1.本发明涉及一种将印刷板尤其是柔性版印刷板附接在印刷滚筒上的方法。
2.本发明另外涉及一种用于将印刷板附接到印刷滚筒的装置,其包括印刷板支撑单元,该印刷板支撑单元具有用于支撑待安装在印刷滚筒上的印刷板的基本平坦的支撑表面。此外,该装置包括用于支撑和移动印刷滚筒的印刷滚筒支撑单元,具有用于旋转印刷滚筒的旋转驱动装置。
背景技术:
3.在一般的印刷机中,特别是在柔性版印刷机中,要印刷在基板(substrate)上的图像通常设置在印刷板的表面上。在相应的印刷过程中,油墨被施加到印刷板上,并且通过使上面有油墨的印刷板与基板接触来产生印刷结果。很明显,在这样的过程中,一个印刷板只能产生一种印刷效果。因此,在给定的印刷机中,尤其是柔性版印刷机中,必须不时更换印刷板,尤其是在不同的印刷作业之间。
4.在这种情况下,通常使用预定数量的印刷滚筒并从印刷滚筒上移除当前不需要的印刷板。当前需要的印刷板随后附接到印刷滚筒上,然后再将其插入相应的印刷机中。
5.印刷板必须以高精度附接到印刷滚筒上,以确保相应印刷结果的高质量。
技术实现要素:
6.因此,本发明的一个目的是提供一种以提高的精度将印刷板附接到印刷滚筒的方法和装置。同时印刷板的附接要简单和快捷。
7.该问题是通过一种将印刷板特别是柔性版印刷板附接在印刷滚筒上的方法解决的,包括以下步骤:
8.a)提供处于基本平坦的状态的印刷板,
9.b)将印刷滚筒的外圆周布置在邻近印刷板边缘,然后
10.c)在旋转印刷滚筒的同时在印刷板上平移移动印刷滚筒,使得印刷板卷起在印刷滚筒上。
11.因此,在该方法的过程中,尚未附接到印刷滚筒的印刷板部分,即尚未卷起的部分,基本上保持静止且平坦的状态。换句话说,这些部分不移动,特别是不在由印刷板的平坦状态限定的平面内移动。不存在印刷板的这种运动减少或消除了印刷板的不希望的扭曲或变形。作为其结果,印刷板可以以非常高的精度附接到印刷滚筒上。
12.在本上下文中,印刷滚筒应被理解为一个通用术语,包括带有和不带有套筒的印刷滚筒。因此,从技术角度来看,印刷板可以直接附接到滚筒或滚筒的套筒上。
13.该方法可以以完全自动化的方式进行。
14.优选地,在将印刷滚筒布置在邻近印刷板边缘之前,可以将粘合剂施加到印刷滚筒的外圆周或印刷板上。然后通过粘合剂将印刷板附接到印刷滚筒上。粘合剂可以具有一个或多个胶带条带的形式。
15.与通常将印刷板拉到印刷滚筒上的现有技术方法相比,本发明的总体思想在于在印刷板上滚动印刷滚筒,使得当前定位邻近印刷滚筒圆周的印刷板的部分粘在印刷滚筒上。在滚过印刷板的整个长度之后,整个印刷板附接到印刷滚筒上。
16.在通过根据本发明的方法将印刷板附接到印刷滚筒之后,印刷滚筒可以以全自动方式插入到相应的印刷机中。相应地,可以以完全自动化的方式提供应附接有印刷板的印刷滚筒。
17.根据一个实施方式,印刷板设置在印刷板支撑单元的基本平坦的支撑表面上。特别地,印刷板设置在真空台的顶表面上。因此,以高可靠性以基本平坦的状态提供印刷板。当使用不是真空台的印刷板支撑单元时,印刷板通过重力基本保持在平坦状态。如果印刷板支撑单元包括真空台,则印刷板通过真空力额外地固定在其顶表面上。
18.在其中印刷板支撑单元包括真空台的变型中,真空台优选地构造成使得印刷板的不同部分可以通过真空力选择性地保持。这意味着印刷板即将卷起在印刷滚筒上的部分可能不会被真空力保持,而印刷板上尚未卷起在印刷滚筒上的部分则由真空力可靠地保持。该变型允许进一步提高将印刷板附接到印刷滚筒的精度。
19.在印刷滚筒设置在邻近印刷板边缘之前,印刷板可以移动到预定位置。预定位置被布置成使得布置在其中的印刷板可以容易且可靠地与印刷滚筒相互作用。此外,预定位置可以适应印刷滚筒的位置和/或运动范围。通过这样做,实现了高精度的连接。预定位置可以是支撑表面上的预定位置。这意味着印刷板与支撑表面对齐。这种对齐可以被指定为预先定位。它可以手动执行。替代地或附加地,预定位置可以是相对于印刷滚筒的预定位置或其参考位置。因此,印刷板和支撑表面可以一起对准印刷滚筒或其参考位置。为此,支撑表面以及与其一起的印刷板支撑单元可以是可移动的。这种对齐也可以称为印刷板的精定位。因此,进一步提高了附接的精度。
20.在这种情况下,印刷板可以与参考标记对齐。特别地,参考标记被投影在支撑表面和/或印刷板上。参考标记可以被配置为使得它易于检测,例如通过人眼。因此,印刷板可以快速且可靠地对齐。根据变型,参考标记包括印刷板的图像,该图像投影在支撑表面上和/或放置在其上的印刷板上。优选地,投影图像的尺寸对应于印刷板的尺寸。因此,在对齐印刷板时,它必须与投影图像对齐或重叠。
21.根据一种变型,印刷板和/或印刷滚筒的一个或多个三维图像被捕获。在本上下文中,三维图像可以是运动图像或静止图像。换言之,捕捉这些图像的3d摄像单元可以生成视频序列或一张或多张图片。优选地,在用于将印刷板附接到印刷滚筒的方法的整个过程中捕获三维图像。可以使用这些图像以便记录印刷板与印刷滚筒的正确附接。在更广泛的意义上,图像可用于质量保证。应注意,三维图像还包括关于集成到印刷板中的浮雕(relief)的三维信息。与传统的二维图像相比,这允许更详细的图像。
22.施加到印刷板或印刷滚筒的粘合剂也可以在三维图像中被捕获。因此,粘合剂的正确应用可以被记录并用于质量保证。
23.有利地,将至少一个三维图像与印刷板和/或印刷滚筒的数字表示进行比较,以便控制或检查印刷板的附接。这种比较的一个结果可能是三维图像的内容仅在预定义的公差范围内偏离数字表示。然后,印刷板与印刷滚筒的附接被批准,即它被认为是足够精确的。在相反的情况下,当偏差超出预定的公差范围时,印刷板与印刷滚筒的附接不被认可,并且
需要进行修正。也可以在闭环控制中进行这种比较,从而可以根据比较的结果来操纵印刷滚筒和印刷板的相对位置。在这种情况下,捕捉三维图像的摄像单元可以被认为是传感器。
24.该问题还通过上述类型的用于将印刷板附接到印刷滚筒的装置来解决,其中印刷滚筒支撑单元包括用于在平行于支撑表面的方向上平移地移动印刷滚筒的平移驱动装置。因此,印刷滚筒可以围绕印刷滚筒轴线旋转并且另外平行于支撑表面移动。当组合这两种运动时,该装置被配置为使得印刷滚筒可以在支撑表面上滚动。如果印刷板被放置在支撑表面上,则印刷滚筒可以在印刷板上滚动以将其附接到印刷滚筒上。如已经结合根据本发明的方法所解释的,该装置被配置为使得尚未附接到印刷滚筒的印刷板部分(即尚未卷起的部分)基本上停留在处于静止和平坦的状态。因此,这些部分不移动,尤其是不在由支撑表面限定的平面内移动。因此,减少或消除了印刷板的不期望的扭曲或变形。这导致印刷板与印刷滚筒的附接具有非常窄的公差,即非常精确。
25.该装置还可以包括用于在垂直于支撑表面的方向上平移地移动印刷滚筒的另一个平移驱动装置。因此,印刷滚筒也可以在垂直于表面的方向上移动。另一个平移驱动装置可用于使该装置适应不同尺寸的印刷滚筒。它还可以用于使装置适应印刷板的不同厚度。此外,另一个平移驱动装置可用于调节因印刷滚筒和印刷板之间的接触而产生的压力。
26.根据一个实施方式,该装置包括用于将粘合剂、特别是胶带施加到印刷滚筒或印刷板上的粘合剂施加单元。粘合剂用于将印刷板可靠地附接到印刷滚筒上。粘合剂施加单元优选以全自动方式操作。
27.替代地或附加地,该装置包括用于将印刷滚筒插入到印刷滚筒支撑单元中并且从印刷滚筒支撑单元中取出印刷滚筒的印刷滚筒处理单元。特别地,印刷滚筒处理单元包括工业机器人。优选地,印刷滚筒处理单元以全自动方式操作。因此,印刷滚筒可以以全自动方式插入装置中以及从装置中取出。
28.该装置可以包括用于在支撑表面上自动布置印刷板的进给单元。进给单元可以包括传送带或工业机器人。在这两种替代方案中,印刷板可以以可靠且快速的方式布置在支撑表面上。
29.在一种替代方案中,印刷板支撑单元包括真空台,其中基本平坦的支撑表面是真空台的顶表面。因此,印刷板可以通过真空力固定在顶表面上。因此,可以保证可靠和精确的定位。此外,真空台优选地构造成使得真空力可以选择性地施加到印刷板的不同部分。换句话说,真空台被配置用于释放印刷板的将要卷在印刷滚筒上的部分,而印刷板的尚未卷在印刷滚筒上的部分被可靠地固定。结果,印刷板可以高精度附接到印刷滚筒。
30.印刷板支撑单元可以在平行于支撑表面的两个方向上移动。特别地,这两个方向包括支撑表面的纵向方向和横向方向。因此,印刷板支撑单元可相对于印刷滚筒支撑单元移动。因此,布置在印刷板支撑单元上的印刷板的位置可以相对于布置在印刷滚筒支撑单元中的印刷滚筒进行调整。因此,可以进一步提高附接的精度。
31.此外,该装置可以包括投影单元(projector unit),该投影单元被配置和布置用于将印刷板的图像投影到支撑表面上和/或设置在其上的印刷板上。该图像可用作将印刷板定位在支撑表面上的参考标记。因此,很容易将印刷板定位在支撑表面上的预定位置。
32.根据一个实施方式,该装置包括被配置用于捕获印刷板和/或印刷滚筒的三维图像的3d摄像单元。同样,三维图像可以是运动图像或静止图像。换言之,捕获这些图像的3d
摄像单元可以生成视频序列或一张或多张图片。这些图像可被使用以便记录印刷板与印刷滚筒的正确附接。在更广泛的意义上,图像可用于质量保证。
33.此外,施加到印刷板或印刷滚筒的粘合剂可以被3d摄像单元捕获。因此,粘合剂的正确应用也可以被记录下来并用于质量保证。
34.此外,该装置可以包括控制单元,该控制单元被耦合到3d摄像单元并且被配置用于将由3d摄像单元捕获的三维图像与印刷板和/或印刷滚筒的数字表示进行比较。这种比较的结果可能是三维图像的内容仅在预定义的公差范围内偏离数字表示。然后印刷板到印刷滚筒上的附接就被批准了,即它被认为是足够精确的。在另一种情况下,当偏差超出预定的公差范围时,印刷板到印刷滚筒上的附接不被批准,并且需要更正。控制单元也可以作为闭环控制器运行。然后根据比较的结果操纵印刷滚筒和印刷板的相对位置。在这种情况下,捕获三维图像的摄像单元用作传感器。
35.结合根据本发明的装置所提及的效果和优点也适用于根据本发明的方法,反之亦然。
附图说明
36.现在将参考附图中所示的两个实施方式解释本发明。在附图中,
[0037]-图1是可用于执行根据本发明的方法的根据本发明的第一实施方式的装置的示意性俯视图,
[0038]-图2是可用于执行根据本发明的方法的根据本发明第二实施方式的装置的示意性侧视图,和
[0039]-图3示意性地示出了根据本发明的方法。
具体实施方式
[0040]
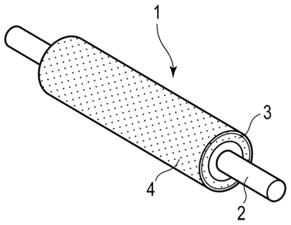
图1示出了用于将印刷板12附接到印刷滚筒14的装置10。
[0041]
在本示例中,印刷板12是柔性版印刷板并且印刷滚筒14是柔性版印刷机的印刷滚筒。
[0042]
装置10包括具有基本平坦的支撑表面18的印刷板支撑单元16。
[0043]
印刷板支撑单元16包括真空台20,其中支撑表面18由真空台20的顶表面22形成。
[0044]
顶表面22以基本水平的方式定向并且包括多个抽吸口24,这些抽吸口24被配置用于抽吸印刷板12。
[0045]
为了便于表示,抽吸口24中只有两个用附图标记表示。
[0046]
抽吸口24流体连接到真空泵26。
[0047]
此外,截止阀(未示出)流体地插入在每个抽吸口24和真空泵26之间。
[0048]
通过操作截止阀,每个抽吸口24可以选择性地连接到真空泵26,即每个抽吸口24可以单独地和选择性地置于其可以吸住(aspire)印刷板12的状态下或置于其不吸住印刷板12的状态下。
[0049]
此外,印刷板支撑单元16连接到第一支撑驱动器28和第二支撑驱动器30。
[0050]
第一支撑驱动器28被配置用于沿x方向移动印刷板支撑单元16,并且第二支撑驱动器30被配置用于沿y方向移动印刷板支撑单元16。
[0051]
x方向和y方向基本上平行于支撑表面18。在这方面,x方向可以被指定为横向方向并且y方向可以被指定为纵向方向。
[0052]
在本示例中,待安装在印刷滚筒14上的印刷板12被布置在支撑表面18上,即真空台20的顶表面22上。
[0053]
装置10还包括用于将印刷板12自动布置在支撑表面18上的进给单元32。
[0054]
进给单元32包括传送带34,传送带34构造成用于基本上沿y方向移动印刷板12并将其放置在支撑表面18上。
[0055]
此外,装置10包括用于支撑和移动印刷滚筒14的印刷滚筒支撑单元36。
[0056]
印刷滚筒支撑单元36具有用于支撑印刷滚筒14的轴端14a的第一支撑结构38a。
[0057]
印刷滚筒支撑单元36还具有用于支撑印刷滚筒14的轴端14b的第二支撑结构38b。
[0058]
轴端14a、14b布置在印刷滚筒14的轴的相对端上。因此,支撑结构38a、38b也布置在印刷滚筒14的相对侧上。
[0059]
此外,支撑结构38a、38b布置在印刷板支撑单元16的相对侧上。
[0060]
两个支撑结构38a、38b都连接到各自的导向装置40a、40b,本示例中导向装置40a、40b为导轨。
[0061]
导向装置40a、40b在y方向上基本上在印刷板支撑单元16的整个长度上延伸。
[0062]
此外,印刷滚筒支撑单元36包括用于在y方向上平移地移动支撑结构38a、38b和用其支撑的印刷滚筒14的平移驱动装置42。
[0063]
因此,印刷滚筒14可以在y方向上在印刷板支撑单元16的整个长度上行进。
[0064]
印刷滚筒支撑单元36还具有旋转驱动装置44。印刷滚筒14可以旋转地联接到旋转驱动装置44,使得它可以旋转。
[0065]
此外,装置10具有包括工业机器人的印刷滚筒处理单元46。
[0066]
印刷滚筒处理单元46配置为将印刷滚筒14插入印刷滚筒支撑单元36中并从其抽出印刷滚筒14。
[0067]
此外,装置10包括用于将粘合剂施加到印刷滚筒14的粘合剂施加单元48。
[0068]
在本示例中,粘合剂施加单元48被配置为将胶带的条带施加到印刷滚筒14的外圆周。粘合剂用于将印刷板12粘贴在印刷滚筒14的外圆周上,如下面解释。
[0069]
装置10还包括3d摄像单元50。
[0070]
它被配置和布置用于捕获印刷板12、印刷滚筒14和粘合剂的三维图像。
[0071]
换言之,3d摄像单元50配置为监控装置10正在执行的整个过程以及参与该过程的所有部件。
[0072]
3d摄像单元50连接到控制单元52。
[0073]
第一支撑驱动器28、第二支撑驱动器30、平移驱动装置42和旋转驱动装置44也连接到控制单元52。
[0074]
在控制单元52上提供印刷板12、印刷滚筒14和粘合剂的数字表示54。
[0075]
在当前情况下,该数字表示54包括处于分离状态的印刷板12、印刷滚筒14和粘合剂,其中印刷板12通过粘合剂完全附接到印刷滚筒14的状态和各种中间状态。形成数字表示54的一部分的所有状态都是期望的或理想的状态。
[0076]
基于此,控制单元52配置为用于将由3d摄像单元50捕获的三维图像与数字表示54
进行比较。
[0077]
根据该比较的结果,控制单元52可以致动第一支撑驱动器28、第二支撑驱动器30、平移驱动装置42和旋转驱动装置44中的一个或多个。
[0078]
因此,印刷板12到印刷滚筒14的附接可以在闭环控制下执行,其中3d摄像单元50用作传感器并且第一支撑驱动器28、第二支撑驱动器30、平移驱动装置42以及旋转驱动装置44是致动器。
[0079]
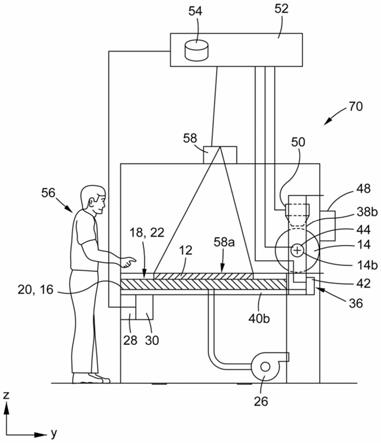
图2示出了根据第二实施方式的用于将印刷板12附接到印刷滚筒14的装置10。
[0080]
下面仅解释与图1所示第一实施方式的不同之处。相应的部件将用相应的附图标记表示。
[0081]
根据第二实施方式的装置10不包括进料器。
[0082]
印刷板12由操作者56手动布置在支撑表面18上。
[0083]
为了帮助操作者正确地定位印刷板12,提供了投影单元58,其被配置和布置用于将印刷板12的图像58a投影到支撑表面18和/或设置在其上的印刷板12上。投影单元58可以从控制单元52接收图像。图像可以形成数字表示54的一部分。
[0084]
为了精确定位印刷板12,操作者56需要使印刷板12与图像58a基本对齐。
[0085]
此外,印刷滚筒14需要手动布置在装置10中。在第二实施方式中,装置10不包括印刷滚筒处理单元。
[0086]
对于其余特征和功能,参考关于第一实施方式给出的解释。
[0087]
根据第一实施方式的装置10和根据第二实施方式的装置10均可用于执行将印刷板12附接到印刷滚筒14的方法。
[0088]
作为该方法的第一步,在印刷板支撑单元16的支撑表面18上,即在真空台20的顶表面22上,以基本平坦的状态提供印刷板12。
[0089]
如果根据第一实施方式配置装置10,则这是自动完成的并且印刷板12移动到支撑表面18上的预定位置。
[0090]
如果根据第二实施方式配置装置10,则这由操作者56完成,其中印刷板12的图像58a通过投影单元58投影到支撑表面18和/或布置在其上的印刷板12上。投影图像58a用作参考标记。
[0091]
操作者56将印刷板12与参考标记对齐,使得印刷板12布置在预定位置。
[0092]
同时,之前或之后将粘合剂施加到印刷滚筒14。
[0093]
此后,印刷滚筒14的外圆周被布置为邻近印刷板12的边缘(参见图3(a))。
[0094]
随后,印刷滚筒14由旋转驱动装置44旋转并由平移驱动装置42平移地移动,使得印刷板12卷起到印刷滚筒14上(参见图3(b)中的箭头)。
[0095]
这一直进行到印刷滚筒14到达印刷板12的端部,即印刷滚筒14的平移运动覆盖印刷板12。
[0096]
然后,印刷板12完全附接到印刷滚筒14(也参见图3(c))。
[0097]
在该方法的整个过程中,印刷板12、印刷滚筒14和粘合剂的三维图像被3d摄像单元50捕获。
[0098]
在预定义的时间间隔内,将三维图像与数字表示54进行比较。
[0099]
如果三维图像与数字表示54的差异超过预定公差,则印刷板12的卷起,即印刷板
12与印刷滚筒14的附接,通过启动第一支撑驱动器28、第二支撑驱动器30、平移驱动装置42和旋转驱动装置44中的一个或多个进行校正。
[0100]
因此,印刷板12在闭环控制下附接到印刷滚筒14。
[0101]
作为该方法的结果,印刷板12以精确的方式附接到印刷滚筒14。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。