1.本实用新型涉及金属包胶注塑设备设计领域,具体涉及一种金属包胶注塑系统用的底模循环模块。
背景技术:
2.金属包胶注塑是嵌件注塑的一种,是一种二次成型工艺,是指热塑性弹性体通过熔融粘附结合到五金件上的一种注塑过程。由于其能够将金属件与塑料件牢固的结合在一起,广泛地应用于电子行业、工具加工等不同的领域。常见的金属包胶注塑方法包括立式注塑、卧式注塑和低压注塑,注塑过程一般为将五金件固定在模具上,再将熔化的软胶注塑包覆到五金件上,最后经过冷却得到成品。现有的包胶过程一般采用线性加工线路,一个固定五金件的模具在线性加工路线上经过上料、注塑、下料的过程,然后沿着同样的线路回到上料位置重新上料,进行下一轮加工过程,加工效率低下,而且在模具下料之后没有经过检测,直接重新上料注塑,容易出现料件遗漏在模具中造成模具损坏的情况。
技术实现要素:
3.针对上述提到的现有技术的金属包胶注塑系统采用线性加工线路,加工效率低下的问题,本实用新型提供一种金属包胶注塑系统用的底模循环模块,设有环形的底模循环线路,使得多个加工步骤可同时进行,节省大量的加工时间,提高加工效率,而且设有专用的检测工位,能够避免料件遗漏在底模中,造成底模在加工过程中损坏的问题。
4.本实用新型解决其技术问题采用的技术方案是:一种金属包胶注塑系统用的底模循环模块,设有循环底模、底模输送装置和与所述金属包胶注塑系统配合的上料工位、注塑工位、取料工位、检测工位,所述底模输送装置驱动所述循环底模按照上料工位-注塑工位-取料工位-检测工位-上料工位的顺序循环移动,所述循环底模设有两组以上。
5.本实用新型解决其技术问题采用的技术方案进一步还包括:
6.如上所述的底模循环模块,所述检测工位和上料工位之间设有等待工位,所述取料工位包括切水口工位和下料工位,所述上料工位、注塑工位和切水口工位沿同一直线设置,所述下料工位、检测工位和等待工位沿另一直线设置;所述底模输送装置包括移动方向相互垂直的纵向移动装置和横向移动装置,所述纵向移动装置驱动所述循环底模在同一直线上的各个工位间移动,所述横向移动装置分别连接切水口工位和下料工位、上料工位和等待工位。
7.如上所述的底模循环模块,所述横向移动装置包括底模移动台、驱动所述底模移动台移动的丝杆滑台模组和使底模移动台平稳移动的导轨,所述丝杆滑台模组和导轨沿着切水口工位和下料工位或上料工位和等待工位之间的连线方向设置在所述底模移动台下方,所述导轨设有两条,所述导轨设置在所述丝杆滑台模组的两侧。
8.如上所述的底模循环模块,所述上料工位远离等待工位的一侧设有底模感应器,所述底模感应器设置在与所述底模移动台上的循环底模高度对应的位置。
9.如上所述的底模循环模块,所述上料工位远离注塑工位的一侧设有纵向移动装置,所述纵向移动装置为推送气缸,所述推送气缸的气缸杆沿着循环底模的移动方向伸出,所述推送气缸的气缸杆的长度大于所述上料工位的长度。
10.如上所述的底模循环模块,所述底模移动台承托所述循环底模的面上设有限位装置,所述限位装置包括沿着所述循环底模的移动方向对称的设置的限位杆和固定所述限位杆的限位杆支架,所述限位杆包括上限位杆和下限位杆,所述上限位杆设置在所述循环底模的两侧,所述下限位杆设置在所述循环底模的下方。
11.如上所述的底模循环模块,所述检测工位中设有所述限位装置。
12.如上所述的底模循环模块,所述下料工位、检测工位和等待工位的纵向移动装置为同步带轮装置,所述同步带轮装置设置在所述下料工位远离切水口工位的一侧,所述同步带轮装置上设有推动所述循环底模移动的推动臂组件,所述推动臂组件包括推动臂和连接座,所述连接座设置在同步带轮装置上并能够在同步带的驱动下在同步带轮装置上来回移动,所述推动臂的一端固定在所述连接座上,所述推动臂的另一端设置在与移动到下料工位的循环底模对应的位置以推动所述循环底模移动。
13.如上所述的底模循环模块,所述注塑工位与金属包胶注塑系统的注塑机配合设置,所述注塑工位的中部设有固定放置所述注塑机下模的下模固定座,所述下模固定座上设有用于固定所述下模和循环底模的固定柱,所述固定柱沿着竖直方向设置,所述循环底模上设有与所述固定柱对应设置的固定孔,所述固定柱能够插装到所述固定孔中限制所述循环底模水平方向上的位置;所述下模固定座两侧设有推动所述循环底模上移的竖直气缸,使得所述循环底模与所述固定柱分离。
14.如上所述的底模循环模块,所述检测工位上设有检测装置,所述检测装置设有拨片和拨片感应器,所述拨片能够沿着所述循环底模的前进方向前后摆动,所述拨片感应器设置在所述拨片的前侧感应所述拨片的摆动,所述拨片的下端伸入到所述循环底模的料件放置位中。
15.本实用新型的有益效果是:本实用新型的金属包胶注塑系统用的底模循环模块利用通过对工位的合理安排将线性循环加工线路变成了环状循环线路,使得多个底模能够同时在加工线路中运行,不同的加工设备能够同时工作,无需等待底模返回,大幅的缩短了各个设备的等待时间,显著提高加工的效率对现有设备的改动更小,操作者能够更快地适应设备的改进,而且采用的底模输送设备简单易得,能够根据不同的加工场地进行相应的变化,节省加工空间;本实用新型的底模循环模块设有专门的检测工位,能够对循环底模的下料情况进行检测,避免料件遗落在循环底模中,在后续的加工中造成底模的损坏。
16.下面将结合附图和具体实施方式对本实用新型做进一步说明。
附图说明
17.图1为本实用新型的金属包胶注塑系统用的底模循环模块实施例的结构示意俯视图;
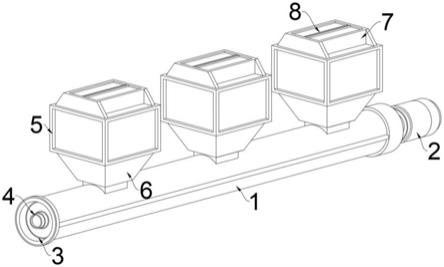
18.图2为本实用新型的金属包胶注塑系统用的底模循环模块实施例的立体结构示意图;
19.图3为图2中a部分的放大结构示意图;
20.图4为图2中b部分的放大结构示意图;
21.图中,1、循环底模,11、固定孔,2、上料工位,21、推送气缸,22、底模感应器,3、注塑工位,31、下模固定座,311、固定柱,32、竖直气缸,41、切水口工位,42、下料工位,5、检测工位,51、拨片,52、拨片感应器,6、等待工位,7、底模移动台,71、上限位杆,72、限位杆支架,73、下限位杆,74、丝杆滑台模组,75、导轨,8、同步带轮装置,81、推动臂,82、连接座。
具体实施方式
22.本实施例为本实用新型优选实施方式,其他凡其原理和基本结构与本实施例相同或近似的,均在本实用新型保护范围之内。
23.本实用新型的金属包胶注塑系统用的底模循环模块实施例参图1-3所示,设有循环底模1、底模输送装置和与金属包胶注塑系统配合的上料工位2、注塑工位3、取料工位、检测工位5,底模输送装置驱动循环底模1按照上料工位2-注塑工位3-取料工位-检测工位5-上料工位2的顺序循环移动。本实施中为了在循环底模之间以及各个工位中的加工程序不受影响的情况下最大限度地提高加工效率,循环底模1设有三组。
24.本实施例中,为了给循环底模1留下足够的移动空间,并配合金属包胶注塑系统上各个木块的设置,本实施例的取料工位包括切水口工位41和下料工位42,检测工位5和上料工位2之间设有等待工位6。为了方便底模输送装置输送循环底模,上料工位2、注塑工位3和切水口工位41沿同一直线设置,下料工位42、检测工位5和等待工位6沿另一直线设置。底模输送装置包括移动方向相互垂直的纵向移动装置和横向移动装置,纵向移动装置驱动循环底模1在同一直线上的各个工位间移动,横向移动装置分别连接切水口工位41和下料工位42、上料工位2和等待工位6。
25.为了使循环底模1能够平稳迅速地在切水口工位41和下料工位42或上料工位2和等待工位6之间移动,本实施例中的横向移动装置包括底模移动台7、驱动底模移动台7移动的丝杆滑台模组74和使底模移动台7平稳移动的导轨75,丝杆滑台模组74和导轨75沿着上料工位2和等待工位6之间的连线方向设置在底模移动台7下方;导轨75设有两条,分别设置在丝杆滑台模组74的两侧。底模移动台7与丝杆滑台模组74的滑台固定连接,滑台移动时带动底模移动台7沿着导轨75和丝杆移动。
26.为了确保能够有效上料,必须保证循环底模1确实已经被输送到上料工位2中,因此本实施例中上料工位2远离等待工位6的一侧设有底模感应器22,底模感应器22设置在与底模移动台7上的循环底模1高度对应的位置,当底模移动台7在丝杆滑台模组74驱动下从等待工位6移动到上料工位2时,正对循环底模1设置的底模感应器22能够感应底模移动台7是否确实已经成功接收到循环底模1,确保料件能够确实的被放置到循环底模1中。
27.本实施例中,推动循环底模1在上料工位2至切水口工位41之间移动的纵向移动装置设置在上料工位2远离注塑工位3的一侧,纵向移动装置为推送气缸21,推送气缸21的气缸杆沿着循环底模1的移动方向伸出,推动放置在底模移动台7上的循环底模1向注塑工位3移动,推送气缸21的气缸杆的长度大于上料工位2的长度,确保循环底模1被完全推离上料工位2。使用时,推送气缸21将第一个循环底模1推动到注塑工位3中进行注塑,底模移动台7移动到等待工位6接收下第二个循环底模1,第一个循环底模1完成注塑,第二个循环底模1被输送到上料工位2完成上料之后,推送气缸21推动第二个循环底模1,第二个循环底模1又
推动第一个循环底模1向切水口工位41移动。
28.为了避免循环底模1在纵向移动时发生偏移,底模移动台7承托循环底模1的面上设有限位装置。限位装置包括沿着循环底模1的移动方向对称的设置的限位杆和固定限位杆的限位杆支架72,限位杆包括上限位杆71和下限位杆73,上限位杆71设置在循环底模1的两侧,使得循环底模1沿着预定方向移动不发生偏移;下限位杆73设置在循环底模1的下方,承托起循环底模1,减少循环底模1与底模移动台7的接触面积,降低摩擦力,纵向移动装置能够更容易的是循环底模1移动。本实施例中检测工位5中也设有相同的限位装置,限位装置在与两个底模移动台7上的限位装置高度一致的位置,使得循环底模1能够顺畅的移动。
29.本实施例中,为了配合金属包胶注塑系统中其他模块的设置,连接下料工位42、检测工位5和等待工位6的纵向移动装置为同步带轮装置8,同步带轮装置8设置在下料工位42远离切水口工位41的一侧。同步带轮装置8上设有推动循环底模1移动的推动臂组件,推动臂81组件包括推动臂81和连接座82,连接座82设置在同步带轮装置8上并能够在同步带的驱动下在同步带轮装置8上来回移动,推动臂81的一端固定在连接座82上,推动臂81的另一端设置在与移动到下料工位42的循环底模1对应的位置以推动循环底模1移动。在具体生产和实施时,本实施例中的纵向移动装置可以根据合金属包胶注塑系统中其他模块的设置、生产空间的大小以及生产场所的其他条件进行替换或更换成其他能够起到相同作用的装置。
30.本实施例中,注塑工位3和检测工位5与金属包胶注塑系统的注塑机配合设置,设置在注塑机工作表面上。为了确保循环底模1的位置精确,注塑工位3的中部设有固定放置注塑机下模的下模固定座31,下模固定座31上设有用于固定下模和循环底模1的固定柱311,固定柱311沿着竖直方向设置,循环底模1上设有与固定柱311对应设置的固定孔11,固定柱311能够插装到固定孔11中限制循环底模1水平方向上的位置。下模固定座31两侧设有推动循环底模1上移的竖直气缸32,使得循环底模1与固定柱311分离。当上料工位2中的循环底模1上料完成时,推送气缸21推动循环底模1移动到注塑工位3,循环底模1不停前移,直到固定孔11移动到与固定柱311对应的位置,在重力的作用下固定柱311插装到固定孔11中,循环底模1的位置被精确的固定,可以进行注塑操作。当注塑操作完成后,竖直气缸32向上推动循环底模1,使固定柱311从固定孔11中脱离,不再限制循环底模1的位置,推送气缸21推动下一个循环底模1,下一个循环底模1推动当前的循环底模1移动到切水口工位41。
31.为了确保输送到等待工位6中的循环底模1已经完全卸料,检测工位5上设有检测装置,检测装置设有拨片51和拨片感应器52,拨片51能够沿着循环底模1的前进方向前后摆动,拨片感应器52设置在拨片51的前侧感应拨片51的摆动,拨片51的下端伸入到循环底模1的料件放置位中。本实施例中,检测工位5上设有一个横跨检测工位5设置的拨片支架,拨片支架中设有垂直循环底模1移动方向设置的摆动轴,拨片51的上端固定在摆动轴上。当循环底模1中还有料件时,经过检测工位5就会拨动拨片51,拨片感应器52感应到拨片51的摆动,发出信号,金属包胶注塑系统的中控模块会控制金属包胶注塑系统停止运作,并发出警示,提醒工作人员进行处理。
32.本实用新型的金属包胶注塑系统用的底模循环模块利用通过对工位的合理安排将线性循环加工线路变成了环状循环线路,使得多个底模能够同时在加工线路中运行,不同的加工设备能够同时工作,无需等待底模返回,大幅的缩短了各个设备的等待时间,显著
提高加工的效率对现有设备的改动更小,操作者能够更快地适应设备的改进,而且采用的底模输送设备简单易得,能够根据不同的加工场地进行相应的变化,节省加工空间;本实用新型的底模循环模块设有专门的检测工位,能够对循环底模的下料情况进行检测,避免料件遗落在循环底模中,在后续的加工中造成底模的损坏。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。