位于外环102与内壳104之间,通道管106和内支架107位于外壳103和内壳104之间,内壳104分别与环形封头101、外环102、中环105、通道管106和内支架107紧密连接(例如,扩散连接)。
74.需要说明的是,内壳104为两端开口的封闭曲面筒体,形状是在舱体外层和中层零件的表面支撑下超塑成形制造的,零件的形状没有特殊要求,根据舱体整体功能要求,只要紧密贴合并和接触部位的零件扩散连接即可。内壳104零件除了两端开口实现舱体内元件
安装要求,没有开口和开槽,不与舱体外部贯通。
75.对于环形封头101的形状,具体来说,其为复杂曲面零件,环形封头101的中心为开口,用于为半封闭舱体内安装空间的进出通道。沿逐渐远离外壳103方向,环形封头101包括第一平面环、球面环和第二平面环,第一平面环的直径大于第二平面环的直径,球面环靠近第一平面环一端的直径大于球面环靠近第二平面环一端的直径,第一平面环与球面环之间和/或第二平面环与球面环之间通过桥接曲面、倒圆角等方式过度连接,第一平面环、球面环和第二平面环的内壁与内壳104扩散连接;或者,环形封头101整体为球面环、椭球面环或其他曲面,环形封头101与内壳104扩散连接。
76.为了便于中层中所需电缆的通过,上述封头上开设供电缆通过的封头电缆孔,示例性地,封头电缆孔的横截面的形状可以为圆形或长方形,其位置与通道管106或内支架107相对应,电缆依次穿过封头电缆孔的通道管106。具体来说,圆孔为通道管106中电缆穿舱通路的出入口,与通道管106位置对应,方孔为舱体内支架107元器件的电缆通路出入口,与内支架107位置对应。
77.对于外环102的结构,具体来说,其为高强度筒体,外环102靠近环形封头101的一端与环形封头101固定连接,接触面为厚度3~20mm环形平面,在成形过程中外环102与环形封头101扩散连接,外环102靠近外壳103的一端与外壳103固定连接,外环102与外壳103的接触面为台阶面,用于环缝锁底,在成形过程中,外环102与外壳103通过电子束焊接、激光焊或氩弧焊连接。
78.为了提高外环102与内壳104之间的强度,上述外环102的内壁设有锥台,一方面,锥台能够用于舱体上开螺纹盲孔,另一方面,内锥台的设置还能够加强外环102与内壳104之间的连接强度,外环102的整体内面与内壳104的接触处在成形过程中产生扩散连接。
79.对于外壳103的结构,具体来说,其为筒形薄壁壳体,一端与其中一个外环102连接(例如,环缝锁底套接),另一端与另一个外环102连接(例如,环缝锁底套接),示例性地,外壳103与外环102进行电子束焊接、激光焊或氩弧焊连接,整体内面和内壳104接触处在成形过程中产生扩散连接。
80.为了便于电缆的穿过,外环102靠近外壳103的一端开设外环102缺口,外壳103的两端开设外壳103缺口,外环102缺口和外壳103缺口连通构成内支架107和舱体外连通的通路,形成半封闭通道,线缆依次穿过封头线缆孔、内支架107和外环102孔。
81.对于中环105的结构,具体来说,其为内壁面和外壁面均为圆柱面环形,为舱体内安装空间的进出通道。中环105的外壁面与环形封头101密切贴合,中环105的内壁面内壳104密切贴合,在制造过程中形成扩散连接,与环形封头101和内壳104成为整体。
82.对于通道管106的结构,具体来说,其为薄壁无缝管,一端与封头电缆孔连通,为电缆穿舱通路的出入口,另一端插接到外壳103上设置的管口109内,且与管口109超塑成形前可滑动,也就是说,可滑动仅限于毛坯状态,当成形完成后滑动即受限制,扩散连接后是完全固定的,不再滑动。
83.在上述半封闭舱体的超塑成形过程中,通道管106与内壳104接触的一面始终会受到内壳104的挤压,为了保证通道管106在超塑成形过程中不发生形变,上述中层还包括管支架108,通道管106通过管支架108支撑在外壳103的内壁、内壳104的外壁和外环102的内壁,通过管支架108的设置,能够避免通道管106中部悬空,从而能够减少通道管106在超塑
成形过程中发生的形变。
84.对于管支架108的结构,具体来说,其为顶面为弧形板的u形截面薄壁零件,包括架体以及设于架体靠近通道管106一端的弧形板,通道管106搭在弧形板上且两者之间在超塑成形完成前可滑动,二者不焊接,保障成形过程中通道管106可以在弧形板上滑动平移。
85.考虑到外壳103的内壁和外环102的内壁存在高度差,因此,上述架体远离舱体中心线的一面分为两层台阶,示例性地,架体与外环102对应部分较低,且与外环102内壁紧密接触,架体与外壳103对应部分较高,且与外壳103内壁紧密接触,架体采用断续焊接固定在外环102和外壳103上,在成形过程中也不强制要求扩散连接到一体,保证支撑能力即可。
86.需要说明的是,管口109为预埋高强度件,在舱体整体成形后加工为薄壁零件,由舱体外表面机加工成形管口109内壁,成为连接舱体和通道管106的用于安装穿舱电缆的窗口。管口109靠近通道管106一端为圆形开口,直径比通道管106的外径大0.3~2mm,以保证成形过程中,通道管106可以在管口109内左右滑动,进而保障成形内壳104时,此处实体的连续性,避免出现内壳104断开通路的缺陷,也能够避免内壳104在此处出现超预期变形甚至破裂的缺陷。管口109靠近外壳103一端为长方形开口,且与外壳103紧密贴合,采用断续焊方式固定在外壳103的内壁,在成形过程中也不强制要求扩散连接到一体,保证支撑能力即可。
87.另外,需要说明的是,管口109的内壁是在成形后从舱体外表面机加工成形特征,管口109与内壳104接触部位在成形过程中形成扩散连接,形成固定、牢靠的夹层结构,不与内壳104的内部贯通,以免破坏舱体内部密封性。
88.同样地,内支架107为预埋高强度件,在舱体整体成形后加工为薄壁零件,由舱体外表面机加工成形内支架107的内壁,成为舱体和舱体外接元件安装窗口。内支架107靠近环形封头101的一端为方形开口,作为连接电缆通道,另一端与外环102缺口和外壳103缺口连通,成为舱体内元器件的安装窗口。内支架107结构和加工后厚度,作为夹层存在,具有较高的强度和连接稳定性。内支架107外表面和内壳104接触部位在成形过程中形成扩散连接,形成固定、牢靠的夹层结构,不与内壳104的内部贯通,以免破坏舱体内部密封性。
89.内支架107靠近外壳103的一端分为两层台阶,其中一层台阶(例如,较低的一层)与外环102缺口的内壁紧密接触,另一层台阶(例如,较高的一层)与外壳103缺口的内壁紧密接触,内支架107采用断续焊接固定在外环102和外壳103的内壁,在成形过程中也不强制要求扩散连接到一体,保证支撑能力即可。
90.值得注意的是,在成形过程中,位于前端的环形封头101先成形,贴合到模具表面,内壳104受内部气压逐渐成形贴合到环形封头101及其他外层结构和中层结构上,不可避免地,环形封头101的球面环和内壳104贴合,会优先于其他部位(例如,内壳104上位于球面环和环形封头101之间的部分和环形封头101和内环)的贴合过程,内壳104、内环、环形封头101会形成一个封闭三角截面环形区域,内壳104在内部气体压力作用下,这个区域会逐渐缩小,但封闭区域残留的气体会反作用于内壳104,阻止内壳104继续变形,造成此部位的成形和扩散连接质量受到影响。因此,上述中层还包括终焊丝110,终焊丝110从中环105远离外壳103的一端的外圆为起点,依次经过环形封头101、外环102和管口109,至管口109靠近外壳103的一端为终点,这样,在终焊丝110的两侧,内壳104不会形成完全覆盖终焊丝110的密闭形状,在终焊丝110的两侧会存在一个微小的气体通道,将封闭三角截面环形区域的气
体引导到管口109的周围,不断排出,防止变形和扩散连接出现的缺陷。
91.需要说明的是,对终焊丝110的形状没有特别要求,只要贯通内环和管口109气路即可,终焊丝110的起点采用氩弧焊断续焊连接到内环的外侧,在中间部分可以在中间部分可以不焊接定位,紧贴外环102、内壳104的内壁连接到管口109侧面,断续焊连接到外壳103的内壁,尽量不与管口109焊接。
92.为了便于外壳管205的穿过,上述外壳坯203上开设外壳通气孔,外壳管205穿过外壳通气孔,示例性地,外壳通气孔的直径比外壳管205的外径大0.5~1mm。
93.为了保证中环105的成形精度,中环坯209为中环105的毛坯,其内径比中环105的内径小1~5mm,也就是说,相对于中环105,中环坯209设有留余量1~5mm,待成形后机械精密加工,从而能够保障产品内圆的设计要求。
94.为了保证内支架107在超塑成形过程中不发生形变,上述毛坯中层还包括方撑杆217,方撑杆217设于内支架坯210内的通道中,用于支撑内支架坯210。通过方撑杆217的设置,能够避免内支架坯210的侧壁悬空,从而能够减少内支架坯210在超塑成形过程中发生的形变。
95.为了保证通道管106在超塑成形过程中不发生形变,上述毛坯中层还包括管支架坯213,通道管坯212通过管支架坯213支撑在外壳坯203的内壁和外环坯202的内壁,通过管支架坯213的设置,能够避免通道管坯212中部悬空,从而能够减少通道管坯212在超塑成形过程中发生的形变。
96.需要说明的是,管支架坯213为管支架108成形前的毛坯件,两者的形状和尺寸均未有大变形,仅是微小变形。
97.和/或,上述毛坯中层还包括金属内芯214以及套设与金属内芯214外壁的石墨芯215,石墨芯215设于通道管坯212的内壁,用于支撑通道管坯212,通过金属内芯214和石墨芯215,能够避免通道管坯212的管壁悬空而导致通道管坯212被压扁的情况发生,从而能够减少通道管坯212在超塑成形过程中发生的形变。
98.值得注意的是,在成形过程中,位于前端的封头坯201先成形,贴合到模具表面,内壳坯206受内部气压逐渐成形贴合到封头坯201及其他外层结构和中层结构上,不可避免地会在内壳坯206、内环坯、封头坯201会形成一个封闭三角截面环形区域,内壳坯206在内部气体压力作用下,这个区域会逐渐缩小,但封闭区域残留的气体会反作用于内壳坯206,阻止内壳坯206继续变形,造成此部位的成形和扩散连接质量受到影响。因此,上述毛坯中层还包括初焊丝216,初焊丝216从中环坯209远离外壳坯203的一端的外圆为起点,通过氩弧焊断续焊连接到中环坯209远离外壳坯203的一端的外圆,依次经过封头坯201、外环坯202和管口坯211,至管口坯211靠近外壳坯203的一端为终点,中间部分可以不焊接定位,也可断续焊连接到外环坯202的内表面。这样,在初焊丝216的两侧,内壳坯206不会形成完全覆盖初焊丝216的密闭形状,在初焊丝216的两侧会存在一个微小的气体通道,将封闭三角截面环形区域的气体引导到管口坯211的外壳管205处,不断排出,防止变形和扩散连接出现的缺陷。
99.为了保证初焊丝216与终焊丝110的长度相等,上述在与封头坯201平行的平面内具有弯曲部,使得初焊丝216与终焊丝110的长度相等依次经过环形封头101、外环102和管口109,至管口109靠近外壳103的一端为终点,这样,在终焊丝110的两侧,内壳104不会形成
完全覆盖终焊丝110的密闭形状,在终焊丝110的两侧会存在一个微小的气体通道,将封闭三角截面环形区域的气体引导到管口109的周围,不断排出,防止变形和扩散连接出现的缺陷。
100.为了保证毛坯各个部件之间的安装精度,在毛坯结构的基础上,上述步骤1之前还包括如下步骤:
101.对毛坯进行组装。
102.具体来说,上述组装包括如下步骤:
103.步骤a:对方撑杆217、内支架坯210、封头坯201和外壳坯203进行试装,确定各个部件的试装位置,保证各个部件的对接间隙,确保装配间隙能够满足焊接工艺需求;对管支架坯213、内管口坯211、金属内芯214、石墨芯215和通道管坯212进行试装,确定各个部件的试装位置,必要时可以采用划线定位的方式,初步确定各个部件的安装位置,也可采用工装装夹的方式完成试装和焊接;将方撑杆217、通道管坯212安装在封头坯201的试装位置,用氩弧焊定位的方式进行焊接,完成一次焊接;
104.步骤b:将中环坯209和外环坯202分别焊接至封头坯201的外圆位置,并将管支架坯213、通道管坯212、方撑杆217和内支架坯210焊接至外环坯202;
105.将初焊丝216定位到中环坯209的外圆上,在焊丝路径上,在外环坯202的内表面对初焊丝216进行断续焊接,固定几处即可,完成二次焊接;
106.步骤c:将外壳坯203和外环坯202的锁底处对接并进行定位焊接;
107.将管口坯211定位焊接至外环坯202和通道管坯212,并采用电子束焊或激光焊的方式完成环缝焊接,完成三次焊接;
108.步骤d:调整初焊丝216与管口坯211接触,装入内壳坯206,将密封板207焊接至内壳坯206的两端,然后,将外壳管205穿过密封板207并延伸至内壳坯206内,对外壳管205和密封板207进行焊接,使得内壳坯206内形成可充气放气的密闭空腔,定位封舱,完成毛坯的组装。
109.通过上述毛坯的组装过程,形成了两个内外联通的密闭腔体,其中外壳管205连接到内壳坯206的内部空间;内壳管208连接管口坯211,通过内管口坯211和通道管坯212的间隙、通道管坯212和石墨芯215的间隙联通内壳坯206和外壳坯203之间的夹层空间,通过外壳坯203和内壳坯206进行惰性气体充气,提供超塑成形的驱动压力。
110.下面对毛坯的各个部件的具体结构以及毛坯的各个部件与半封闭舱体的各个部件的对应关系进行详细介绍:
111.封头坯201为环形封头101的毛坯,其形状为平板圆环形状,中环坯209设于封头坯201的内圆,两者通过氩弧焊方式连接,封头坯201的内径大于或等于中环105的外径,示例性地,头坯的内径比中环105的外径大1~5mm。
112.外环坯202为外环102的毛坯,其为筒形带内部锥台的高强度筒体,外环坯202靠近封头坯201的一端与封头坯201通过氩弧焊固定连接,接触面为厚度3~20mm环形平面。在成形过程中两个零件扩散连接上,外环坯202与外壳坯203的接触面为台阶面,用于环缝锁底,外环坯202与外壳坯203套接后进行电子束焊接、激光焊或氩弧焊连接。
113.外壳坯203为外壳103的毛坯,其为筒形薄壁壳体,一端与其中一个外环坯202连接(例如,环缝锁底套接),另一端与另一个外环坯202连接(例如,环缝锁底套接),示例性地,
外壳坯203与外环坯202进行电子束焊接、激光焊或氩弧焊连接。
114.外壳管205用于气压加载和卸载,从外壳通气孔插入经过管口坯通气孔204并延伸至管口坯211内,并与外壳通气孔氩弧焊连接。
115.方撑杆217为可取出工艺支撑,采用和舱体材料相同的金属制造,表面涂覆二硫化钼高温润滑剂,以便于取出,若取出困难,还可以在毛坯阶段补充机械加工加大方撑杆217与内支架坯210的间隙,需要说明的是,取出困难与否可以通过简化缩小部位高温试验获得,或者,在成形后采用机械加工的方式,从成形后环形封头101的方孔处,开展加工,并用凿子剔除残余金属,端部与中环105对齐并与中环105固定连接。
116.内支架坯210为内支架107的毛坯,其为预埋高强度件,在舱体整体成形后加工为薄壁零件,由外壳103的外壁进行机械加工成形内型面,成为舱体前端和舱体外接元件安装窗口,一端留有用于方撑杆217进出滑动的方槽,尺寸比方撑杆217的尺寸大0.2~0.4mm。
117.通道管坯212为通道管106的毛坯,顶面为弧形板的u形截面薄壁零件,包括架体坯以及设于架体坯靠近通道管坯212一端的弧形板坯,通道管坯212搭在弧形板坯上且两者之间可滑动,二者不焊接,保障成形过程中通道管坯212可以在弧形板坯上滑动平移。
118.考虑到外壳坯203的内壁和外环坯202的内壁存在高度差,因此,上述架体坯远离通道管坯212一端分为两层台阶,示例性地,架体坯与外环坯202对应部分较低,且与外环坯202内壁紧密接触,架体坯与外壳坯203对应部分较高,且与外壳坯203内壁紧密接触,架体坯采用断续焊接固定在外环坯202和外壳坯203上,在成形过程中也不强制要求扩散连接到一体,保证支撑能力即可。
119.管口坯211为管口109的毛坯,其为预埋高强度件,在舱体整体成形后加工为薄壁零件,由外壳坯203的外壁机械加工成形内型面,成为连接舱体前端和舱体中部间安装穿舱电缆的窗口。管口坯211靠近通道管坯212一端为圆形开口,直径比通道管坯212的外径大0.3~2mm,以保证成形过程中,通道管坯212可以在管口坯211内左右滑动,活动行程大于两端成形时通道管坯212需要移动的距离且小于通道管坯212在管口坯211内部的长度10mm,进而保障成形内壳坯206时,此处实体的连续性,避免出现内壳坯206断开通路的缺陷,也能够避免内壳坯206在此处出现超预期变形甚至破裂的缺陷。管口坯211靠近外壳坯203一端为长方形开口,且与外壳坯203紧密贴合,采用断续焊方式固定在外壳坯203的内壁,在成形过程中也不强制要求扩散连接到一体,保证支撑能力即可。
120.通道管坯212为通道管106的毛坯,其为薄壁无缝管,通道管坯212靠近封头坯201的一端与封头坯201对齐,为电缆穿舱通路的出入口,靠近管口坯211的一端插接到管口坯211内,且通道管坯212与管口坯211两者相互可滑动。
121.金属内芯214和石墨芯215为可取出工艺支撑,采用膨胀率高于半封闭舱体材料的金属制造金属内芯214,外表面套上高压成形的石墨层管状零件(即石墨芯215),从而能够确保成形过程中,通道管坯212不被压扁变形。
122.初焊丝216为终焊丝110的毛坯,形状与终焊丝110略有区别。
123.内壳坯206为内壳104的毛坯,其为筒形薄壁壳体,外径比外环坯202的内径小0.1~0.5mm。
124.密封板207为圆形平板零件,用于封闭内壳坯206的两端,形成密闭腔体。
125.对于模具的结构,参见图3a至3c、图4,具体来说,其为两端开口的整体式模具设
计,包括上模301、下模302和芯棒303,上模301和下模302关于分型面对称,分别包含50%的型面,芯棒303插入毛坯的内壳坯206的开口处,与密封板207紧贴。需要说明的是,上模301和下模302的横截面为开口底小的形状,也就是说,上模301和下模302的横截面的开口处尺寸大于底部尺寸,这样能够顺利地让毛坯装入以及半封闭舱体卸出。
126.对于模具的材料,模具采用膨胀率高于半封闭舱体材料的金属制造。示例性地,上述半封闭舱体的材料为钛合金,相应地,模具的材料可以为ni7n或石墨;上述半封闭舱体的材料为铝合金,相应地,模具的材料可以为不锈钢或高碳钢;半封闭舱体的材料为高温合金合金,相应地,模具的材料为ni7n或石墨;或者,半封闭舱体的材料为复合材料或塑料,模具的材料为金属材料或其他与产品材料不发生粘连的材料。
127.为了保证毛坯的外壳管205的充气和排气通畅,上述上模301和下模302在分型平面上,对应外壳管205所在位置开设凹槽,例如,方槽或圆槽,上模301上的凹槽与下模302上的凹槽对接形成用于外壳管205穿出的通道,从而能够确保外壳管205在尺寸不被压扁,保证毛坯的外壳管205的充气和排气通畅。
128.为了能够对芯棒303的运动进行导向,上述上模301和下模302与芯棒303对应的位置开设半圆形凹槽,上模301的半圆形凹槽与下模302的半圆形凹槽构成圆形孔,芯棒303靠近圆形孔的一端插入圆形孔中,一方面,圆形孔的孔壁能够支撑芯棒303,另一方面,在超塑成形过程中,芯棒303会沿轴向运动,通过将芯棒303插入圆形孔中,能够对芯棒303的运动进行导向,确保成型后,套设于芯棒303外壁的中环105能够始终位于半封闭舱体的中心部位,不发生径向偏移。
129.为了提高半封闭舱体的成形精度,上述步骤2包括如下步骤:
130.步骤21:将上模301对齐下模302,合模并放入热成形压力机床中,上模301固定于热成形压力机床的上平台,下模302固定于热成形压力机床的下平台;
131.步骤22:控制热成形压力机床的上平台上移,开模,露出模具内的型面;
132.步骤23:将芯棒303放到毛坯的内壳坯206两端内,并顶住密封板207的外表面;
133.步骤24:调试模具两端芯棒303的位置,为满足成形需要,要求芯棒303在下模302的凹槽内的行程应该大于中环坯209在模具型腔内的行程,但是,又不能超出过多,防止密封板207出现过大变形,造成毛坯的内腔破裂,气压一旦泄露,成形过程就会失败;因此,需要控制圆形孔的长度,示例性地,圆形孔的长度比中环坯209在模具型腔内的行程大1mm~5mm,可采用在圆形孔两端加入适量的垫板,降低凹槽长度;
134.步骤25:将热成形压力机床的上平台下移,上模301和下模302分型面压紧密合,整体合模,完成成形准备步骤。
135.基于毛坯和模具的具体结构,上述步骤4包括如下步骤:
136.步骤41:向第一个外壳管205中供入压力为2.5~3.5mpa(例如,3mpa)的惰性气体,对封头坯201进行成形;同时,向内壳管208中供入压力为2.6~3.6mpa(例如,3.1mpa)的惰性气体,防止内筒被压扁,造成意外变形;
137.在外壳管205和内壳管208的压力作用下,推动中环坯209带动芯棒303沿着下模302和上模301闭合形成的圆形孔向两侧移动,逐渐使得封头坯201分别贴合上模301和下模302闭合形成的型腔两侧型面,最终形成设计需求的曲面形状的环形封头101;
138.步骤42:保持压力0.5~1h后,将内壳管208中的供气压力增加至3.5~4.0mpa,对
内壳坯206进行成形,同时,第二个外壳管205打开进行放气,第二个外壳管205的供气压力降为0.001~0.002mpa,持续供气,用于保证内部惰性气体的纯度。
139.为了进一步提高半封闭舱体的质量,上述步骤4之后还可以包括以下几种处理步骤:
140.采用机械加工、手工气割、手工锯切、激光切割、等离子切割、钳子夹断等方式任意一种,去掉内壳管208和外壳管205;采用氩弧焊或冷焊方式,将内壳管208和外壳管205的切口封堵,采用吹砂、酸液或碱液等浸泡式清洗对封堵面进行清洁。
141.为了提高表面抗腐蚀、耐磨性能,可以对半封闭舱体的表面进行抗氧化处理,示例性地,对钛合金舱体进行表面微弧氧化、着色化学氧化等处理,对铝合金可以进行化学氧化、达克罗、黑色或黄色着色处理等。
142.为了提高表面光洁度,采用300~1000目的砂纸、砂带对半封闭舱体的局部难清理部位进行抛光处理。
143.采用手工钻或铣切、机加工等方式,在管支架坯213和金属内芯214中心制孔并攻螺纹,安装足够强度的螺柱,例如,m8~m20等,同时,清理掉方撑杆217与半封闭舱体的焊接连接点。方撑杆217可以通过螺柱辅以橡皮锤敲击振动,缓缓拔出舱体,形成内外通路。金属内芯214可以通过橡皮锤敲击振动、冲击钻冲击振动等方式,将外层包裹的石墨芯215振动松动脱落,逐渐拔出舱体,形成内外通路。
144.采用机加工、手工钻排孔结合钳子夹断、激光切割、等离子切割等方式任意一种,去掉舱体上的密封板207,打磨或机加工内壳104以及密封板207在中环105内的余留部分,切除中环105内部预留量,形成半封闭舱体的两端内径特征。
145.为了避免多余物的形成,采用钢丝刷子,通过电钻、风钻驱动,对通路进行强力清扫,并用吸尘器连接足够长、截面足够小的吸嘴对通路内的残留物进行清除,最后,采用工业内窥镜对通路进行检查,并在内窥镜配套卡爪的帮助下,处理强力粘连在内壁上的残留物,确保其不会在外力影响下脱落,可以不予清除。
146.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
