1.本发明涉及铸铝模具领域,具体的说是一种铸铝模具。
背景技术:
2.铸铝是一种将纯铝或铝合金锭按标准的成分比例配制后,经过人工加热将其变成铝合金液体或熔融状态后,再通过专业的模具或相应工艺将铝液或熔融状态的铝合金浇注进型腔,经冷却形成所需要形状铝件的一种工艺方法,铸铝所用的铝,称为铸造铝合金,在熔炼铝锭的过程中,需要将融化的铝液通过炉头倒在铝锭模具中,待其冷却成型后再进行脱模。
3.现有技术中,在对圆柱型铝件进行铸造成型时,为了使铝件成型完整没有缺口,浇筑时会将浇筑口注满,甚至会从浇筑口溢出,造成对铝液的浪费,若浇筑不足可能会造成铸造成的铝件成型不完整含有缺口。
4.鉴于此,为了克服上述技术问题,本发明设计了一种铸铝模具,解决了上述技术问题。
技术实现要素:
5.本发明所要解决的技术问题是:铸铝时,在对圆柱型铝件进行将融化的铝液倒入模具进行铸造成型时,为了使铝件成型完整没有缺口,浇筑时会将浇筑口注满,甚至会从浇筑口溢出,造成对铝液的浪费,若浇筑不足可能会造成铸造成的铝件成型不完整含有缺口。
6.为实现上述目的,本发明提供如下技术方案:
7.本发明提供一种铸铝模具,包括底座、下模、上模和浇筑口,所述下模设在底座上部,所述下模上表面可拆卸固定连接有上模;所述上模上表面开设有通孔,所述上模上表面通孔处固定连接有浇筑口;
8.所述上模上壁开设有储气槽,所述储气槽内用于放置惰性气体,所述储气槽的槽口固定连接有金属块;所述金属块具有良好的导热性能;
9.所述储气槽的右部和上部分别开设有一号矩形槽和二号矩形槽,所述一号矩形槽的右部与通孔相通,一号矩形槽右部与储气槽之间开设有一号通道,所述二号矩形槽与储气槽之间开设有二号通道;
10.所述一号矩形槽和二号矩形槽内部滑动密封连接有一号滑块和二号滑块,所述二号滑块左侧固定连接有一号卡块352,所述二号矩形槽左侧开设有与一号卡块352配合的一号滑槽,所述一号滑块和二号滑块底端都固定连接有弹簧的一端,所述一号矩形槽的左壁和二号矩形槽的底壁分别固定连接有弹簧的另一端;
11.所述一号矩形槽右端开设有竖直槽,所述竖直槽内部滑动密封连接有挡块,所述挡块底端固定连接有弹簧的一端,所述竖直槽的底壁固定连接有弹簧的另一端。
12.优选的,所述底座上表面开设有凹槽,所述底座与下模之间设有转动单元,所述转动单元包括电机、轴承、传动轴和滚珠盘;所述电机设置在凹槽内部,所述电机的输出轴与
传动轴固定连接,所述轴承设在传动轴外表面,所述滚珠盘与底座上表面固定连接,所述滚珠盘中间开设有一号通孔,所述传动轴顶端穿过一号通孔与下模底壁固定连接。
13.优选的,所述储气槽的右部和上部分别开设有三号矩形槽和二号矩形槽,所述三号矩形槽的左部与通孔相通,三号矩形槽右部与储气槽之间开设有三号通道,所述三号矩形槽内部滑动密封连接有三号滑块,所述三号滑块上部固定连接有二号卡块323,所述三号矩形槽顶端开设有与二号卡块323配合的二号滑槽,所述三号滑块底端固定连接有弹簧的一端,所述三号矩形槽的左壁固定连接有弹簧的另一端。
14.优选的,所述上模包括上模座和上模芯,所述上模座和上模芯可拆卸固定连接;所述下模包括下模座和下模芯,所述下模座和下模芯可拆卸固定连接。
15.优选的,所述上模芯和下模芯接触部分设置成齿型配合接触。
16.优选的,所述上模芯、下模芯、一号滑块和三号滑块表面涂敷有脱模剂。
17.本发明的有益效果如下:
18.1.本发明通过设置储气槽、金属块、一号滑块和二号滑块,在减少浇筑口处铝液的浪费的基础上,减小成型铝件气孔缺口现象的出现。
19.2.本发明的一种铸铝模具,通过设置转动单元可以促进对上模和下模接触面处所形成的一些边角料进行清理,且使得铝液能够充满整个模具,进一步降低成型后的铝件带有气孔缺陷的风险,以及帮助脱模。
附图说明
20.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
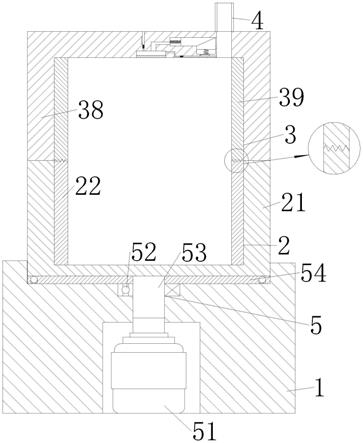
21.图1是本发明的整体结构示意图;
22.图2是本发明的上模上壁内部放大图。
23.图中:底座1、下模2、下模座21、下模芯22、上模3、通孔31、储气槽32、三号矩形槽321、三号滑块322、二号卡块323、金属块33、一号矩形槽34、一号滑块341、二号矩形槽35、二号滑块351、一号卡块352、竖直槽36、挡块37、上模座38、上模芯39、浇筑口4、转动单元5、电机51、轴承52、传动轴53、滚珠盘54。
具体实施方式
24.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
25.本发明提供了一种铸铝模具,包括底座1、下模2、上模3和浇筑口4,下模2设在底座1上部,下模2上表面可拆卸固定连接有上模3;上模3上表面开设有通孔31,通孔31处固定连接有浇筑口4;
26.上模3上壁开设有储气槽32,储气槽32内用于放置惰性气体,储气槽32的槽口固定连接有金属块33;金属块33具有良好的导热性能;储气槽32的一侧设置有与外界连通的管道,所述管道与外接气源连通,对储气槽32内的气体进行随时补充;
27.储气槽32的右部和上部分别开设有一号矩形槽34和二号矩形槽35,一号矩形槽34的右部与通孔31相通,一号矩形槽34右部与储气槽32之间开设有一号通道,二号矩形槽35与储气槽32之间开设有二号通道;
28.一号矩形槽34和二号矩形槽35内部滑动密封连接有一号滑块341和二号滑块351,二号滑块351左侧固定连接有一号卡块352,二号矩形槽35左侧开设有与一号卡块352配合的一号滑槽,一号滑块341和二号滑块351底端都固定连接有弹簧的一端,一号矩形槽34的左壁和二号矩形槽35的底壁分别固定连接有弹簧的另一端;
29.一号矩形槽34右端开设有竖直槽36,竖直槽36内部滑动密封连接有挡块37,挡块37底端固定连接有弹簧的一端,竖直槽36的底壁固定连接有弹簧的另一端。
30.当使用本发明进行铝件铸造成型时,将熔化的铝液从浇筑口4注入模具内部,随着铝液逐渐充满整个模具,当铝液逐渐升高距离上模3越来越近,由于上模3上壁上的金属块33具有良好的导热性能,金属块33逐渐受热升温使得储气槽32内温度升高,储气槽32内的惰性气体受热膨胀使得储气槽32内气压升高,膨胀的惰性气体通过二号通道推动二号矩形槽35内的二号滑块351,使得二号滑块351慢慢突出,操作人员见此就可以降低浇筑速度,防止浇筑速度过快不容易控制造成铝液溢出导致铝液浪费,降低速度可方便控制;由于一号卡块352和一号滑槽的配合限位,使得二号滑块351不会被气体完全冲出导致储气槽32内的气体外泄,当铝液进入通孔31内时可以停止浇筑,这样浇筑口4内不会堆积多余的铝液也不会溢出铝液,减小对铝液的浪费,且工件凝固成型后不会在浇筑口4处形成过多的废料,减少工人后续的处理难度;
31.但由于铝液并未浇筑充分将浇筑口4注满,铝件成型可能会出现成型不完整含有缺口等缺陷,由于挡块37的存在,在二号滑块351运动被气体推动时,一号滑块341并没有被推动,这时可通过二号滑块351使储气槽32内的气压进一步升高,进而升高的气压使得一号滑块341冲开挡块37的限制进而对通孔31内的铝液进行挤压,使得模具内未被铝液充满的部位被挤压充满,减小成型铝件气孔缺口现象的出现。
32.作为本发明的一种具体实施方式,底座1内开设有凹槽,底座1与下模2之间设有转动单元5,转动单元5包括电机51、轴承52、传动轴53和滚珠盘54;电机51设置在凹槽内部,电机51的输出轴与传动轴53固定连接,轴承52设在传动轴53外表面,滚珠盘54与底座1上表面固定连接,滚珠盘54中间开设有一号通孔,传动轴53顶端穿过一号通孔与下模2底壁固定连接。
33.转动单元5包括电机51、轴承52、传动轴53和滚珠盘54,当转动单元5工作时,启动电机51,电机51的输出轴带动传动轴53转动,传动轴53带动与之固定连接的下模2转动;通过在底座1上表面固定连接滚珠盘54,减少下模2转动过程中受到的摩擦力,降低能源损失;
34.待铝液充满整个模具后,本发明仅适用于浇筑圆柱形铝件,启动电机51使得上模3和下模2轻微旋转,在旋转过程中使得铝液能够充满整个模具,进一步降低成型后的铝件带有气孔缺陷的风险,在铝液凝固工件成型后,在上模3和下模2接触的地方会形成一些边角料,铝件在旋转过程中受到周向力铝件会有移动的趋势这使得边角料与铝件的连接会有一部分断开,降低了工人后续对边角料的清理难度。
35.作为本发明的一种具体实施方式,储气槽32的右部一号矩形槽34的下方开设有三号矩形槽321,三号矩形槽321的右部与通孔31相通,三号矩形槽321左部与储气槽32之间开
设有三号通道,三号矩形槽321内部滑动密封连接有三号滑块322,三号滑块322上部固定连接有二号卡块323,三号矩形槽321顶端开设有与二号卡块323配合的二号滑槽,三号滑块322底端固定连接有弹簧的一端,三号矩形槽321的左壁固定连接有弹簧的另一端。
36.随着铝液在模具中逐渐升高,储气槽32内温度也逐渐升高,储气槽32内的惰性气体受热膨胀使得储气槽32内气压升高,膨胀的惰性气体通过三号通道推动三号矩形槽321内的三号滑块322;三号滑块322的伸入通孔31中,由于二号卡块323和二号滑槽的限位配合,使得三号滑块322并不能完全伸出,只能伸出部分将通孔31堵住部分,这样一方面可以减少铝液注入的速度,防止浇筑速度过快卷入空气造成铝液内含有气泡,使得被成型后的铝件含有气孔缺陷,另一方面当铝件成型后通孔31部分会形成废料需要去除,由于三号滑块322的设置废料和成型件之间会有存在缺口,这样方便工人使用锯子对通孔31部分的废料进行去除。
37.作为本发明的一种具体实施方式,上模3包括上模座38和上模芯39,上模座38和上模芯39可拆卸固定连接;下模2包括下模座21和下模芯22,下模座21和下模芯22可拆卸固定连接;
38.上模座38和上模芯39可拆卸固定连接,下模座21和下模芯22可拆卸固定连接;使得模具的上模芯39和下模芯22可替换,可根据不同的形状要求进行更换模芯,使得本发明具有更加广泛的应用范围。
39.作为本发明的一种具体实施方式,上模芯39和下模芯22接触部分设置成齿型配合接触。
40.上模芯39和下模芯22接触部分设置成齿型配合接触,一方面使得上模芯39和下模芯22接触更加牢固,在转动过程中不会发生偏移,另一方面在浇筑过程中产生的边角料与铝件接触的部位更薄便于清理,且铝件在旋转过程中受到周向力铝件会有移动的趋势这使得边角料与铝件的连接会有一部分断开,降低了工人后续对边角料的清理难度。
41.作为本发明的一种具体实施方式,上模芯39、下模芯22、一号滑块341和三号滑块322表面涂敷有脱模剂。
42.上模芯39和下模芯22表面涂敷有脱模剂,使得铝件成型后更容易脱模,一号滑块341和三号滑块322不会被铝件粘住方便取模。
43.工作原理:
44.当使用本发明进行铝件铸造成型时,将熔化的铝液从浇筑口4注入模具内部,随着铝液逐渐充满整个模具,当铝液逐渐升高距离上模3越来越近,由于上模3上壁上的金属块33具有良好的导热性能,金属块33逐渐受热升温使得储气槽32内温度升高,储气槽32内的惰性气体受热膨胀使得储气槽32内气压升高,膨胀的惰性气体通过二号通道推动二号矩形槽35内的二号滑块351,使得二号滑块351慢慢突出,操作人员见此就可以降低浇筑速度,防止浇筑速度过快不容易控制造成铝液溢出导致铝液浪费,降低速度可方便控制;由于一号卡块352和一号滑槽的配合限位,使得二号滑块351不会被气体完全冲出导致储气槽32内的气体外泄,当铝液进入通孔31内时可以停止浇筑,这样浇筑口4内不会堆积多余的铝液也不会溢出铝液,减小对铝液的浪费,且工件凝固成型后不会在浇筑口4处形成过多的废料,减少工人后续的处理难度;
45.但由于铝液并未浇筑充分将浇筑口4注满,铝件成型可能会出现成型不完整含有
缺口等缺陷,由于挡块37的存在,在二号滑块351运动被气体推动时,一号滑块341并没有被推动,这时可通过二号滑块351使储气槽32内的气压进一步升高,进而升高的气压使得一号滑块341冲开挡块37的限制进而对通孔31内的铝液进行挤压,使得模具内未被铝液充满的部位被挤压充满,减小成型铝件气孔缺口现象的出现。
46.待铝液充满整个模具后,本发明仅适用于浇筑圆柱形铝件,启动电机51使得上模3和下模2轻微旋转,在旋转过程中使得铝液能够充满整个模具,进一步降低成型后的铝件带有气孔缺陷的风险,在铝液凝固工件成型后,在上模3和下模2接触的地方会形成一些边角料,铝件在旋转过程中受到周向力铝件会有移动的趋势这使得边角料与铝件的连接会有一部分断开,降低了工人后续对边角料的清理难度。
47.随着铝液在模具中逐渐升高,储气槽32内温度也逐渐升高,储气槽32内的惰性气体受热膨胀使得储气槽32内气压升高,膨胀的惰性气体通过三号通道推动三号矩形槽321内的三号滑块322;三号滑块322的伸入通孔31中,由于二号卡块323和二号滑槽的限位配合,使得三号滑块322并不能完全伸出,只能伸出部分将通孔31堵住部分,这样一方面可以减少铝液注入的速度,防止浇筑速度过快卷入空气造成铝液内含有气泡,使得被成型后的铝件含有气孔缺陷,另一方面当铝件成型后通孔31部分会形成废料需要去除,由于三号滑块322的设置废料和成型件之间会有存在缺口,这样方便工人使用锯子对通孔31部分的废料进行去除。
48.上模座38和上模芯39可拆卸固定连接,下模座21和下模芯22可拆卸固定连接;使得模具的上模芯39和下模芯22可替换,可根据不同的形状要求进行更换模芯,使得本发明具有更加广泛的应用范围。
49.上模芯39和下模芯22接触部分设置成齿型配合接触,一方面使得上模芯39和下模芯22接触更加牢固,在转动过程中不会发生偏移,另一方面在浇筑过程中产生的边角料与铝件接触的部位更薄便于清理,且铝件在旋转过程中受到周向力铝件会有移动的趋势这使得边角料与铝件的连接会有一部分断开,降低了工人后续对边角料的清理难度。
50.上模芯39和下模芯22表面涂敷有脱模剂,使得铝件成型后更容易脱模,一号滑块341和三号滑块322不会被铝件粘住方便取模。
51.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。