1.本发明涉及工业机器人技术领域,特别涉及一种喷码贴标机器人控制系统。
背景技术:
2.目前,冷轧生产线出口区域,大多采用人工对成品卷进行喷码、贴标。人工进行喷码和贴标有很多问题和不足:工作人员作业时需要横跨步进梁,容易造成安全事故的发生;在喷码作业时,工作人员每喷一组码需要更改一下模具,而且工作人员时常会出现错误喷码,需要重新喷码,影响喷码效率,并且由于喷码模具频繁使用,容易堵塞,影响喷码质量;同时喷墨及不干胶含有有毒、有害物质,长期吸入对工作人员身体有害。与此同时,手工打印标签,容易出现错误,影响生产效率及后续生产环节。
3.随着生产需求的增加,为满足生产节拍,工作人员加大工作强度,频繁作业,长时间处于疲劳状态,容易造成安全事故和身体损害。
技术实现要素:
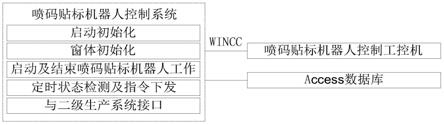
4.针对现有技术存在的问题及技术要求,本发明的目的是提供了一种喷码贴标机器人控制系统,喷码贴标机器人控制系统作为opc的客户端,通过wincc与喷码贴标机器人控制工控机通讯,控制工控机下发指令,完成喷码贴标机器人喷码过程,并与二级生产系统接口连接,实时获取二级生产系统的喷码贴标钢卷任务列表,将钢卷信息作为喷码贴标机器人执行动作的任务信息下发到喷码贴标机器人内,完成系统任务。
5.为了达到上述目的,本发明采用以下技术方案实现:
6.一种喷码贴标机器人控制系统,使用visual studio 2015开发工具开发主程序,界面采用c 编程语言,数据库采用access数据库;所述的喷码贴标机器人控制系统作为opc的客户端,通过wincc与喷码贴标机器人控制工控机通讯,获取喷码贴标机器人的状态,同时给喷码贴标机器人控制工控机下发指令;所述的喷码贴标机器人控制系统,包括:启动初始化、窗体初始化、启动及结束喷码贴标机器人工作、定时状态检测及指令下发、与二级生产系统接口。
7.所述的启动初始化,包括以下步骤:
8.(s101)创建互斥信号量;
9.(s102)判别主控程序是否单实例运行,是则提示主控程序已单实例运行,跳转至步骤(s105),否则单实例运行主控程序,跳转至步骤(s103);
10.(s103)创建主控程序的桌面快捷方式;
11.(s104)设置主控程序窗体的背景颜色为黑色;
12.(s105)显示主控程序窗体。
13.所述的窗体初始化,采用csynopcdlg类的oninitdialog函数,包括以下步骤:
14.(s201)获取喷码贴标机器人控制系统分辨率,将主控程序窗体尺寸设为满屏显示;
15.(s202)读取para.ini配置文件中配置参数;
16.(s203)判别是否为脱机模拟运行,是则跳转至步骤(s205),否则跳转至步骤(s204);
17.(s204)隐藏脱机模拟运行提示标签,跳转至步骤(s205);
18.(s205)设置步进梁行进状态为0,工件到位状态为1;
19.(s206)设置主控程序窗体中edit控件的背景颜色字体大小和文本颜色;
20.(s207)初始化listctrl列表控件的表头文字内容和字体和列数;
21.(s208)设置标签打印机、喷墨打印机、超声测距的串口波特率为9600bps;
22.(s209)创建ubs摄像头捕获窗体和句柄,设置ubs摄像头帧速、分辨率,同时启动ubs摄像头图像预览;
23.(s210)创建并启动ubs摄像头图像识别钢卷外径处理线程;
24.(s211)读取para.ini配置文件中的强制贴双标、单标、不贴标设置;
25.(s212)启动定时重启定时器,写入主控程序启动的操作日志。
26.所述的启动及结束喷码贴标机器人工作,在启动初始化、窗体初始化结束后,通过窗体的界面控制喷码贴标机器人进入工作流程;启动喷码贴标机器人工作,每间隔2秒查询喷码贴标机器人状态以及给喷码贴标机器人控制plc下发指令,包括呼叫喷码贴标机器人取标、等待喷码贴标机器人取标就位、打印标签、贴标完成、呼叫喷码贴标机器人喷码、等待喷码贴标机器人喷码就位、触发喷码启动、喷码完成、返回安全位;当喷码贴标机器人结束工作流程后,清除请求标志位,并发出请求喷码贴标机器人回到安全位指令。
27.所述的定时状态检测及指令下发,,包括以下步骤:
28.(s301)wincc执行写入opc操作,获取日期中的日;
29.(s302)判别日是否与上次存储日相同,是则将日存为上次存储日,否则清空数据库;
30.(s303)wincc读取opc变量;
31.(s304)判别是否按下急停按钮,是则结束任务流程,保持当前状态,否则跳转至步骤(s305);
32.(s305)判断步进梁是否在行进中,是则跳转至步骤(s306),否则跳转至步骤(s311);
33.(s306)步进梁已移动标志置1;
34.(s307)判断步进梁是否是第一次移动,是则跳转步骤(s308),否则跳转至步骤(s311);
35.(s308)判别当前任务是否已完成,是则跳转步骤(s314),否则跳转至步骤(s309);
36.(s309)取标请求置0、呼叫喷码置0、请求回安全位置1;
37.(s310)wincc写入opc变量,放行钢卷,跳转至步骤(s316);
38.(s311)步进梁第一次移动标志置1;
39.(s312)判断是否工件到位为1、任务未完成、超声检测已处理完,是则跳转至步骤(s314),否则跳转至步骤(s313);
40.(s313)读取新任务,更新执行工序;
41.(s314)依次执行1
‑‑
12号工序任务;
42.(s315)更新已完成工序任务、数据库;
43.(s316)当前任务完成标志置1;
44.(s317)读取数据库任务的最大id,并设置为当前任务id;
45.(s318)步进梁第一次移动标志置0,更新已完成任务列队,并喷码贴标机器人回到安全位。
46.所述的与二级生产系统接口,运行在喷码贴标机器人系统工控机上,操作系统为windows32位;工控机通过网线与车间网络连接,在局域网环境下访问二级生产系统数据库,获取指定信息后将信息写入工控机本地数据库pmtbtask.mdb文件中,形成操作任务队列,默认任务状态为“未完成”。喷码贴标机器人监视程序将实时读取本地数据库pmtbtask.mdb文件,获取操作任务队列,并按照次序进行喷码贴标操作;操作完成后,更新任务状态为“完成”。
47.与现有技术相比,本发明的有益效果是:
48.本发明一种喷码贴标机器人控制系统,代替传统的人工喷码贴标作业,提高了喷码贴标效率和喷码贴标工作质量,降低了喷码贴标错误率,满足了生产节奏要求,降低了生产安全隐患和工作人员的劳动强度,喷码贴标机器人控制系统与工业机器人配套使用,能够直观的监测机器人运行状态,更好的完成复杂的任务需求,从应用到冷轧生产线至今,软件主控程序运行稳定,达到了设计需求。
49.上述说明仅是本发明技术方案的概述,为了能够更清楚地了解本发明的技术手段,从而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下列举本发明的具体实施方法。
50.根据下文结合附图对本发明具体实施例的详细描述,本领域技术人员将会更加明了本发明的上述及其他目的、特征和优点,但不作为对本发明的限定。
附图说明
51.图1为本发明的结构图;
52.图2为本发明的启动初始化流程图;
53.图3为本发明的窗体初始化流程图;
54.图4为本发明的定时状态检测及指令下发流程图。
具体实施方式
55.为了便于理解本发明,下面将对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
56.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
57.以下结合附图对本发明提供的具体实施方式进行详细说明。
58.如图1所示,一种喷码贴标机器人控制系统的结构图,使用visual studio 2015开发工具开发主程序,界面采用c 编程语言,数据库采用access数据库;所述的喷码贴标机
器人控制系统作为opc的客户端,通过wincc与喷码贴标机器人控制工控机通讯,获取喷码贴标机器人的状态,同时给喷码贴标机器人控制工控机下发指令;所述的喷码贴标机器人控制系统,包括:启动初始化、窗体初始化、启动及结束喷码贴标机器人工作、定时状态检测及指令下发、与二级生产系统接口。
59.如图2所示,一种喷码贴标机器人控制系统的启动初始化流程图,包括以下步骤:
60.(s101)创建互斥信号量;
61.(s102)判别主控程序是否单实例运行,是则提示主控程序已单实例运行,跳转至步骤(s105),否则单实例运行主控程序,跳转至步骤(s103);
62.(s103)创建主控程序的桌面快捷方式;
63.(s104)设置主控程序窗体的背景颜色为黑色;
64.(s105)显示主控程序窗体。
65.如图3所示,一种喷码贴标机器人控制系统的窗体初始化流程图,采用csynopcdlg类的oninitdialog函数,包括以下步骤:
66.(s201)获取喷码贴标机器人控制系统分辨率,将主控程序窗体尺寸设为满屏显示;
67.(s202)读取para.ini配置文件中配置参数;
68.(s203)判别是否为脱机模拟运行,是则跳转至步骤(s205),否则跳转至步骤(s204);
69.(s204)隐藏脱机模拟运行提示标签,跳转至步骤(s205);
70.(s205)设置步进梁行进状态为0,工件到位状态为1;
71.(s206)设置主控程序窗体中edit控件的背景颜色字体大小和文本颜色;
72.(s207)初始化listctrl列表控件的表头文字内容和字体和列数;
73.(s208)设置标签打印机、喷墨打印机、超声测距的串口波特率为9600bps;
74.(s209)创建ubs摄像头捕获窗体和句柄,设置ubs摄像头帧速、分辨率,同时启动ubs摄像头图像预览;
75.(s210)创建并启动ubs摄像头图像识别钢卷外径处理线程;
76.(s211)读取para.ini配置文件中的强制贴双标、单标、不贴标设置;
77.(s212)启动定时重启定时器,写入主控程序启动的操作日志。
78.启动及结束喷码贴标机器人工作,在启动初始化、窗体初始化结束后,通过窗体的界面控制喷码贴标机器人进入工作流程;启动喷码贴标机器人工作,每间隔2秒查询喷码贴标机器人状态以及给喷码贴标机器人控制plc下发指令,包括呼叫喷码贴标机器人取标、等待喷码贴标机器人取标就位、打印标签、贴标完成、呼叫喷码贴标机器人喷码、等待喷码贴标机器人喷码就位、触发喷码启动、喷码完成、返回安全位;当喷码贴标机器人结束工作流程后,清除请求标志位,并发出请求喷码贴标机器人回到安全位指令。
79.如图4所示,一种喷码贴标机器人控制系统的定时状态检测及指令下发流程图,包括以下步骤:
80.(s301)wincc执行写入opc操作,获取日期中的日;
81.(s302)判别日是否与上次存储日相同,是则将日存为上次存储日,否则清空数据库;
82.(s303)wincc读取opc变量;
83.(s304)判别是否按下急停按钮,是则结束任务流程,保持当前状态,否则跳转至步骤(s305);
84.(s305)判断步进梁是否在行进中,是则跳转至步骤(s306),否则跳转至步骤(s311);
85.(s306)步进梁已移动标志置1;
86.(s307)判断步进梁是否是第一次移动,是则跳转步骤(s308),否则跳转至步骤(s311);
87.(s308)判别当前任务是否已完成,是则跳转步骤(s314),否则跳转至步骤(s309);
88.(s309)取标请求置0、呼叫喷码置0、请求回安全位置1;
89.(s310)wincc写入opc变量,放行钢卷,跳转至步骤(s316);
90.(s311)步进梁第一次移动标志置1;
91.(s312)判断是否工件到位为1、任务未完成、超声检测已处理完,是则跳转至步骤(s314),否则跳转至步骤(s313);
92.(s313)读取新任务,更新执行工序;
93.(s314)依次执行1
‑‑
12号工序任务;
94.(s315)更新已完成工序任务、数据库;
95.(s316)当前任务完成标志置1;
96.(s317)读取数据库任务的最大id,并设置为当前任务id;
97.(s318)步进梁第一次移动标志置0,更新已完成任务列队,并喷码贴标机器人回到安全位。
98.与二级生产系统接口,运行在喷码贴标机器人系统工控机上,操作系统为windows32位;工控机通过网线与车间网络连接,在局域网环境下访问二级生产系统数据库,获取指定信息后将信息写入工控机本地数据库pmtbtask.mdb文件中,形成操作任务队列,默认任务状态为“未完成”。喷码贴标机器人监视程序将实时读取本地数据库pmtbtask.mdb文件,获取操作任务队列,并按照次序进行喷码贴标操作;操作完成后,更新任务状态为“完成”。
99.以上所述实例的各技术特征可以进行任意组合,为使描述简洁,未对上述实例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
100.以上所述实例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此理解为对本发明范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和非实质性的改进,这些都属于本发明的保护范围。因此,本发明的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。