1.本发明涉及自动压合机技术领域,尤其涉及键盘皮套自动压合机的皮套板材搬送装置,具体为一种板材自动分离定位搬送装置。
背景技术:
2.键盘皮套是包覆在键盘外表面的一层保护套,键盘皮套在生产时需要配合压合机,以将皮套紧紧包覆于键盘外表面,对键盘实现有效防护延长键盘的使用寿命,压合机具有用于传输皮套板材的板料分离搬送机构,其板料分离搬送机构用于实现皮套板材的传输工艺;如今的板料分离搬送机构在使用时,皮套板材在搬送时容易出现板材歪斜翻卷的现象,导致皮套板材难以顺利实现上下料,也容易影响到后续皮套板材的压合工艺,继而影响到键盘皮套整体品质。
技术实现要素:
3.本发明的目的在于提供一种板材自动分离定位搬送装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种板材自动分离定位搬送装置,包括压合机机架、以及安装在压合机机架上用于传输皮套板材的板料分离搬送机构;所述板料分离搬送机构的板材输出端上连接有定位机构,该定位机构与板料分离搬送机构相配合用以实现皮套板材自动上下料,其定位机构包含用于搬送皮套板材的滚动装置、以及设于滚动装置上方并下压确定板材传输分离位的下压装置;所述板料分离搬送机构包含与定位机构连接的活动撑托件、以及设于活动撑托件下方并调节板材传输位的横竖推移定位件。
6.进一步地,所述横竖推移定位件包含用于横竖推动活动撑托件的横推装置和竖推装置,该横推装置用于驱使活动撑托件沿压合机机架的长度方向往复移动,其竖推装置用于驱使活动撑托件沿压合机机架的宽度方向往复移动。
7.进一步地,所述横推装置的底部安装有用于传输皮套板材的搬送架。
8.进一步地,所述横推装置与竖推装置皆采用丝杆步进电机或单作用气缸或双作用气缸来推移活动撑托件。
9.进一步地,所述活动撑托件用于确定板材分离位,该活动撑托件包含安装在横竖推移定位件上的支托部、以及安装在支托部上的板材定位冶具。
10.进一步地,所述滚动装置包含安装在板料分离搬送机构右侧的滚动支架、连接于滚动支架内侧并用于挤压式传输皮套板材的走料辊组件、以及连接于滚动支架上并用以驱动走料辊组件运行的驱动机构。
11.进一步地,所述走料辊组件包含上滚动走料辊与下滚动走料辊,该上滚动走料辊位于下滚动走料辊的正上方,且走料辊组件左侧连接有同步装置,其同步装置用于带动上滚动走料辊与下滚动走料辊相对滚动以实现皮套板材的挤压式传输。
12.进一步地,所述滚动支架为龙门架,其龙门架包含底板、垂直连接于底板顶端两侧的支板、以及横置于支板上方的顶板。
13.进一步地,所述下压装置用于下压走料辊组件以调节皮套板材的传输分离位,该下压装置包含位于走料辊组件上方的下压板、以及驱使下压板下压的一号气缸。
14.进一步地,所述下压板贴于走料辊组件上表面位置粘接有橡胶垫,该下压板设于滚动支架的内侧。
15.本发明的有益效果是:
16.本发明能够实现皮套板材精准自动的分离及搬送,方便板材正常顺利实现上下料,保证板材加工线的正常运行,不会因为板材分离搬送时出现板材歪斜翻卷的情况,并且对皮套板材进行全程质量把控,以提高后续生产出的皮套整体品质。
附图说明
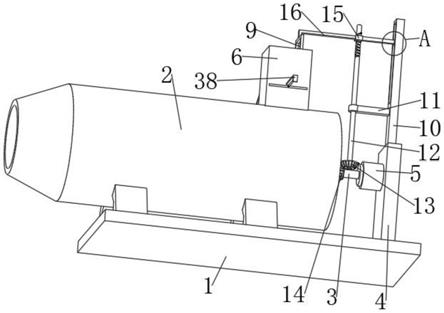
17.图1为本发明使用状态下的结构示意图;
18.图2为本发明图1的a处结构放大示意图;
19.图3为本发明板料分离搬送机构的结构示意图;
20.图4为本发明图3的b处结构放大示意图;
21.图5为本发明图3的c处结构放大示意图;
22.图6为本发明定位机构的结构示意图。
23.图中:1压合机机架、2板料分离搬送机构、201活动台、202支撑架、2021撑板、203横推装置、2031一号电机、2032一号丝杆、2033一号滑块、204搬送架、2041输送台、2042传送轮、205竖推装置、2051二号电机、2052二号滑块、206板材定位冶具、2061定位板、3定位机构、301支板、302底板、303顶板、304下压板、305导向柱、306连接块、307一号气缸、308三号电机、309上滚动走料辊、310下滚动走料辊、311主动齿轮、312从动齿轮、4控制箱、5基台、6皮套板材。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1-6,其为本发明提供一种技术方案,一种板材自动分离定位搬送装置,包括压合机机架1、以及安装在压合机机架1上用于传输皮套板材6的板料分离搬送机构2;板材自动分离定位搬送装置还包括安装在压合机机架1上的控制箱4与基台5,其基台5位于板料分离搬送机构2与压合机机架1之间,基台5的设定方便板料分离搬送机构2更加稳固的安装在压合机机架1上,其中,基台5呈矩形结构并固定安装在压合机机架1上,所提及的控制箱4用于控制板材自动分离定位搬送装置运行,所设定的控制箱4采用但不限于德力西牌cdpz30s-80型箱体;板料分离搬送机构2的板材输出端上连接有定位机构3,该定位机构3与板料分离搬送机构2相配合用以实现皮套板材6自动上下料,其定位机构3包含用于搬送皮套板材6的滚动装置、以及设于滚动装置上方并下压确定板材传输分离位的下压装置;板料
分离搬送机构2包含与定位机构3连接的活动撑托件、以及设于活动撑托件下方并调节板材传输位的横竖推移定位件。
26.需要说明的是,所增设的定位机构3,能够将皮套板材6准确定位在滚动装置上,以实现皮套板材6精准自动的分离及搬送,方便板材正常顺利实现上下料,保证板材加工线的正常运行,不会因为板材分离搬送时出现板材歪斜翻卷的情况,并且增设的横推装置203与竖推装置205,辅助皮套板材6进行定位分离与定位搬送,对皮套板材6进行全程质量把控,以提高后续生产出的皮套整体品质。
27.实施例一
28.请参阅图3、图4和图5所示,横竖推移定位件包含用于横竖推动活动撑托件的横推装置203和竖推装置205,该横推装置203用于驱使活动撑托件沿压合机机架1的长度方向往复移动,其竖推装置205用于驱使活动撑托件沿压合机机架1的宽度方向往复移动;横推装置203的底部安装有用于传输皮套板材6的搬送架204,其搬送架204包含输送台2041、以及安装在输送台2041上的传送轮2042;横推装置203与竖推装置205皆采用丝杆步进电机或单作用气缸或双作用气缸来推移活动撑托件;活动撑托件用于确定板材分离位,该活动撑托件包含安装在横竖推移定位件上的支托部、以及安装在支托部上的板材定位冶具206,其板材定位冶具206包含定位板2061;其中,支托部包含支撑架202、以及滑动连接于支撑架202上的活动台201,其支撑架202具有用于安装板材定位冶具206的撑板2021;其中,板材定位冶具206为夹持或辅助皮套板材6进行定位以实现分离与传输的夹具。
29.当横推装置203与竖推装置205皆采用丝杆步进电机时,即横推装置203由一号电机2031、一号丝杆2032和一号滑块2033组成,其一号滑块2033滑动连接在支撑架202左侧,竖推装置205由二号电机2051和二号滑块2052组成,二号滑块2052滑动连接在支撑架202的底部,一号滑块2033与二号滑块2052的整体外形皆呈矩形结构或圆角矩形结构;其中,选用丝杆步进电机时,丝杆步进电机采用但不限于c15-43bo型或gtw系列型丝杆步进电机;通过控制箱4来控制一号电机2031和二号电机2051通电运行,依靠横推装置203与竖推装置205来调节板材定位冶具206整体的位置,以确定皮套板材6的分离位置及传输位置,实现皮套板材6的定位搬送与定位分离;其中,一号电机2031与二号电机2051皆采用但不限于yvf2-100l1型电机、zq-7型电机、ybx4系列电机,其他诸如yx3400-8型电机、y100l-2型电机、y160m1-2型电机也适用于本发明具体实施例。
30.当横推装置203与竖推装置205皆采用单作用气缸或双作用气缸时,通过单作用气缸或双作用气缸,带动横推装置203与竖推装置205调节板材定位冶具206整体的位置;单作用气缸或双作用气缸采用但不限于sda16型标准气缸、sda25x5-b亚德客型气缸、hfy-16型气缸、smc系列mxq6型气缸,其他诸如九阳牌mc-cq2b型气缸、tol-o-matic型气缸也适用于本发明实施例。
31.实施例二
32.请参阅图1、图2和图6所示,滚动装置包含安装在板料分离搬送机构2右侧的滚动支架、连接于滚动支架内侧并用于挤压式传输皮套板材6的走料辊组件、以及连接于滚动支架上并用以驱动走料辊组件运行的驱动机构;滚动支架为龙门架,其龙门架包含底板302、垂直连接于底板302顶端两侧的支板301、以及横置于支板301上方的顶板303;其驱动机构采用但不限于三号电机308,三号电机308采用但不限于yvf2-100l1型电机或zq-7型电机。
33.支板301的侧视外形呈“h”字形结构,其主动齿轮311安装在支板301的中部横直段下方,从动齿轮312安装在支板301的中部横直段上方,其从动齿轮312安装在固定块上,固定块活动安装在支板301的中部横直段上方。
34.其中,走料辊组件包含上滚动走料辊309与下滚动走料辊310,该上滚动走料辊309位于下滚动走料辊310的正上方,且走料辊组件左侧连接有同步装置,同步装置用于带动上滚动走料辊309与下滚动走料辊310相对滚动以实现皮套板材6的挤压式传输;同步装置包含主动齿轮311和从动齿轮312,其主动齿轮311固连在下滚动走料辊310的辊轴左端,从动齿轮312固连在上滚动走料辊309的辊轴左端,其主动齿轮311与从动齿轮312啮合相接。
35.需要说明的是,滚动装置在运行时,即三号电机308通电运行带动下滚动走料辊310圆周旋转,此时下滚动走料辊310与主动齿轮311顺时针旋转运行,在从动齿轮312的传动作用下让上滚动走料辊309逆时针旋转运行,以此上滚动走料辊309与下滚动走料辊310进行挤压式滚动,进而皮套板材6能够实现挤压式传输。
36.实施例三
37.请参阅图1和图6所示,下压装置用于下压走料辊组件以调节皮套板材6的传输分离位,该下压装置包含位于走料辊组件上方的下压板304、以及驱使下压板304下压的一号气缸307,一号气缸307安装在顶板303上,一号气缸307的活动杆延伸入顶板303底部,并通过连接块306与下压板304固定连接于一体,连接块306的俯视外形呈矩形或圆角矩形结构,下压板304的顶端位于一号气缸307两侧位置皆开设有导向孔,其导向孔内垂直延伸有导向柱305,其导向柱305的底端连接在下压板304上方;其中,下压板304的横向长度等于底板302的横向长度,其导向柱305的顶端延伸出顶板303上方,导向柱305自由延伸在导向孔内,当下压板304上下移动时,导向柱305随下压板304的上下移动而移动,从而增加下压板304移动时整体的平稳度,方便上滚动走料辊309均匀受力并压持在下滚动走料辊310上,以实现皮套板材6的定位传输、定位分离搬送;下压板304贴于走料辊组件上表面位置粘接有橡胶垫,所提及的橡胶垫能够降低下压板304与上滚动走料辊309之间所受到的接触磨损,从而延长下压板304与上滚动走料辊309的使用寿命,该下压板304设于滚动支架的内侧,其下压板304的整体外形呈矩形或圆角矩形结构;下压装置使用时,利用控制箱4通电启动一号气缸307,一号气缸307运行时,能够将下压板304下压至上滚动走料辊309,以此将上滚动走料辊309下压至下滚动走料辊310的上表面,改变上滚动走料辊309与下滚动走料辊310之间的间隙,即改变皮套板材6的传输位大小,以此方便皮套板材6的输送,也便于皮套板材6的定位分离;其中,一号气缸307采用但不限于sda25x5-b亚德客型气缸或hfy-16型气缸或smc系列mxq6型气缸。
38.该板材自动分离定位搬送装置,在使用时,皮套板材6置于传送轮2042上,此时横推装置203与竖推装置205相互配合来调节板材定位冶具206位于皮套板材6上的位置,并且在板材定位冶具206的作用下来确定皮套板材6的分离位,同时利用滚动装置以实现皮套板材6的传输;所设定的定位机构3,能够与板材定位冶具206、下压装置、滚动装置的配合,实现皮套板材6的定位分离及定位搬送,进而将皮套板材6传输至压合机处进行皮套压合作业。
39.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛
盾,都应当认为是本说明书记载的范围。
40.以上实施例仅表达了本发明的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制;应当指的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以作出若干变形和改进,这些都属于本发明的保护范围;在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系;其中,可拆卸安装的方式有多种,例如,可以通过插接与卡扣相配合的方式,又例如,通过螺栓连接的方式等。
41.尽管已示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。