1.本实用新型涉及一种汽车座椅调节器专用高强度齿轮的自动压装设备。
背景技术:
2.粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术,属于粉末烧结技术。粉末冶金具有独特的化学组成和机械、物理性能,而这些性能是用传统的熔铸方法无法获得的。
3.粉末冶金生产汽车座椅调节器的行星齿轮时,需要由人工放置齿轮和齿轮轴到压装机器上,人手动控制压头来对行星齿轮进行压装,但这样的人工操作不仅效率低下,并且人工压装的精度不高,产品质量容易受到影响。
技术实现要素:
4.本实用新型的目的在于克服上述不足,提供一种可以实现自动化压装,提高生产效率的汽车座椅调节器专用高强度齿轮的自动压装设备。
5.本实用新型的目的是这样实现的:
6.汽车座椅调节器专用高强度齿轮的自动压装设备,它包括中间的压装工作台,以及压装工作台两侧的齿轮振动筛和齿轮轴振动筛,所述齿轮振动筛和齿轮轴振动筛的末端分别为齿轮送料轨道和齿轮轴送料轨道,所述压装工作台正中间的左右两侧设置滑轨,两个滑轨上分别设置齿轮夹持滑块和齿轮轴夹持滑块,齿轮夹持滑块和齿轮轴夹持滑块向压装工作台正中间和外侧方向滑动,齿轮夹持滑块顶面低于齿轮轴夹持滑块的底面,齿轮夹持滑块和齿轮轴夹持滑块的前后两侧都设置有夹持块,夹持块合拢后中间形成盲孔,夹持块分开后盲孔便形成通孔;
7.所述齿轮送料轨道和齿轮轴送料轨道的末端位置固定,分别位于齿轮夹持滑块和齿轮轴夹持滑块移动到最外侧时各自盲孔的正上方,所述压装工作台的上方设置有压机架,压机架底部为压头,压头位于齿轮轴送料轨道的上方,压头通过气缸推动向下加压,并且压装工作台的左右两侧还设置有夹紧气缸,夹紧气缸的末端固定有弧形的夹紧环,将齿轮从左右两侧夹紧定位,并且压装工作台的前侧还设置有推料气缸,推料气缸的推杆向压装工作台后侧方向延伸,将压装完成后的行星齿轮推到压装工作台后侧的收集滑道中。
8.所述齿轮夹持滑块上的盲孔尺寸大于齿轮轴夹持滑块上的盲孔尺寸。
9.所述齿轮和齿轮轴落料后进入盲孔中,齿轮夹持滑块和齿轮轴夹持滑块将齿轮和齿轮轴带着移动到压装工作台的正中间,此时齿轮轴夹持滑块的盲孔位于齿轮夹持滑块的盲孔的正上方,随后齿轮轴夹持滑块的夹持块打开,让齿轮轴落在齿轮夹持滑块盲孔中,接着齿轮夹持滑块的夹持块打开,让齿轮带着齿轮轴一起落到压装工作台中间。
10.本实用新型汽车座椅调节器专用高强度齿轮的自动压装设备具有以下优点:
11.本实用新型汽车座椅调节器专用高强度齿轮的自动压装设备对行星齿轮进行自
动压装,齿轮和齿轮轴通过振动筛和压机可以高效地进行压装,极大地减少了人工操作,压装过程自动化、高效化,提高了生产效率。
附图说明
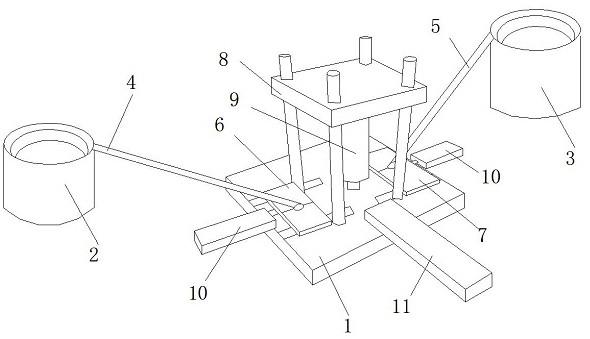
12.图1为本实用新型汽车座椅调节器专用高强度齿轮的自动压装设备中模压成型设备的结构示意图。
13.图中:压装工作台1、齿轮振动筛2、齿轮轴振动筛3、齿轮送料轨道4、齿轮轴送料轨道5、齿轮夹持滑块6、齿轮轴夹持滑块7、压机架8、压头9、夹紧气缸10、推料气缸11。
具体实施方式
14.参见图1,本实用新型涉及一种汽车座椅调节器专用高强度齿轮的自动压装设备,用于将行星齿轮自动装配,自动压装设备包括中间的压装工作台1,以及压装工作台1两侧的齿轮振动筛2和齿轮轴振动筛3,所述齿轮振动筛2和齿轮轴振动筛3放入检测合格的齿轮和齿轮轴的压坯,通过振动送料的方式出料。
15.所述齿轮振动筛2和齿轮轴振动筛3的末端分别为齿轮送料轨道4和齿轮轴送料轨道5,所述压装工作台1正中间的左右两侧设置滑轨,两个滑轨上分别设置齿轮夹持滑块6和齿轮轴夹持滑块7,齿轮夹持滑块6和齿轮轴夹持滑块7可以向压装工作台1正中间和外侧方向滑动,所述齿轮夹持滑块6和齿轮轴夹持滑块7形状相同,并且齿轮夹持滑块6顶面低于齿轮轴夹持滑块7的底面,齿轮夹持滑块6和齿轮轴夹持滑块7的前后两侧都设置有夹持块,夹持块合拢后中间形成盲孔,齿轮夹持滑块6上的盲孔尺寸大于齿轮轴夹持滑块7上的盲孔尺寸,夹持块分开后盲孔便形成通孔。
16.所述齿轮送料轨道4和齿轮轴送料轨道5的末端位置固定,分别位于齿轮夹持滑块6和齿轮轴夹持滑块7移动到最外侧时各自盲孔的正上方,齿轮和齿轮轴落料后进入盲孔中,齿轮夹持滑块6和齿轮轴夹持滑块7将齿轮和齿轮轴带着移动到压装工作台1的正中间,此时齿轮轴夹持滑块7的盲孔正好位于齿轮夹持滑块6的盲孔的正上方,随后齿轮轴夹持滑块7的夹持块慢慢打开,让齿轮轴正好落在齿轮夹持滑块6盲孔中,接着齿轮夹持滑块6的夹持块慢慢打开,让齿轮带着齿轮轴一起落到压装工作台1中间。
17.所述压装工作台1的上方设置有压机架8,压机架8底部为压头9,压头9位于齿轮轴送料轨道5的上方,压头9通过气缸推动向下加压,用于将齿轮轴压装进齿轮中,并且压装工作台1的左右两侧还设置有夹紧气缸10,夹紧气缸10的末端固定有弧形的夹紧环,用于将齿轮从左右两侧夹紧定位,随后让压头9准确压下,并且压装工作台1的前侧还设置有推料气缸11,推料气缸11的推杆向压装工作台1后侧方向延伸,用于将压装完成后的行星齿轮推到压装工作台1后侧的收集滑道中。
技术特征:
1.汽车座椅调节器专用高强度齿轮的自动压装设备,其特征在于:它包括中间的压装工作台,以及压装工作台两侧的齿轮振动筛和齿轮轴振动筛,所述齿轮振动筛和齿轮轴振动筛的末端分别为齿轮送料轨道和齿轮轴送料轨道,所述压装工作台正中间的左右两侧设置滑轨,两个滑轨上分别设置齿轮夹持滑块和齿轮轴夹持滑块,齿轮夹持滑块和齿轮轴夹持滑块向压装工作台正中间和外侧方向滑动,齿轮夹持滑块顶面低于齿轮轴夹持滑块的底面,齿轮夹持滑块和齿轮轴夹持滑块的前后两侧都设置有夹持块,夹持块合拢后中间形成盲孔,夹持块分开后盲孔便形成通孔;所述齿轮送料轨道和齿轮轴送料轨道的末端位置固定,分别位于齿轮夹持滑块和齿轮轴夹持滑块移动到最外侧时各自盲孔的正上方,所述压装工作台的上方设置有压机架,压机架底部为压头,压头位于齿轮轴送料轨道的上方,压头通过气缸推动向下加压,并且压装工作台的左右两侧还设置有夹紧气缸,夹紧气缸的末端固定有弧形的夹紧环,将齿轮从左右两侧夹紧定位,并且压装工作台的前侧还设置有推料气缸,推料气缸的推杆向压装工作台后侧方向延伸,将压装完成后的行星齿轮推到压装工作台后侧的收集滑道中。2.根据权利要求1所述的汽车座椅调节器专用高强度齿轮的自动压装设备,其特征在于:所述齿轮夹持滑块上的盲孔尺寸大于齿轮轴夹持滑块上的盲孔尺寸。
技术总结
本实用新型涉及汽车座椅调节器专用高强度齿轮的自动压装设备,它包括中间的压装工作台,以及压装工作台两侧的齿轮振动筛和齿轮轴振动筛,所述齿轮振动筛和齿轮轴振动筛的末端分别为齿轮送料轨道和齿轮轴送料轨道,压装工作台正中间的左右两侧设置滑轨,两个滑轨上分别设置齿轮夹持滑块和齿轮轴夹持滑块,齿轮夹持滑块和齿轮轴夹持滑块的前后两侧都设置有夹持块,所述压装工作台的上方设置有压机架,压机架底部为压头,压装工作台的左右两侧还设置有夹紧气缸,压装工作台的前侧还设置有推料气缸。本实用新型汽车座椅调节器专用高强度齿轮的自动压装设备对行星齿轮进行自动压装,极大地减少了人工操作,压装过程自动化、高效化,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:包敢锋 邹勇平
受保护的技术使用者:无锡市恒特力金属制品有限公司
技术研发日:2021.01.27
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。