1.本技术涉及纸巾、湿巾贴标设备领域,尤其涉及一种纸巾、湿巾组捆包贴标系统。
背景技术:
2.在纸巾或湿巾的生产包装过程中需要在纸巾或湿巾上粘贴标签,因此需要用到纸巾、湿巾贴标设备。现有技术中的纸巾、湿巾贴标设备一般包括纸巾湿巾上料输送装置、纸巾湿巾贴标输送装置、标签输送装置以及标签抓取装置。使用时,先通过纸巾湿巾上料输送装置将需要贴标的纸巾或湿巾输送至纸巾湿巾贴标输送装置上,然后通过标签抓取装置抓取标签输送装置上的标签贴纸并将标签撕下贴附在纸巾湿巾贴标输送装置输送的纸巾或湿巾上。标签贴纸是生活中的常用品,标签贴纸包括标签和贴纸,贴纸作为载体,标签粘贴在贴纸上,使用时将标签从贴纸上撕下粘贴在需要粘贴的物品上。
3.上述现有技术中的纸巾、湿巾贴标设备存在的问题是:需要设置专门的标签抓取装置,使得贴标设备结构复杂、成本高,贴标时操作步骤多、用时长、效率低。
技术实现要素:
4.为了改善上述现有技术中纸巾、湿巾贴标设备存在的结构复杂、成本高,贴标时操作步骤多、用时长、效率低的技术问题,本技术提供一种纸巾、湿巾组捆包贴标系统。
5.本技术提供的纸巾、湿巾组捆包贴标系统采用如下的技术方案:一种纸巾、湿巾组捆包贴标系统,包括机架、纸巾湿巾上料输送装置、纸巾湿巾贴标输送装置和标签输送装置,纸巾湿巾贴标输送装置和标签输送装置均安装在机架上,纸巾湿巾上料输送装置用于将需要贴标的纸巾或湿巾输送至纸巾湿巾贴标输送装置上,所述标签输送装置包括标签贴纸卷筒、贴纸回收卷筒、标签剥离组件和标签驱动电机,标签贴纸卷筒和贴纸回收卷筒均转动安装在机架上,标签贴纸卷筒和贴纸回收卷筒的转动轴线平行,标签驱动电机固定安装在机架上,标签驱动电机用于驱动标签贴纸卷筒和贴纸回收卷筒转动,标签贴纸卷筒和贴纸回收卷筒的转动方向相同、线速度相同;标签剥离组件包括两间隔设置的剥离安装板,剥离安装板固定设置在机架上,两剥离安装板之间转动安装有两剥离滚轴,两剥离滚轴间隔设置,两剥离滚轴之间的间隙供标签贴纸穿过,两剥离滚轴的转动轴线均与标签贴纸卷筒的转动轴线平行,两剥离安装板之间还固定有倾斜设置的剥离折板,剥离折板与两剥离滚轴的间隙对应设置;所述纸巾湿巾贴标输送装置包括滚筒电机、上滚筒输送机构和下滚筒输送机构,滚筒电机用于驱动上滚筒输送机构和下滚筒输送机构动作,上滚筒输送机构位于标签输送装置的下方,上滚筒输送机构包括上输送带,下滚筒输送机构包括下输送带,上输送带与下输送带之间形成输送纸巾或湿巾的输送通道,上输送带用于抵触纸巾或湿巾的上表面,下输送带用于支撑纸巾或湿巾的下表面,上滚筒输送机构在沿输送方向上间隔设置有两个,各上滚筒输送机构的上主动滚筒的转向相同,剥离折板位于两上滚筒输送机构的间隙处,两上滚筒输送机构的间隙处还设置有上过渡滚筒,剥离折板用于折弯标签贴纸并使得标签与贴纸分离,分离后的标签移动至上过渡滚筒的下方,
上过渡滚筒能够将标签挤压粘贴在经过的纸巾或湿巾的上表面。
6.通过采用上述技术方案,本技术的纸巾、湿巾组捆包贴标系统在使用时,工作人员将纸巾或湿巾组放置在纸巾湿巾上料输送装置上,将标签贴纸套装在标签贴纸卷筒上,然后将标签贴纸的一端从两剥离滚轴之间的间隙穿过并贴着剥离折板的上表面,然后绕着剥离折板并贴着剥离折板的下表面,然后再从两剥离滚轴之间的间隙穿过,最后缠绕在贴纸回收卷筒上。纸巾湿巾上料输送装置将纸巾或湿巾组输送至纸巾湿巾贴标输送装置上,贴纸回收卷筒和标签贴纸卷筒转动输送标签贴纸,标签贴纸在经过剥离折板时被折弯,然后标签从贴纸上剥离,分离后的标签移动至上过渡滚筒的下方,此时纸巾或湿巾组刚好被输送至上过渡滚筒的下方,上过渡滚筒将标签挤压粘贴在经过的纸巾或湿巾的上表面。本技术的纸巾、湿巾组捆包贴标系统的标签输送装置在输送标签贴纸的过程中能够将标签从贴纸上剥离,无需再设置专门的标签抓取装置,简化了设备的结构、降低了成本、提高了贴标效率。
7.优选的,所述下滚筒输送机构在沿输送方向上间隔设置有两个,且下滚筒输送机构与上滚筒输送机构在竖直方向上一一对应,各下滚筒输送机构的下主动滚筒的转向相同,两下滚筒输送机构的间隙处还设置有下过渡滚筒,下滚筒输送机构的下方也设置有标签输送装置,下滚筒输送机构下方的标签输送装置的剥离折板位于两下滚筒输送机构的间隙处,下方的剥离折板剥离的标签移动至下过渡滚筒的上方,下过渡滚筒能够将标签挤压粘贴在经过的纸巾或湿巾组的下表面。
8.通过采用上述技术方案,能够实现在纸巾或湿巾组的上、下表面贴标。
9.优选的,所述剥离折板的用于折弯标签贴纸的一端设置有横截面为三角形的折弯部。
10.通过采用上述技术方案,能够更加轻松的将标签贴纸折弯,使得标签与贴纸分离。
11.优选的,所述纸巾湿巾上料输送装置包括上料输送机构和对齐机构,对齐机构包括顶推组件和对齐平台,顶推组件用于顶推纸巾或湿巾,对齐平台包括支撑台、挡止板和第一驱动件,第一驱动件安装在支撑台上,挡止板具有初始位和工作位,第一驱动件能够驱动挡止板在初始位和工作位之间往复移动,挡止板处于工作位时,顶推组件一次动作能够将上料输送机构输送的至少两个纸巾或湿巾顶推到支撑台上并将纸巾或湿巾顶推至挡止板处。
12.通过采用上述技术方案,工作人员将纸巾或湿巾组放置在上料输送机构上,上料输送机构将纸巾或湿巾组输送至对应支撑台的位置,第一驱动件驱动挡止板从初始位移动至工作位,然后顶推组件将上料输送机构输送的至少两个纸巾或湿巾顶推到支撑台上并将纸巾或湿巾顶推至挡止板处,挡止板将各纸巾或湿巾整平对齐,整平对齐后第一驱动件驱动挡止板从工作位移动至初始位,此时挡止板不再阻挡纸巾或湿巾。
13.优选的,所述上滚筒输送机构包括上安装架、上主动滚筒、上从动滚筒和绕设在上主动滚筒与上从动滚筒之间的上输送带,上安装架固定安装在机架上,上主动滚筒和上从动滚筒均转动安装在上安装架上,且上主动滚筒与上从动滚筒的转动轴线平行。
14.通过采用上述技术方案,上滚筒输送机构结构简单、设置方便。
15.优选的,所述机架上还安装有标签辅助驱动组件,标签辅助驱动组件包括第一辅助滚筒、第二辅助滚筒和辅助电动推杆,第一辅助滚筒和第二辅助滚筒均转动安装在机架
上,第一辅助滚筒和第二辅助滚筒的转动轴线与标签贴纸卷筒的转动轴线平行,第一辅助滚筒的中心同轴固定有转轴,机架上开设有供第一辅助滚筒的转轴穿过的通孔,第一辅助滚筒的转轴的一端穿过机架并向外伸出,第一辅助滚筒的转轴的外伸端同轴固定有辅助带轮;贴纸回收卷筒的中心同轴固定有转轴,机架上开设有供贴纸回收卷筒的转轴穿过的通孔,贴纸回收卷筒的转轴的一端穿过机架并向外伸出,贴纸回收卷筒的转轴的外伸端同轴固定有回收带轮;标签驱动电机固定安装在机架的外侧,标签驱动电机的输出轴上同轴固定设置有标签驱动带轮,标签驱动带轮、回收带轮和辅助带轮之间绕设有传动带;第二辅助滚筒的中心同轴固定有转轴,第二辅助滚筒的转轴的两端安装有轴承,辅助电动推杆固定在机架上,辅助电动推杆的伸缩杆与第二辅助滚筒的转轴端部的轴承固定连接,辅助电动推杆用于驱动第二辅助滚筒靠近或远离第一辅助滚筒以实现夹紧处于二者之间的贴纸或者释放贴纸。
16.通过采用上述技术方案,标签辅助驱动组件能够辅助驱动贴纸,方便将贴纸回收绕卷在贴纸回收卷筒上。
17.优选的,所述机架上还转动设置有变向滚轴,变向滚轴的转动轴线与标签贴纸卷筒的转动轴线平行,变向滚轴位于第一辅助滚筒的下方,第一辅助滚筒位于贴纸回收卷筒的下方,变向滚轴、第一辅助滚筒和贴纸回收卷筒的位置关系使得经过的贴纸处于竖直状态。
18.通过采用上述技术方案,使得贴纸在回收时处于竖直状态,方便驱动贴纸并回收。
19.优选的,所述标签驱动电机设置有两个,一个与标签贴纸卷筒传动连接,另一个与贴纸回收卷筒传动连接;还包括张紧力自动调节组件,张紧力自动调节组件包括两个在水平方向上平行间隔设置的支撑滚轴,支撑滚轴转动安装在机架上,支撑滚轴的转动轴线与标签贴纸卷筒的转动轴线平行,两支撑滚轴的间隙处还设置有沿竖直方向延伸的竖向滑轨,竖向滑轨固定安装在机架上,竖向滑轨上还安装有张紧力自动调节滚轴,张紧力自动调节滚轴的一端固定设置有与竖向滑轨导向移动配合的调节安装座,张紧力自动调节滚轴通过调节安装座导向移动安装在竖向滑轨上。
20.通过采用上述技术方案,标签贴纸卷筒与贴纸回收卷筒均设置有单独的标签驱动电机驱动可以减小标签贴纸受到的张紧力,而且当贴纸回收卷筒的线速度与标签贴纸卷筒的线速度出现波动误差时,张紧力自动调节组件能够自行调节标签贴纸的张紧力,使得标签贴纸受到的张紧力始终保持稳定。
附图说明
21.图1是本技术实施例的纸巾、湿巾组捆包贴标系统的整体结构示意图;图2是本技术实施例中的纸巾湿巾上料输送装置的一个视角的结构示意图;图3是本技术实施例中的纸巾湿巾上料输送装置的另一个视角的结构示意图;图4是本技术实施例中的纸巾湿巾贴标输送装置的第一个视角的局部结构示意图;图5是图4中a处结构的放大图;图6是本技术实施例中的纸巾湿巾贴标输送装置的第二个视角的局部结构示意图;
图7是本技术实施例中的纸巾湿巾贴标输送装置的第三个视角的局部结构示意图;图8是本技术实施例中的纸巾湿巾贴标输送装置和标签输送装置使用时一个视角的结构示意图;图9是本技术实施例中的纸巾湿巾贴标输送装置和标签输送装置使用时隐藏部分标签贴纸后的结构示意图;图10是本技术实施例中为了展示标签辅助驱动组件的局部结构示意图;图11是本技术实施例中的纸巾湿巾贴标输送装置和标签输送装置使用时另一个视角的结构示意图;图12是图9中b处结构的放大图。
22.附图标记说明:1、纸巾湿巾上料输送装置;01、上料输送机构;11、安装架;12、第二驱动件;13、主动轮;14、从动轮;15、上料输送带;16、上料带轮;17、上料传动带;18、隔板;2、顶推组件;21、顶推件;22、推板;3、对齐平台;31、支撑台;32、挡止板;33、第一驱动件;34、第一通道挡板;35、平顶毛刷;36、支腿;37、横杆;4、机架;04、纸巾湿巾贴标输送装置;41、滚筒电机;42、上滚筒输送机构;421、上连接板;422、上侧板;423、上调节孔;43、上主动滚筒;44、上张紧滚筒;45、上从动滚筒;46、上输送带;47、上主动轴;471、上悬伸端;48、上张紧轴;5、下滚筒输送机构;511、下连接板;512、下侧板;513、下调节孔;52、下主动滚筒;53、下从动滚筒;54、下输送带;55、下主动轴;551、下悬伸端;56、下张紧轴;57、固定板;58、调节安装孔;59、第二通道挡板;61、安装杆;62、安装座;63、支撑件;64、导向滑轨;65、压装固定件;66、导向配合件;67、上过渡滚筒;68、下过渡滚筒;69、上从动带轮;70、下从动带轮;71、主动带轮;72、转动带轮;73、传动带;8、标签输送装置;81、标签贴纸卷筒;82、贴纸回收卷筒;83、标签剥离组件;831、剥离安装板;832、剥离滚轴;833、剥离折板;834、折弯部;84、张紧力自动调节组件;841、支撑滚轴;842、竖向滑轨;843、张紧力自动调节滚轴;844、调节安装座;85、标签驱动电机;86、标签辅助驱动组件;861、第一辅助滚筒;862、第二辅助滚筒;863、辅助电动推杆;864、辅助带轮;865、回收带轮;866、标签驱动带轮;87、变向滚轴;9、纸巾组;10、标签贴纸。
具体实施方式
23.以下结合附图对本技术作进一步详细说明。为了能够通过附图清楚的展示纸巾、湿巾组捆包贴标系统的具体结构,图1-图12中均隐藏了机架4的另一侧竖向板状结构。
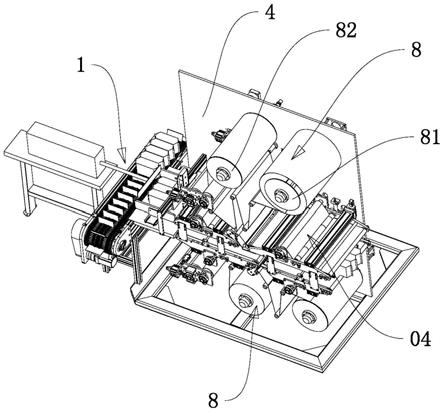
24.参照图1,本技术实施例公开了一种纸巾、湿巾组捆包贴标系统,在本实施例中以用于输送纸巾组9为例。纸巾、湿巾组捆包贴标系统包括纸巾湿巾上料输送装置1、纸巾湿巾贴标输送装置04和标签输送装置8。纸巾湿巾上料输送装置1用于将需要贴标的纸巾组9输送至纸巾湿巾贴标输送装置04上,标签输送装置8用于将标签贴纸10输送至纸巾湿巾贴标输送装置04的贴标位置处,而且标签输送装置8在输送标签贴纸10至贴标位置处时能够将标签从贴纸上撕下,纸巾湿巾贴标输送装置04将纸巾组9输送至贴标位置处时刚好能够贴上撕下的标签。
25.参照图2和图3,纸巾湿巾上料输送装置1包括上料输送机构01和对齐机构。对齐机构包括顶推组件2和对齐平台3,顶推组件2用于顶推纸巾组9。对齐平台3包括支撑台31、挡
止板32和第一驱动件33。第一驱动件33安装在支撑台31上,挡止板32具有初始位和工作位,第一驱动件33能够驱动挡止板32在初始位和工作位之间往复移动。挡止板32处于工作位时,顶推组件2一次动作能够将上料输送机构01输送的5个纸巾组9顶推到支撑台31上并将纸巾组9顶推至挡止板32处。顶推组件2包括顶推件21和推板22,顶推件21为电动推杆。推板22固定在电动推杆的伸缩杆上。顶推件21驱动推板22顶推纸巾组9,推板22用于顶推纸巾组9的侧面与顶推件21的顶推方向垂直,推板22的下侧面水平设置。
26.继续参照图2和图3,上料输送机构01包括安装架11、第二驱动件12、主动轮13、从动轮14以及绕设在主动轮13和从动轮14之间的上料输送带15。主动轮13和从动轮14均转动安装在安装架11上,主动轮13与从动轮14的转动轴线平行。第二驱动件12为电机,第二驱动件12安装在安装架11上,第二驱动件12与主动轮13通过上料带轮16、上料传动带17传动连接。第二驱动件12驱动主动轮13绕其轴线转动,主动轮13转动带动上料输送带15移动进而带动从动轮14转动。上料输送带15上平行间隔设置有隔板18,相邻隔板18之间形成一个纸巾组9的上料空间。相邻隔板18的相对的侧面与上料输送带15输送纸巾组9的方向垂直,各隔板18的上侧面水平设置,顶推组件2的顶推方向与上料输送带15输送纸巾组9的方向垂直。纸巾组9的上部相对于隔板18上侧面向上凸出,推板22下侧面的高度高于隔板18上侧面的高度,推板22能够推着纸巾组9的上部推动纸巾组9移动。
27.继续参照图2和图3,支撑台31上平行间隔固定设置有第一通道挡板34,相邻第一通道挡板34相对的侧面与上料输送带15输送纸巾组9的方向垂直。相邻第一通道挡板34之间形成供纸巾组9通过的通道,通道的宽度等于顶推组件2一次动作能够推动的5个纸巾组9在沿上料输送带15输送方向的长度。通道上方还固定设置有平顶毛刷35,平顶毛刷35用于对下方通过的纸巾组9的顶部进行整平。平顶毛刷35通过固定架固定在支撑台31上,固定架包括支腿36和横杆37,支腿36固定在支撑台31上,横杆37固定在支腿36的顶部,平顶毛刷35固定在横杆37上。第一驱动件33固定在横杆37上,第一驱动件33为气压缸,挡止板32固定在气压缸的伸缩杆上,挡止板32的用于阻挡纸巾组9的侧面与顶推件21的顶推方向垂直。挡止板32位于通道的末端,平顶毛刷35位于挡止板32的前侧。第一驱动件33呈缸体在上伸缩杆在下设置,挡止板32的初始位在工作位的上方,第一驱动件33驱动挡止板32上下移动以切换初始位和工作位。
28.纸巾湿巾上料输送装置1在使用时,工作人员将纸巾组9放置在上料输送机构01上,上料输送机构01将纸巾组9输送至对应支撑台31的位置,第一驱动件33驱动挡止板32从初始位移动至工作位,然后顶推组件2将上料输送机构01输送的5个纸巾组9顶推到支撑台31上且经过通道后纸巾组9移动至挡止板32处。纸巾组9在经过通道时第一通道挡板34能够对通过的纸巾组9进行移动导向,且第一通道挡板34能够对纸巾组9的外侧面进行整平。纸巾组9在经过平顶毛刷35时,平顶毛刷35能够对纸巾组9的顶部进行整平,挡止板32将各纸巾组9整平对齐。整平对齐后第一驱动件33驱动挡止板32从工作位移动至初始位,此时挡止板32不再阻挡纸巾组9。纸巾湿巾上料输送装置1能够对纸巾组9进行整平对齐,以便于纸巾组9后续的生产包装工作。
29.参照图4和图5,纸巾湿巾贴标输送装置04包括滚筒电机41、上滚筒输送机构42和下滚筒输送机构5,滚筒电机41用于驱动上滚筒输送机构42和下滚筒输送机构5动作。上滚筒输送机构42包括上安装架、上主动滚筒43、上张紧滚筒33、上从动滚筒45和绕设在上主动
滚筒43与上从动滚筒45之间的上输送带46。上安装架固定安装在机架4上,上主动滚筒43和上从动滚筒45均转动安装在上安装架上,且上主动滚筒43与上从动滚筒45的转动轴线平行。在本实施例中,上主动滚筒43中心同轴固定安装有上主动轴47,上从动滚筒45中心同轴固定安装有上从动轴,上张紧滚筒33中心同轴固定安装有上张紧轴48,上主动轴47和上从动轴平行间隔设置。上安装架包括上连接板421和固定在上连接板421相对两侧边的上侧板422,上主动轴47和上从动轴的两端均转动安装在上侧板422上。上连接板421位于上输送带46围成的空间内,上连接板421与上输送带46的下部分输送带抵触。上连接板421能够对上输送带46的下部分输送带进行支撑,使得上输送带46对纸巾组9的压紧效果更好。
30.继续参照图5,上从动滚筒45沿纸巾输送方向平行间隔设置有两个,上主动滚筒43位于两个上从动滚筒45所在平面的上方。上侧板422上开设有沿纸巾输送方向延伸的上调节孔423,上张紧轴48的两端分别通过轴承(图中未示出)转动安装在相应的上调节孔423中,上张紧滚筒33的转动轴线与上从动滚筒45的转动轴线平行。上张紧滚筒33在上调节孔423中的安装位置能够沿输送方向进行调节,上张紧滚筒33用于顶压上输送带46的外表面,使得上输送带46处于绷紧状态,能够通过上张紧滚筒33调节上输送带46的绷紧程度。上主动滚筒43转动时带动上输送带46移动,进而带动上从动滚筒45转动。
31.继续参照图5,下滚筒输送机构5位于上滚筒输送机构42的下方,下滚筒输送机构5包括下安装架、下主动滚筒52、下张紧滚筒、下从动滚筒53和绕设在下主动滚筒52与下从动滚筒53之间的下输送带54,下安装架固定安装在机架4上,下主动滚筒52和下从动滚筒53均转动安装在下安装架上,且下主动滚筒52与下从动滚筒53和上主动滚筒43的转动轴线平行。在本实施例中,下主动滚筒52中心同轴固定安装有下主动轴55,下从动滚筒53中心同轴固定安装有下从动轴,下张紧滚筒中心同轴固定安装有下张紧轴56,下主动轴55和下从动轴平行间隔设置。下安装架包括下连接板511和固定在下连接板511相对两侧边的下侧板512,下主动轴55和下从动轴的两端均转动安装在下侧板512上。下连接板511位于下输送带54围成的空间内,下连接板511与下输送带54的上部分输送带抵触。
32.继续参照图5,下从动滚筒53沿纸巾输送方向平行间隔设置有两个,下主动滚筒52位于两个下从动滚筒53所在平面的下方。下侧板512上开设有沿纸巾输送方向延伸的下调节孔513,下张紧轴56的两端分别通过轴承(图中未示出)转动安装在相应的下调节孔513中,下张紧滚筒的转动轴线与下从动滚筒53的转动轴线平行。下张紧滚筒在下调节孔513中的安装位置能够沿输送方向进行调节,下张紧滚筒用于顶压下输送带54的外表面,使得下输送带54处于绷紧状态,通过下张紧滚筒能够调节下输送带54的绷紧程度。
33.继续参照图5,上输送带46与下输送带54平行间隔设置,上输送带46与下输送带54均水平设置,上输送带46与下输送带54之间形成输送纸巾组9的输送通道。上输送带46用于抵触纸巾组9的上表面,下输送带54用于支撑纸巾组9的下表面。工作时,工作人员将纸巾组9放置在输送通道内进行输送,输送过程中上输送带46和下输送带54能够压紧纸巾组9,防止纸巾组9在输送中活动及变形。
34.继续参照图5,上侧板422与下侧板512之间还固定连接有固定板57,固定板57上开设有用于调节上连接板421与下连接板511之间距离的调节安装孔58。固定板57的设置使得上滚筒输送机构42与下滚筒输送机构5连接成一个整体,在装配时可以先将上滚筒输送机构42与下滚筒输送机构5组装在一起,然后在将二者安装到机架4上,安装起来更加方便;而
且可以通过调节安装孔58调节上连接板421与下连接板511之间的距离,进而调节输送通道的高度。再参照图3,两侧的下侧板512上还分别固定安装有第二通道挡板59,纸巾组9从两第二通道挡板59之间输送。在本实施例中,第二通道挡板59的外侧上还固定连接有安装杆61,下侧板512上还固定安装有安装座62,安装座62上开设有与安装杆61适配插接的插孔,安装杆61能够在插孔内导向移动以调节两第二通道挡板59之间的距离,进而调节能够通过的纸巾组9的宽度。
35.继续参照图5,机架4上还固定设置有用于支撑下侧板512的支撑件63,支撑件63位于下侧板512的下方且与下侧板512抵触。机架4上还固定设置有竖向延伸的导向滑轨64,导向滑轨64上导向移动安装有压装固定件65,压装固定件65的端部固定设置有与导向滑轨64导向移动配合的导向配合件66,压装固定件65用于压装在上侧板422的上侧面。支撑件63配合压装固定件65能够更好地将上滚筒输送机构42与下滚筒输送机构5固定安装在机架4上。
36.参照图4和图6,上滚筒输送机构42在沿输送方向上间隔设置有两个,各上滚筒输送机构42的上主动滚筒43的转向相同。相邻两上滚筒输送机构42之间设置有上过渡滚筒67,上过渡滚筒67用于抵触经过的纸巾组9的上表面。下滚筒输送机构5在沿输送方向上间隔设置有两个,且下滚筒输送机构5与上滚筒输送机构42在竖直方向上一一对应,各下滚筒输送机构5的下主动滚筒52的转向相同。相邻两下滚筒输送机构5之间设置有下过渡滚筒68,下过渡滚筒68用于支撑经过的纸巾组9的下表面。在竖直方向上对应的上滚筒输送机构42和下滚筒输送机构5组成一组输送装置。
37.参照图7,滚筒电机41设置有两个,滚筒电机41固定安装在机架4上。一个滚筒电机41对应一组输送装置设置用于驱动该组输送装置中的上主动滚筒43和下主动滚筒52转动,上主动滚筒43和下主动滚筒52的转动方向相反。在本实施例中,上侧板422和机架4上开设有供上主动轴47的端部穿过的通孔,上主动轴47的一端穿过上侧板422和机架4向外伸出形成上悬伸端471,上悬伸端471固定安装有上从动带轮69。下侧板512和机架4上开设有供下主动轴55的端部穿过的通孔,下主动轴55的一端穿过下侧板512和机架4向外伸出形成下悬伸端551,下悬伸端551固定安装有下从动带轮70。滚筒电机41固定安装于机架4的外侧面,滚筒电机41的输出轴上固定安装有主动带轮71,机架4的外侧面上还转动安装有转动带轮72。一组输送装置中的上从动带轮69、下从动带轮70、主动带轮71和转动带轮72通过传动带73传动连接,上从动带轮69与下从动带轮70的转动方向相反。滚筒电机41工作时能够同时驱动上主动滚筒43和下主动滚筒52转动。
38.纸巾湿巾贴标输送装置04在使用时,纸巾湿巾上料输送装置1在对纸巾组9进行整平对齐后,顶推组件2将需要贴标的纸巾组9顶推至上输送带46与下输送带54之间形成的输送通道内,输送过程中上输送带46和下输送带54能够压紧纸巾组9,防止纸巾组9在输送中活动及变形,方便后续的生产包装工作。而且,可以通过调节安装孔58调节上连接板421与下连接板511之间的距离,进而调节输送通道的高度;能够调节输送通道的宽度,进而调节能够通过的纸巾组9的宽度。
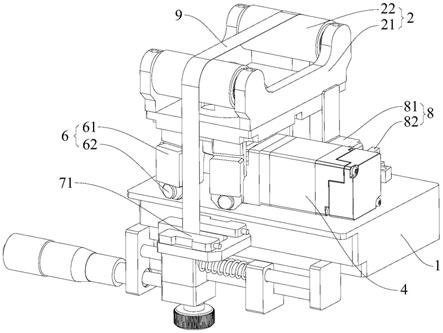
39.参照图8和图9,标签输送装置8设置有两个,一个位于纸巾湿巾贴标输送装置04的上方,另一个位于纸巾湿巾贴标输送装置04的下方。标签输送装置8包括标签贴纸卷筒81、贴纸回收卷筒82、标签剥离组件83、张紧力自动调节组件84和标签驱动电机85。标签贴纸卷筒81和贴纸回收卷筒82均转动安装在机架4上,标签贴纸卷筒81和贴纸回收卷筒82的转动
轴线平行。标签驱动电机85固定安装在机架4上,标签驱动电机85用于驱动标签贴纸卷筒81和贴纸回收卷筒82转动,标签贴纸卷筒81和贴纸回收卷筒82的转动方向相同、线速度相同。
40.参照图9和图10,机架4上还安装有标签辅助驱动组件86,标签辅助驱动组件86包括第一辅助滚筒861、第二辅助滚筒862和辅助电动推杆863。第一辅助滚筒861和第二辅助滚筒862均转动安装在机架4上,第一辅助滚筒861和第二辅助滚筒862的转动轴线与标签贴纸卷筒81的转动轴线平行。再参照图11,第一辅助滚筒861的中心同轴固定有转轴,机架4上开设有供第一辅助滚筒861的转轴穿过的通孔,第一辅助滚筒861的转轴的一端穿过机架4并向外伸出,第一辅助滚筒861的转轴的外伸端同轴固定有辅助带轮864。标签驱动电机85设置有两个,一个与标签贴纸卷筒81传动连接,另一个与贴纸回收卷筒82传动连接。贴纸回收卷筒82的中心同轴固定有转轴,机架4上开设有供贴纸回收卷筒82的转轴穿过的通孔,贴纸回收卷筒82的转轴的一端穿过机架4并向外伸出,贴纸回收卷筒82的转轴的外伸端同轴固定有回收带轮865。标签驱动电机85固定安装在机架4的外侧,标签驱动电机85的输出轴上同轴固定设置有标签驱动带轮866,标签驱动带轮866、回收带轮865和辅助带轮864之间绕设有传动带73。工作时,与贴纸回收卷筒82传动连接的标签驱动电机85能够同时驱动贴纸回收卷筒82和第一辅助滚筒861转动。
41.继续参照图9和图10,第二辅助滚筒862的中心同轴固定有转轴,第二辅助滚筒862的转轴的两端安装有轴承,辅助电动推杆863固定在机架4上,辅助电动推杆863的伸缩杆与第二辅助滚筒862的转轴端部的轴承固定连接。辅助电动推杆863用于驱动第二辅助滚筒862靠近或远离第一辅助滚筒861以实现夹紧处于二者之间的贴纸或者释放贴纸。机架4上还转动设置有变向滚轴87,变向滚轴87的转动轴线与标签贴纸卷筒81的转动轴线平行。变向滚轴87位于第一辅助滚筒861的下方,第一辅助滚筒861位于贴纸回收卷筒82的下方,变向滚轴87、第一辅助滚筒861和贴纸回收卷筒82的位置关系使得经过的贴纸处于竖直状态。
42.继续参照图9,张紧力自动调节组件84包括两个在水平方向上平行间隔设置的支撑滚轴841,支撑滚轴841转动安装在机架4上。支撑滚轴841的转动轴线与标签贴纸卷筒81的转动轴线平行,两支撑滚轴841的间隙处还设置有沿竖直方向延伸的竖向滑轨842。竖向滑轨842固定安装在机架4上,竖向滑轨842上还安装有张紧力自动调节滚轴843。张紧力自动调节滚轴843的一端固定设置有与竖向滑轨842导向移动配合的调节安装座844,张紧力自动调节滚轴843通过调节安装座844导向移动安装在竖向滑轨842上。
43.参照图9和图12,标签剥离组件83包括两间隔设置的剥离安装板831。剥离安装板831固定设置在机架4上,两剥离安装板831之间转动安装有两剥离滚轴832,两剥离滚轴832间隔设置,两剥离滚轴832之间的间隙供标签贴纸10穿过,两剥离滚轴832的转动轴线均与标签贴纸卷筒81的转动轴线平行。两剥离安装板831之间还固定有倾斜设置的剥离折板833,剥离折板833与两剥离滚轴832的间隙对应设置。剥离折板833的用于折弯标签贴纸10的一端设置有横截面为三角形的折弯部834,剥离折板833用于折弯标签贴纸10并使得标签与贴纸分离。
44.继续参照图9和图12,纸巾湿巾贴标输送装置04上方的标签输送装置8的剥离折板833位于两上滚筒输送机构42的间隙处,剥离折板833折弯标签贴纸10并使得标签与贴纸分离,分离后的标签移动至上过渡滚筒67的下方,上过渡滚筒67能够将标签挤压粘贴在经过的纸巾组9的上表面。纸巾湿巾贴标输送装置04下方的标签输送装置8的剥离折板833位于
两下滚筒输送机构5的间隙处,下方的剥离折板833剥离的标签能够移动至下过渡滚筒68的上方,下过渡滚筒68能够将标签挤压粘贴在经过的纸巾组9的下表面。
45.参照图8,标签输送装置8在使用时,将圆筒状的标签贴纸10套装固定在标签贴纸卷筒81上,然后将标签贴纸10的一端先从一个支撑滚轴841的上侧绕过,然后从张紧力自动调节滚轴843的下侧绕过,然后从另一个支撑滚轴841的上侧绕过,然后从两剥离滚轴832之间的间隙穿过并贴着剥离折板833的上表面,然后绕着剥离折板833并贴着剥离折板833的下表面,然后再从两剥离滚轴832之间的间隙穿过,然后从变向滚轴87的下侧绕过,然后从第一辅助滚筒861和第二辅助滚筒862之间穿过,最后缠绕在贴纸回收卷筒82上。标签贴纸卷筒81转动释放标签贴纸10,贴纸回收卷筒82转动收卷剥离标签后的贴纸,标签辅助驱动组件86的第一辅助滚筒861和第二辅助滚筒862夹紧贴纸时转动能够辅助驱动贴纸移动以实现贴纸的收卷。当贴纸回收卷筒82的线速度与标签贴纸卷筒81的线速度出现波动误差时,张紧力自动调节组件84能够自行调节标签贴纸10的张紧力。例如,当贴纸回收卷筒82的线速度大于标签贴纸卷筒81的线速度,此时标签贴纸10会带动张紧力自动调节滚轴843向上移动;当贴纸回收卷筒82的线速度小于标签贴纸卷筒81的线速度,此时张紧力自动调节滚轴843会压着标签贴纸10向下移动,从而使得标签贴纸10的张紧力始终保持稳定。当标签贴纸10经过标签剥离组件83时,标签会从标签贴纸10上剥离并被粘贴在纸巾湿巾贴标输送装置04输送的纸巾组9上实现捆包贴标。
46.本技术的纸巾、湿巾组捆包贴标系统在使用时,纸巾湿巾上料输送装置1在对纸巾组9进行整平对齐后,顶推组件2将需要贴标的纸巾组9顶推至上输送带46与下输送带54之间形成的输送通道内,标签输送装置8将标签贴纸10输送至纸巾湿巾贴标输送装置04的贴标位置处,标签输送装置8在输送标签贴纸10至贴标位置处时将标签从贴纸上剥离,然后标签在上过渡滚筒67和下过渡滚筒68的作用下粘贴在输送的纸巾组9的上下表面。本技术的纸巾、湿巾组捆包贴标系统在使用时,标签输送装置在输送标签贴纸的过程中能够将标签从贴纸上剥离,无需再设置专门的标签抓取装置,简化了设备的结构、降低了成本、提高了贴标效率。
47.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。