1.本发明涉及一种风电叶片粘接角模具的制作方法,属于风电叶片技术领域。
背景技术:
2.随着国家节能减排的政策推进,绿色环保能源是未来的重点发展方向,风能作为一种无污染、可再生的绿色发展能源有着巨大的发展潜力,特别是对沿海岛屿、边远山区,草原牧场以及远离电网和短期内电网难以到达的农村和边疆地区,作为解决生产和生活能源的一种可靠途径,有着十分重要的意义。风能具有能耗低、环保、储量大的优点,风能的利用方式通常是通过风电机组将风能转化成电能,以此通过风力来发电,而叶片是风电机组的核心部件之一,风力发电需要通过风电叶片来实现,叶片的粘结处为粘接角,粘接角作为叶片粘接的关键区域,对叶片的寿命有着重大的影响,而决定粘接角外型的粘接角模具在叶片制造过程中扮演着非常重要的角色。
3.目前风电叶片粘接角模具大多数都是叶片厂家自己制作,当前主流的粘接角模具制作方法基本都是采用在壳体模具的ps面和ss面分别灌注粘接角模具组件,并通过合模粘接的方式来制作粘接角模具。该方法主要存在如下问题:1、胶黏剂粘接处强度低、模板较重、工序繁多、制作时间过长;2、同一叶型的风电叶片通常需要使用多套模具来进行制作,而不同模具间的粘接角模具差异较大,导致模具间的一致性差,将对产品质量产生一定的影响。
技术实现要素:
4.本发明提供的风电叶片粘接角模具的制作方法,可减少同一叶型风电叶片的粘接角模具的制作周期,减少制作工序,降低操作难度,提高模具的强度,提高多副模具之间的一致性。
5.为达到上述目的,本发明采用的技术方案是:将叶片壳体灌注固化后,将第一副粘接角模具从叶片壳体模具上拆除,并以叶片壳体模具上的第一副粘接角模具放置位为基准制作其他若干副粘接角模具。
6.优选的,以叶片壳体模具上的第一副粘接角模具放置位为基准制作其他若干副粘接角模具,是指在第一副粘接角模具的放置位上整体灌注成型新的粘接角模具。
7.优选的,在第一副粘接角模具的放置位上整体灌注成型新的粘接角模具后,取下新的粘接角模具并将新的粘接角模具分段切割成粘接角模具段。
8.优选的,当要制作新的风电叶片时,将分段切割的粘接角模具段组装至叶片壳体模具中的粘接角模具放置位上并形成一个整体的粘接角模具来用以制作新的风电叶片。
9.优选的,第一副粘接角模具,其制作步骤如下:s1:在叶片壳体模具的ps面和ss面分别灌注粘接角模具底座和型面板;s2:将粘接角模具底座和型面板通过胶黏剂合模粘结;s3:对合模粘结后的粘接角模具底座和型面板进行修型并补强,完成第一副粘接
角模具的制作。
10.优选的,拆除第一副粘接角模具,具体为将第一副粘接角模具及辅材从叶片壳体模具上拆卸下来。
11.优选的,以叶片壳体模具上的第一副粘接角模具放置位为基准制作其他若干副粘接角模具,包括如下步骤:s1:在第一副粘接角模具放置位上铺设脱模辅材;s2:在脱模辅材上铺设若干层玻纤布;s3:利用玻纤布制作新的粘接角模具。
12.优选的,利用玻纤布制作新的粘接角模具,包括如下步骤:在玻纤布上布置抽气系统并灌注辅材,并通过真空辅材进行密封。
13.优选的,利用玻纤布制作新的粘接角模具,还包括如下步骤:当密封后的玻纤布保压合格后,通过喂料管真空导入灌注树脂并进行加热,直至加热至工艺需要的温度后进行保温固化。
14.优选的,利用玻纤布制作新的粘接角模具,还包括如下步骤:将保温固化后的玻纤布打磨并去除毛刺,得到新的粘接角模具,再按工艺要求对新的粘接角模具进行分段切割得到粘接角模具段。
15.发明的有益效果是:本发明中的第二副、第三副
……
第n副粘接角模具均以叶片壳体模具中的第一副粘接角模具位为基准整体灌注成型,与传统的粘接角模具制造方式相比,减少了制作工序,提高了制作效率,所生产出来的粘接角模具的整体性更好,模具强度更高,各模具的一致性高,可大大交底材料成本和人工成本。
附图说明
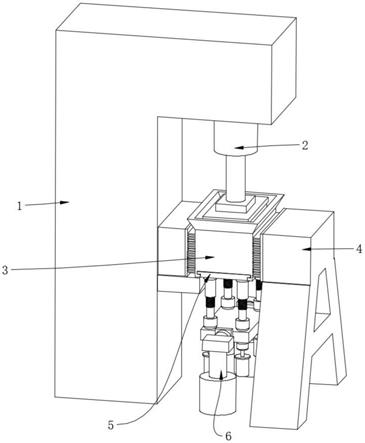
16.图1为粘接角模具的制作截面示意图。
17.图2为制作好并分段切割后的粘接角模具段。
18.附图标记包括:1.叶片壳体模具;2.叶片壳体;3.叶片粘接角;4.抽气系统;5.脱模辅材;6.玻纤布;7.灌注辅材;8.真空辅材;9.喂料管。
具体实施方式
19.下面结合附图1-2对本发明的实施例做详细说明:一种风电叶片粘接角模具的制作方法,其中风电叶片壳体2包括压力面(ps面)和吸力面(ss面),叶片壳体模具1也包括压力面(ps面)和吸力面(ss面),压力面和吸力面的粘接处为叶片粘接角3,在叶片的制作过程中,为了提高叶片的使用性能和使用寿命,在叶片粘接角3处需使用粘接角模具。
20.同一叶型的叶片包括多副粘接角模具,先制造出第一副粘接角模具,第一副粘接角模具的制作步骤如下:s1:在叶片壳体模具1的ps面和ss面分别灌注粘接角模具底座和型面板;s2:将粘接角模具底座和型面板通过胶黏剂合模粘结;s3:对合模粘结后的粘接角模具底座和型面板进行修型并补强,完成第一副粘接角模具的制作。
21.将叶片壳体2灌注固化,再将第一副粘接角模具从叶片壳体模具1上拆除,具体为将第一副粘接角模具及辅材均从叶片壳体模具1上拆卸下来,并以叶片壳体模具1上的第一副粘接角模具放置位为基准整体灌注成型制作新的第二副、第三副
……
第n副等若干副粘接角模具。通过整体灌注成型的方式制作第二副、第三副
……
第n副新的粘接角模具,相对于第一副粘接角模具和现有技术中的粘接角模具而言,制作周期短,制作工序少,粘接角模具的强度更高,寿命更长,成本更低。
22.以叶片壳体模具1上的第一副粘接角模具放置位为基准制作其他若干副粘接角模具,即第二副、第三副
……
第n副粘接角模具的制作包括如下步骤:s1:在第一副粘接角模具放置位上铺设脱模辅材5;s2:在脱模辅材5上铺设若干层玻纤布6;s3:利用玻纤布6制作新的粘接角模具,具体为:如图1所示,在玻纤布6上布置抽气系统4并灌注辅材7,并通过真空辅材8进行密封;当密封后的玻纤布6保压合格后,通过喂料管9真空导入灌注树脂并进行加热,当加热至工艺需要的温度后进行保温固化;将保温固化后的玻纤布6打磨并去除毛刺,得到新的一体式粘接角模具;从粘接角模具放置位取下新的粘接角模具,再按工艺要求对新的粘接角模具进行分段切割得到如图2所示的粘接角模具段。由于一体式粘接角模具的体积通常较大,将粘接角模具分段切割成粘接角模具段,便于放置和储存,可节省空间,也可防止粘接角模具局部损坏。当要制作新的风电叶片时,将分段切割的粘接角模具段组装至叶片壳体模具1中的粘接角模具放置位上并形成一个整体的粘接角模具来用以制作新的风电叶片。
23.以上的仅是本发明的实施例,该发明不限于此实施案例涉及的领域,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明内容的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。