一种v槽加工刀具
技术领域
1.本实用新型涉及加工刀具技术领域,特别涉及一种v槽加工刀具。
背景技术:
2.cnc即计算机数字控制机床,是一种装有程序控制系统的自动化机床,主要用于大规模的加工零件,选用合适的刀具材料,对刀具使用寿命、加工效率、加工质量和加工成本等都有很大影响;现有的对灯内罩的v槽加工用的刀具一般为竖向加工,且刀具为铁质,导致加工零件的尺寸公差太大,表面粗糙。
3.金刚石刀具具有高硬度、高耐磨性和高导热性能,在有色金属和非金属材料加工中得到广泛的应用,尤其在铝和硅铝合金高速切削加工中,金刚石刀具是难以替代的主要切削刀具品种,可实现高效率、高稳定性、长寿命加工,金刚石刀具是现代数控加工中不可缺少的重要工具;基于此,现提出一种v槽加工刀具以解决现有技术中存在的问题。
技术实现要素:
4.本实用新型目的是:提供一种v槽加工刀具,以解决现有技术中对灯内罩的v槽加工用的刀具一般为竖向加工,且刀具为铁质,导致加工零件的尺寸公差太大,表面粗糙的问题。
5.本实用新型的技术方案是:一种v槽加工刀具,包括刀具本体,所述刀具本体包括板状的刀体、与刀体下端连接的截面为v形的刀刃;所述刀刃包括左刀刃斜面和右刀刃斜面,所述左刀刃斜面和右刀刃斜面相交形成刃口且交线为刃口线,所述刃口线的前端比后端低;所述左刀刃斜面和右刀刃斜面的夹角为 a,其中15
°
≤a≤25
°
;所述刃口线与水平面的夹角为b,其中5
°
≤b≤15
°
。
6.优选的,所述a=20
°
,b=10
°
。
7.优选的,所述刀具本体为金刚石材质。
8.优选的,所述刀体的长度所在面分别为左侧面和右侧面,所述刀体的宽度所在面为顶面;所述左刀刃斜面连接左侧面,所述右刀刃斜面连接右侧面。
9.优选的,所述刀具本体还包括前端面和后端面,所述前端面与后端面均垂直于左侧面和左刀刃斜面、右侧面和右刀刃斜面。
10.优选的,所述刀具本体的后端面焊接有基体。
11.优选的,所述基体与连杆固定连接。
12.与现有技术相比,本实用新型的优点是:
13.本实用新型应用在灯具内罩的v槽加工中,刀具本体采用金刚石材质,左刀刃斜面和右刀刃斜面的夹角为20
°
,刃口线与水平面的夹角为10
°
,进刀方式为横向进刀,且采用了刮削方式可以使加工产品的表面粗糙度ra达到0.02 μm,极大的提高了产品的尺寸精度和表面粗糙度;本实用新型既能保证优异的工件质量,又具有优秀的硬度、耐磨性、寿命更长。
附图说明
14.下面结合附图及实施例对本实用新型作进一步描述:
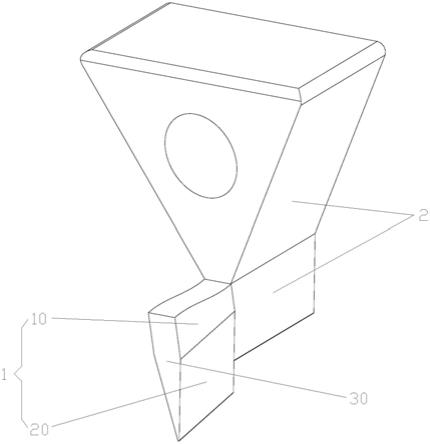
15.图1为本实用新型所述一种v槽加工刀具中刀具本体与基体的设置结构示意图;
16.图2为图1的右视图;
17.图3为图1的左视图;
18.图4为图1的前视图;
19.图5为本实用新型所述一种v槽加工刀具中刀具本体与基体、连杆的设置结构示意图。
20.其中:1、刀具本体,10、刀体,11、左侧面,12、右侧面,20、刀刃, 21、左刀刃斜面,22、右刀刃斜面,23、刃口线,30、前端面,40、后端面, 2、基体,3、连杆。
具体实施方式
21.下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
22.在实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对实用新型的限制。
23.本实施例中,一种v槽加工刀具应用在灯具内罩的v槽加工中,如图1-4 所示,包括刀具本体1,刀具本体1包括板状的刀体10、与刀体10下端连接的截面为v形的刀刃20;刀刃20包括左刀刃斜面21和右刀刃斜面22,左刀刃斜面21和右刀刃斜面22相交形成刃口且交线为刃口线23,刃口线23的前端比后端低;左刀刃斜面21和右刀刃斜面22的夹角为a(如图4所示),刃口线23与水平面的夹角为b(如图2所示),15
°
≤a≤25
°
,5
°
≤b≤15
°
,本实施例中a=20
°
,b=10
°
,可以得到较佳加工质量的产品。
24.刀具本体1为金刚石材质,金刚石材质使刀具硬度增强、耐磨性好、寿命更长;刀体的长度所在面分别为左侧面11和右侧面12,刀体的宽度所在面为顶面;左刀刃斜面21连接左侧面11,右刀刃斜面22连接右侧面12;刀具本体1还包括前端面30和后端面40,前端面30与后端面40均垂直于左侧面11 和左刀刃斜面21、右侧面12和右刀刃斜面22;如图5所示,刀具本体1的后端面40焊接有基体2,基体2与连杆3固定连接。
25.需要说明的是,本实用新型使用时为横向进刀,较于现有技术的竖向进刀,采用了刮削方式,提高了产品表面的加工精度。
26.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
技术特征:
1.一种v槽加工刀具,其特征在于:包括刀具本体,所述刀具本体包括板状的刀体、与刀体下端连接的截面为v形的刀刃;所述刀刃包括左刀刃斜面和右刀刃斜面,所述左刀刃斜面和右刀刃斜面相交形成刃口且交线为刃口线,所述刃口线的前端比后端低;所述左刀刃斜面和右刀刃斜面的夹角为a,其中15
°
≤a≤25
°
;所述刃口线与水平面的夹角为b,其中5
°
≤b≤15
°
。2.根据权利要求1所述的一种v槽加工刀具,其特征在于:所述a=20
°
,b=10
°
。3.根据权利要求1所述的一种v槽加工刀具,其特征在于:所述刀具本体为金刚石材质。4.根据权利要求1所述的一种v槽加工刀具,其特征在于:所述刀体的长度所在面分别为左侧面和右侧面,所述刀体的宽度所在面为顶面;所述左刀刃斜面连接左侧面,所述右刀刃斜面连接右侧面。5.根据权利要求4所述的一种v槽加工刀具,其特征在于:所述刀具本体还包括前端面和后端面,所述前端面与后端面均垂直于左侧面和左刀刃斜面、右侧面和右刀刃斜面。6.根据权利要求5所述的一种v槽加工刀具,其特征在于:所述刀具本体的后端面焊接有基体。7.根据权利要求6所述的一种v槽加工刀具,其特征在于:所述基体与连杆固定连接。
技术总结
本实用新型涉及加工刀具技术领域,特别涉及一种V槽加工刀具;包括刀具本体,刀具本体包括板状的刀体、与刀体下端连接的截面为V形的刀刃;刀刃包括左刀刃斜面和右刀刃斜面,左刀刃斜面和右刀刃斜面相交形成刃口且交线为刃口线,刃口线的前端比后端低;左刀刃斜面和右刀刃斜面的夹角为A,刃口线与水平面的夹角为B,15
技术研发人员:廖文亮
受保护的技术使用者:苏州亮宇模具科技有限公司
技术研发日:2021.10.28
技术公布日:2022/5/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。