1.本发明属于家用电器技术领域,具体涉及一种家电设备的生产排程方法、装置、设备及存储介质。
背景技术:
2.生产排程,是指将生产任务分配至生产资源的过程。在考虑生产能力(产能)和设备的前提下,在物料数量一定的情况下,安排各生产任务的生产顺序,平衡各机器和工人的生产负荷,从而优化产能,提高生产效率。
3.在家电设备的生产过程中,生产效率对订单的交货期会产生影响。针对工厂接收到的大量的家电设备的订单,目前是将家电设备的订单拆分成生产任务,再由人工根据订单数量、订单时效、模具数量、物料的库存量等信息安排生产任务的生产顺序。
4.然而,人工安排生产计划存在安排不合理,影响家电设备的生产效率的缺陷。
技术实现要素:
5.为了解决现有技术中的上述问题,即为了解决现有技术中人工安排家电设备的生产计划存在考虑不全面,导致生产计划的安排不合理,从而影响家电设备的生产效率的问题,本发明提供了一种家电设备的生产排程方法、装置、设备及存储介质,包括:获取生产数据,所述生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息;根据所述生产数据构建排产模型,所述排产模型中包括决策变量、约束条件和目标函数,所述约束条件是根据所述生产数据确定的,且用于对所述决策变量的范围进行限制的条件,所述目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系;对所述目标函数进行优化,直至所述目标函数的值达到最小值;将所述目标函数的值达到最小值时对应的决策变量确定为生产排程数据并输出。
6.本发明还提供了一种家电设备的生产排程装置,包括:获取模块,用于获取生产数据,所述生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息;模型构建模块,用于根据所述生产数据构建排产模型,所述排产模型中包括决策变量、约束条件和目标函数,所述约束条件是根据所述生产数据确定的,且用于对所述决策变量的范围进行限制的条件,所述目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系;优化模块,用于对所述目标函数进行优化,直至所述目标函数的值达到最小值;确定模块,用于将所述目标函数的值达到最小值时对应的决策变量确定为生产排程数据并输出。
7.本发明还提供了一种电子设备,包括:处理器,以及与所述处理器通信连接的存储器;所述存储器存储计算机执行指令;所述处理器执行所述存储器存储的计算机执行指令,以实现家电设备的生产排程方法的技术方案。
8.本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,所述计算机执行指令被处理器执行时用于实现家电设备的生产排程方法的
技术方案。
9.本发明还提供了一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现家电设备的生产排程方法的技术方案。
10.本领域技术人员能够理解的是,本发明的家电设备的生产排程方法、装置、设备及存储介质,通过获取生产数据,所述生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息;根据所述生产数据构建排产模型,所述排产模型中包括决策变量、约束条件和目标函数,所述约束条件是根据所述生产数据确定的,且用于对所述决策变量的范围进行限制的条件,所述目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系;对所述目标函数进行优化,直至所述目标函数的值达到最小值;将所述目标函数的值达到最小值时对应的决策变量确定为生产排程数据并输出。本发明的技术方案中,由于根据生产数据构建了排产模型,将生产排程问题转化为数学模型的优化求解问题,从而通过对数学模型的优化求解,得到最优的生产排程数据,以解决现有技术中人工排产带来的排产不合理,影响生产效率的问题。
附图说明
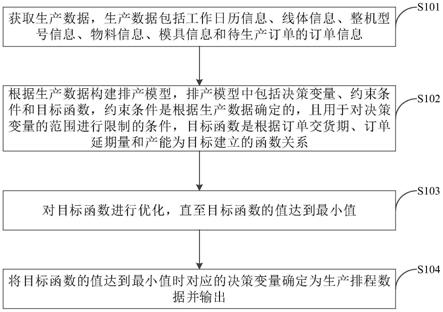
11.图1为本技术实施例提供的家电设备的生产排程方法的流程图一;
12.图2为本技术实施例提供的家电设备的生产排程方法的原理示意图;
13.图3为本技术实施例提供的建立第一约束条件的示意图;
14.图4为本技术实施例提供的建立第二约束条件的示意图;
15.图5为本技术实施例提供的建立第三约束条件的示意图;
16.图6为本技术实施例提供的建立第四约束条件的示意图;
17.图7为本技术实施例提供的建立第五约束条件的示意图;
18.图8为本技术实施例提供的建立第六约束条件的示意图;
19.图9为本技术实施例提供的建立第七约束条件的示意图;
20.图10为本技术实施例提供的建立第八约束条件的示意图;
21.图11为本技术实施例提供的建立第九约束条件的示意图;
22.图12为本技术实施例提供的建立第十约束条件的示意图;
23.图13为本技术实施例提供的建立第十一约束条件的示意图;
24.图14为本技术实施例提供的家电设备的生产排程装置的结构示意图;
25.图15为本技术实施例提供的电子设备的结构示意图。
具体实施方式
26.首先,本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非旨在限制本发明的保护范围。本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合。
27.bom,是表达一个或者一类产品的产品组成结构树,及所涵盖的物料(部件、零件、原材料等)清单,和每种物料的使用定额数量。
28.总装线:大型的自动装配线,通常用来将已经加工好的各个部件半成品总体装配在一起。大型产品比如汽车,飞机,电视机,空调、洗衣机等的零部件生产都是在相对小些的
生产线或者组装线上来完成的。
29.线体,也称为生产线,包括直线形、l形线、u形线、环形线和s形线。
30.直线形生产线特点:设备配置按物流路线直线配置,扩大时只需增加列数即可。
31.l形生产线特点:l形生产线是直线形生产线的衍生,结合了直线形生产线的特点。适合单一较长的生产线。
32.u形生产线特点:多能工,也叫巡回式布局,目的是物料与人的作业路线一致,提高品质责任与作业效率。高度柔性、多技能员工、允许富余生产能力。
33.环形生产线特点:人是坐式作业的并不移动;中央空间用于维护,并可以集中工装夹具;之后发展为周期移动的装配合转盘。
34.s形生产线特点:当有需要从侧面进行工具与物料的装卸时使用,对于有组装与焊接等需要的生产线比较有效。
35.近年来,用户对交付期的要求越来越高,随之对制造工厂的挑战也越来越高,企业的成本管控以及品种的多样性,导致不能有过高的库存。企业目前是根据用户需求进行生产,面对众多订单,如何安排生产计划,使得订单在交付期满足交付量,显得至关重要。
36.对于很多家电设备而言,主要是以离散组装方式进行生产,其组装过程中会涉及到大量的模具和物料。而模具作为企业的核心生产资料,一般比较稀缺,是有限产能的。另外,物料每天既有消耗也有采购到货,其库存水平是动态变化的。人工进行生产订单的生产计划安排既要考虑订单的交货期又要受限于生产线体的工作时长、模具产能和物料库存限制等因素,费时费力,且很难获得最佳的生产计划方案。
37.针对上述技术问题,本技术提出如下技术构思:基于混合整数规划的算法,以物料和模具产能为约束,以根据订单交货期、订单延期量和产能确定目标函数来建立数学模型,通过对数学模型的求解获得最优的生产排程。
38.下面以具体地实施例对本技术的技术方案以及本技术的技术方案如何解决上述技术问题进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例中不再赘述。下面将结合附图,对本技术的实施例进行描述。
39.图1为本技术实施例提供的家电设备的生产排程方法的流程图一。图2为本技术实施例提供的家电设备的生产排程方法的原理示意图。如图1和图2所示,家电设备的生产排程方法,包括如下步骤:
40.s101、获取生产数据,生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息。
41.本实施例的方法的执行主体可以是生产排程系统。
42.其中,获取生产数据,包括:接收家电设备的生产数据。
43.本步骤中,可以是人工手动导入生产数据至生产排程系统,也可以是从其他系统,例如企业资源计划系统(enterprise resource planning,erp)系统获取生产数据,还可以采用人工手动导入与从其他系统获取相结合的方式获取生产数据。则接收家电设备的生产数据可以是从生产排程系统接收家电设备的生产数据。
44.具体的,工作日历信息包括:工作日期和每天的工作时长;其中,工作日期用于表示工厂的工作日。
45.线体信息为生产线的信息,包括线体的编码、线体上不同系列产品在生产切换时
的换产损失时长。
46.整机型号信息包括整机型号的编码、每种整机型号的系列、每种整机型号可以使用的线体(即每种型号可以在哪些线体上生产)、每种整机型号在线体上的生产节拍、生产每种整机型号所使用的物料、生产每种整机型号所使用的模具。
47.物料信息包括物料的初始库存、物料每天的到货量。
48.模具信息包括模具的日产能、模具的数量。
49.待生产订单的订单信息中包括产品型号的数量、交货期。
50.其中,整机型号信息可以根据待生产订单中待生产的家电设备的型号确定。在本实施例中,整机可以是洗衣机等家电设备。
51.s102、根据生产数据构建排产模型,排产模型中包括决策变量、约束条件和目标函数,约束条件是根据生产数据确定的,且用于对决策变量的范围进行限制的条件,目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系。
52.可选的,目标函数可以是以订单交货期优先、订单延迟最少、产能最大等目标建立的目标函数。
53.本步骤旨在构建家电设备的排产模型;其中,排产模型中的约束条件包括:与家电设备的排产量相关的参数的关联关系,排产模型的决策变量包括:家电设备的生产排程参数;排产模型的目标函数包括:根据家电设备的生产排程目标和决策变量建立的函数。
54.在上述实施例的基础上,在根据生产数据构建排产模型之前,需要执行如下步骤:
55.步骤b1、对生产数据进行编码及预处理。
56.其中,对生产数据进行编码,包括对工作日历、总装线体、订单、整机型号、整机分类、物料、模具、订单类型进行编码。
57.具体的,步骤b1包括如下至少一项:
58.1)对工作日历进行编码,得到工作日历的编码集合,工作日历的编码集合中包括多个编码号,每个编码号对应工作日历中的一个日期。示例性地,可以将工作日历编码为d∈d={1,2,3,
…
},d代表工作日历的编码集合,d代表工作日历的编码。其中,d可以理解为是排产周期,d代表排产周期中的第d天。
59.2)对总装线体进行编码,得到线体编码集合,线体编码集合中包括多个编码号,每个编码号对应一个线体。示例性地,可以将总装线体编码为l∈l={1,2,3,
…
},l代表其中一个线体的编码,l代表全部线体的编码集合。
60.3)对订单进行编码,得到订单编码集合,订单编码集合中包括编码号,每个编码号对应一个订单。示例性地,可以将订单编码为o∈o={1,2,3,
…
},o代表一个订单的编码,o代表所有订单的编码集合。
61.4)对整机型号进行编码,得到整机编码集合,整机编码集合中包括多个编码号,每个编码号对应一个整机型号。示例性地,可以将整机型号编码为p∈p={1,2,3,
…
},p代表一个整机型号的编码,p代表全部的整机型号的编码集合。
62.5)对整机分类进行编码,得到整机分类编码集合,整机分类编码集合中包括多个编码号,每个编码号对应一个整机分类。示例性地,可以将整机分类编码为c∈c={1,2,3,
…
},c代表一个整机的分类,c代表整机分类的编码集合。
63.6)对物料信息进行编码,得到物料编码集合,物料编码集合中包括多个编码号,每
个编码号对应一种物料。示例性地,可以将物料信息编码为s∈s={1,2,3,
…
},s代表其中一种物料的编号,s代表物料编码集合。
64.7)对模具信息进行编码得到模具编码集合,模具编码集合中包括多个编码号,每个编码号对应一种模具。示例性地,可以将模具信息编码为m∈m={1,2,3,
…
},m代表其中一种模具的编号,m代表所有模具的编码集合。
65.8)对订单类型进行编码得到订单类型编码集合,订单类型编码集合中包括多个编码号,每个编码号对应一种订单类型。示例性地,可以将订单类型编码为g∈g={g_1,g_2,g_3
…
},g代表所有待生产订单的订单类型,g代表所有待生产订单的订单类型的一种订单类型。
66.9)确定订单类型惩罚系数。示例性地,可以将订单类型惩罚系数编码为g_penalty_g∈{0.1,0.2,0.3,
…
},大括号中每个数值代表一个订单类型惩罚系数。在实际应用中,可以根据实际情况设置订单类型惩罚系数,设置的原则是订单的优先级与订单的订单类型惩罚系数负相关,即订单的优先级越高,惩罚系数越小,反之,订单的优先级越低,惩罚系数越高。
67.10)对线体工作时长进行编码,得到线体工作时长编码。示例性地,可以将线体工作时长编码为l_timel,d,表示线体l在第d天的可用工作时间。
68.11)对线体分类换产损失进行编码,得到线体分类换产损失编码。示例性地,可以将线体分类换产损失编码为l_exchangel,单位为秒,表示线体上不同分类的产品在切换生产时需要的损失时间。
69.12)对整机在不同线体上的生产节拍进行编码,得到整机在线体上生产节拍的编码。示例性地,可以将整机在线体上生产节拍的编码为p_l_beatp,l,表示整机p在线体l上的生产节拍,如果整机不能在某线体上生产,则节拍为0,反之,则为生产单位数量的整机p所需要花费的时间。
70.13)对物料的初始库存量进行编码,得到物料的初始库存量的编码。示例性地,可以将物料的初始库存量编码为s_inits,用于表示物料s的初始库存量。
71.14)对物料每天的收货量进行编码,得到物料每天的收货量的编码。示例性地,可以将物料每天的收货量编码为s_arrives,d,表示物料s在第d天的到货量。
72.15)对模具的日产能进行编码,得到模具日产能的编码。示例性地,可以将模具的日产能编码为m_capacitym,d,用于表示模具m在第d天的总的日产能,具体可以根据单个模具的日产能与模具套数的乘积获得。
73.16)对订单需求量进行编码,得到订单需求量编码。示例性地,可以将订单需求量编码为o_quantityo,用于表示订单o的应排产数量。
74.17)对订单的订单类型进行编码,得到订单的订单类型编码。示例性地,可以将订单的订单类型编码为o_typeg∈g。
75.18)对订单的交货日期(简称交货期)进行编码,得到交货期编码。示例性地,订单的交货日期可以编码为o_dateo,d,用于表示订单o在第d天是否交货。其中,若o_dateo,d为1,则表示订单o在第d天交货,若o_dateo,d为0,则表示订单o在第d天不交货。
76.19)对订单编码与整机之间的关联关系进行编码,得到订单编码与整机关联关系的编码。示例性地,可以将订单编码与整机之间的关联关系编码为o_p_relationo,p,用于
表示订单o与整机p的需求是否对应。其中,若o_p_relationo,p为1,则表示订单o对应整机p的需求,若o_p_relationo,p为0,则表示订单o与整机p的需求不对应。订单o与整机p的需求对应,可以理解为订单o所需求的产品与整机p所生产的产品相同。
77.20)对订单延期惩罚系数进行编码,得到订单延期惩罚系数的编码。示例性地,订单延期惩罚系数可以编码为o_penaltyo,d,用于表示订单o在第d天的惩罚系数,其可以根据订单的交货期和订单类型两个维度确定。假设排产周期是5天,即{1,2,3,4,5},若订单的交货是在第二天,且订单类型o_typeg级别的惩罚是0.1;则可定义公式max{0,(d-2)*3 0.1}来计算每天的订单延期惩罚系数分别为{0,0.1,3.1,6.1,9.1}。
78.21)对整机的待排产量进行编码,得到整机的待排产量的编码。示例性地,整机的待排产量可以编码为p_quantityp,d,用于表示整机为p的订单在第d天的汇总待排产数量,其可以根据计算获得。
79.22)对整机与分类之间的对应关系进行编码,得到整机与分类的对应关系的编码。示例性地,整机与分类的对应关系可以编码为c_p_relationc,p,如果p属于分类c,则为1;否则为0。
80.23)对整机分类的待排产量进行编码,得到整机分类的待排产量的编码。示例性地,整机分类的待排产量可以编码为c_quantityc,d,用于表示整机分类c在第d天的待排产数量,根据可以计算得到。
81.24)对整机与线体之间的绑定关系进行编码,得到整机与线体之间的绑定关系的编码。示例性地,整机与线体绑定关系可以编码为p_l_relationp,l,若整机p可以在线体l上生产,则取值为1,否则为0。
82.25)对整机与物料的约束关系进行编码,得到整机与物料的约束关系的编码。示例性地,整机与物料的约束关系可以编码为p_s_relationp,s,用于表示若整机p的生产需要用到物料s,则为标准bom用量,否则为0。
83.26)对整机与模具的约束关系进行编码,得到整机与模具的约束关系的编码。示例性地,整机与模具的约束关系可以编码为p_m_relationp,m,若整机p的生产需要用到模具m则为标准使用量,否则为0。
84.本实施例中,约束条件是根据物料信息和模具产能对决策变量的范围进行限制的条件。在上述编码的基础上,根据生产数据构建排产模型,包括:
85.步骤a1、设置决策变量。
86.其中,决策变量包括:整机在线体上的产量、整机在线体上的生产状态、整机的总延期量、整机分类在线体上的产量、整机分类在线体上的生产状态、订单线体的产量、订单的总延期量和订单的日延期量。
87.示例性地,将整机在线体上的产量(即整机线体产量)记为p_quantityp,l,d,表示整机p在线体l上第d天的产量。
88.将整机在某一生产线上的生产状态(即整机在线体上的生产状态)记为p_statusp,l,d,表示整机p在线体l上第d天是否生产。
89.将整机的总延期量记为p_delayp,表示整机p在整个排产周期的延期量。
90.将整机分类在某一生产线产量(即整机分类在线体上的产量)记为c_quantityc,l,d,表示整机分类c在线体l上第d天的产量。
91.将整机分类在某一生产线生产状态(即整机分类在线体上的生产状态)记为c_statusc,l,d,表示整机分类c在线体l上第d天是否生产。
92.将订单线体的产量记为o_quantityo,l,d,表示订单编码o在线体l上第d天的产量。
93.将订单的总延期量记为o_delayo,表示整机o在整个排产周期的延期量。
94.将订单的日延期量记为o_day_delayo,d,表示订单在每天的延期量。
95.步骤a2、根据生产数据和决策变量,确定约束条件。
96.本实施例中,约束条件包括第一约束条件、第二约束条件、第三约束条件、第四约束条件、第五约束条件、第六约束条件、第七约束条件、第八约束条件、第九约束条件、第十约束条件和第十一约束条件中至少一项。
97.相应的,步骤a2可以包括如下至少一项:
98.步骤a201、根据生产数据和决策变量,确定第一约束条件。
99.图3为本技术实施例提供的建立第一约束条件的示意图。如图3所示,根据生产数据和决策变量,确定第一约束条件,包括:根据订单的交货日期、订单与整机的关联关系和订单需求量,确定整机的待排产量;根据整机的待排产量、整机在线体上的产量和整机的总延期量,确定第一约束条件,第一约束条件为整机的待排产量等于整机的实际排产量与整机延期量之和。
100.第一约束条件可以表示为如下公式(1):
101.∑
l∈l,d∈d
p_quantity
p,l,d
p_delay
p
==∑
d∈d
p_quantity
p,d
,p∈p(1)
102.式(1)中,p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量;p_delay
p
为整机的总延期量,代表整机p在整个排产周期的延期量;p_quantity
p,d
为整机的待排产量,代表整机为p的订单在第d天的汇总待排产数量。
103.其中,整机的待排产量p_quantity
p,d
可以根据计算获得,o_quantityo为订单需求量,也是订单o的应排产数量,o_date
o,d
为订单的交货日期,即订单o在第d天交货,则为1,否则为0;o_p_relation
o,p
为订单与整机之间的关联关系,若订单o对应整机p的需求则为1,否则为0。
104.步骤a202、根据生产数据和决策变量,确定第二约束条件。
105.图4为本技术实施例提供的建立第二约束条件的示意图。如图4所示,根据生产数据和决策变量,确定第二约束条件,包括:根据订单的交货日期、订单与整机的关联关系和订单需求量,确定整机的待排产量;根据整机在线体上的产量、整机在线体上的生产状态和所述整机的待排产量,确定第二约束条件,所述第二约束条件为整机在线体上的产量小于或等于整机的待排产量与整机在线体上的生产状态的乘积。第二约束条件可以表示为如下公式(2):
106.p_quantity
p,l,d
≤∑
d∈d
p_quantity
p,d
*p_status
p,l,d
,p∈p,l∈l,d∈d;(2)
107.式(2)中,p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量;p_quantity
p,d
为整机的待排产量,代表整机为p的订单在第d天的汇总待排产数量;p_
status
p,l,d
为整机在线体上的生产状态,代表整机p在线体l上是否生产,若生产,则为1,否则为0。
108.步骤a203、根据生产数据和决策变量,确定第三约束条件。图5为本技术实施例提供的建立第三约束条件的示意图。如图5所示,根据生产数据和决策变量,确定第三约束条件,包括:根据整机与线体的绑定关系和整机在线体上第d天的产量,确定第三约束条件。其中,整机与线体的绑定关系可以根据整机型号信息中的每种整机型号可以使用的线体确定,整机与线体的绑定关系用于指示整机型号是否能够在线体上生产。
109.第三约束条件可以表示为如下公式(3):
110.(1-p_l_relation
p,l
)*p_quantity
p,l,d
==0,p∈p,l∈l,d∈d;(3)
111.式(3)中,p_l_relation
p,l
为整机与线体的绑定关系,若整机p可以在线体l上生产,则取值为1,否则为0;p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量。
112.步骤a204、根据生产数据和决策变量,确定第四约束条件。图6为本技术实施例提供的建立第四约束条件的示意图。如图6所示,根据生产数据和决策变量,确定第四约束条件,包括:根据整机在线体上的产量、整机在不同线体上的生产节拍、整机分类在线体上的生产状态、线体分类换产损失和生产线的工作时长,确定第四约束条件,第四约束条件为所有整机的第一结果的累加量与换产损失时间之和小于或等于生产线工作时长,每个整机的第一结果为整机的排产量与整机的生产节拍的乘积。
113.第四约束条件可以表示为如下公式(4):
[0114][0115]
式(4)中,p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量;p_l_beat
p,l
为整机在线体上的生产节拍,若整机p可以在线体l上生产,则取值为生产单位量的整机p所需要花费的时间,否则为0;c_status
c,l,d
为整机分类在线体上的生产状态,即整机分类c在线体l上第d天是否生产;l_exchangle为线体分类换产损失,单位为秒,代表线体上不同分类的产品切换生产需要的损失时间;l_time
l,d
为生产线工作时长,代表线体l在第d天的可用工作时间。
[0116]
步骤a205,根据生产数据和决策变量,确定第五约束条件。图7为本技术实施例提供的建立第五约束条件的示意图。如图7所示,根据生产数据和决策变量,确定第五约束条件,包括:根据整机的分类,确定整机与分类的关联关系;根据整机与分类的关联关系,整机在线体上的产量和整机分类在线体上的产量,确定第五约束条件,第五约束条件为整机分类在线体上的产量等于整机在线体上的产量和整机与分类的关联关系的乘积。
[0117]
第五约束条件可以表示为如下公式(5):
[0118][0119]
式(5)中,c∈c,l∈l,d∈d,p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量;c_p_relation
c,p
为整机分类c与整机p之间的关联关系,若整机p属于
分类c,则取值为1,否则为0;c_quantity
c,l,d
为整机分类在线体上的产量,代表整机分类c在线体l上第d天的产量。
[0120]
步骤a206,根据生产数据和决策变量,确定第六约束条件。图8为本技术实施例提供的建立第六约束条件的示意图。如图8所示,根据生产数据和决策变量,确定第六约束条件,包括:根据订单的交货日期、订单与整机的关联关系和订单需求量,确定待生产订单中针对整机在同一天的待排产数量,得到整机的待排产量;根据整机的分类,确定整机与分类的关联关系;根据整机与分类的关联关系、整机待排产量,确定整机分类的待排产量;根据整机分类在线体上的产量、整机分类的待排产量和整机分类在线体上的生产状态,确定第六约束条件,第六约束条件为整机分类在线体上的产量小于或等于整机分类的待排产量与整机分类在线体上的生产状态的乘积。
[0121]
第六约束条件可以表示为如下公式(6):
[0122]
c_quantity
c,l,d
≤∑
d∈d
c_quantity
c,d
*c_status
c,l,d
,c∈c,l∈l,d∈d;(6)
[0123]
式(6)中,c_quantity
c,l,d
为整机分类在线体上的产量,代表整机分类c在线体l上第d天的产量;c_quantity
c,d
为整机分类的待排产量,代表整机分类c在第d天的待排产数量;c_status
c,l,d
为整机分类在线体上的生产状态,即整机分类c在线体l上第d天是否生产。
[0124]
步骤a207,根据生产数据和决策变量,确定第七约束条件。图9为本技术实施例提供的建立第七约束条件的示意图。如图9所示,根据生产数据和决策变量,确定第七约束条件,包括:根据整机的型号,与产品型号信息,确定订单与整机之间的关联关系;根据订单与整机之间的关联关系、订单在线体上的产量和整机在线体上的产量,确定第七约束条件,第七约束条件为订单在线体上的产量与订单与整机之间的关联关系的乘积等于整机在线体上的产量。
[0125]
第七约束条件可以表示为如下公式(7):
[0126][0127]
式(7)中,p∈p,l∈l,d∈d,o_quantity
o,l,d
为订单o在线体l上第d天的产量;o_p_relation
o,p
为订单o与整机p之间的关联关系,订单对应整机p的需求,则取值为1,否则为0;p_quantity
p,l,d
为整机在线体上的产量,代表整机p在线体l上第d天的产量。
[0128]
步骤a208,根据生产数据和决策变量,确定第八约束条件。图10为本技术实施例提供的建立第八约束条件的示意图。如图10所示,根据生产数据和决策变量,确定第八约束条件,包括:根据订单与整机之间的关联关系、订单的总延期量和整机的总延期量,确定第八约束条件,第八约束条件为订单的总延期量和订单与整机的需求的对应关系的乘积小于或等于整机的总延期量。
[0129]
第八约束条件可以表示为如下公式(8):
[0130][0131]
式(8)中,o_delayo为订单的总延期量;o_p_relation
o,p
为订单与整机的关联关系,订单对应整机p的需求,则取值为1,否则为0;p_delay
p
为整机的总延期量。
[0132]
步骤a209,根据生产数据和决策变量,确定第九约束条件。图11为本技术实施例提供的建立第九约束条件的示意图。如图11所示,根据生产数据和决策变量,确定第九约束条
件,包括:根据整机型号的生产使用的物料,确定整机与物料之间的约束关系;根据整机与物料之间的约束关系、物料的初始库存量、物料在每天的到货量和整机在线体上的产量,确定第九约束条件,第九约束条件为整机型号排产量所使用的物料量小于或等于物料的初始库存量与物料的到货量之和。
[0133]
第九约束条件可以表示为如下公式(9):
[0134][0135]
式(9)中,p_quantity
p,l,d
整机在线体上的产量,代表整机p在线体l上第d天的产量;p_s_relation
p,s
为整机p与物料s之间的约束关系,若整机p的生产需要用到物料s则为标准bom用量,否则为0;s_inits为物料s的初始库存量;s_arrive
s,d
为物料s在第d天的到货量。
[0136]
步骤a210,根据生产数据和决策变量,确定第十约束条件。图12为本技术实施例提供的建立第十约束条件的示意图。如图12所示,根据生产数据和决策变量,确定第十约束条件,包括:根据整机型号的生产使用的模具,确定整机与模具之间的约束关系;根据整机与模具之间的约束关系、模具的日产能和整机在线体上的产量,确定第十约束条件,所述第十约束条件为整机型号排产量所使用的模具量小于或等于排产周期内模具的总产能。其中,整机型号排产量所使用的模具量根据整机与模具之间的约束关系和模具的日产能确定。
[0137]
第十约束条件可以表示为如下公式(10):
[0138][0139]
式(10)中,代表整机型号排产量所使用的模具量,p_quantity
p,l,d
整机在线体上的产量,代表整机p在线体l上第d天的产量;p_m_relation
p,m
为整机p与模具m之间的约束关系;m_capacity
m,d
为模具m的日产能。
[0140]
步骤a211,根据生产数据和决策变量,确定第十一约束条件。
[0141]
图13为本技术实施例提供的建立第十一约束条件的示意图。如图13所示,根据生产数据和决策变量,确定第十一约束条件,包括:根据订单需求量、订单线体的产量和订单的日延期量,确定第十一约束条件,第十一约束条件为订单的线体产量与订单的日延期量之和等于订单需求量。
[0142]
第十一约束条件可以表示为如下公式(11):
[0143][0144]
式(11)中,o_quantity
o,l,d
为订单在线体上的产量,代表订单o在线体l上第d天的产量;o_day_delay
o,d'
为订单的日延期量,代表订单o在第d’天的延期量;o_quantityo为订单o的应排产数量。
[0145]
步骤a3、根据生产数据和决策变量,确定目标函数。
[0146]
其中,目标函数为交货期优先目标函数、换产损失目标函数、订单延期目标函数和型号产品集中生产的目标函数的加权和。具体可以表示为如下公式(12):
[0147][0148]
式(12)中,total_obj代表排产模型的目标函数,deliver_priority_obj表示交货期优先目标函数,exchange_cos t_obj表示换产损失目标函数,order_delay_obj表示订单延期目标函数,product_collection_obj表示型号产品集中生产的目标函数,其中a1~a4分别为权重系数,可根据实际情况预先设定。
[0149]
相应的,根据生产数据和决策变量,确定目标函数,包括:
[0150]
根据订单的日延期量和订单的惩罚系数乘积的累加和,确定交货期优先目标函数;根据整机分类在线体上的生产状态,确定所述换产损失目标函数;根据订单的总延期量,确定所述订单延期目标函数;根据整机在线体上的生产状态,确定所述产品型号集中生产的目标函数。
[0151]
示例性地,交货期优先目标函数可以表示为如下公式(13):
[0152][0152][0153]
式(13)中,deliver_priority_obj表示交货期优先目标,o_day_delay
o,d'
表示订单的日延期量,o_penalty
o,d
表示订单o在第d天的惩罚系数,o代表其中一个订单的编号,o代表所有订单的集合,d'表示当前日期,d”表示订单o的交货日期,o_date
o,d”=1
表示订单o在第d”天交货。
[0154]
示例性地,换产损失目标函数可以表示为如下公式(14):
[0155][0156]
式(14)中,exchange_cost_obj表示换产损失目标,c_status
c,l,d
表示整机分类在线体上的生产状态。
[0157]
示例性地,订单延期目标函数可以表示为如下公式(15):
[0158][0159]
式(15)中,order_delay_obj表示订单延期目标,o_delayo表示订单的总延期量。
[0160]
示例性地,型号产品集中生产的目标函数可以表示为如下公式(16);
[0161][0162]
式(16)中,product_collection_obj表示型号产品集中生产的目标,p_status
p,l,d
表示整机在线体上的生产状态,表示整个排产周期中所有整机在所有线体上的生产状态的累加和。
[0163]
步骤a4、根据决策变量、约束关系和目标函数,确定排产模型。
[0164]
上述构建家电设备的排产模型,可以总结如下:获取所述决策变量、所述约束条件和所述目标函数;根据所述决策变量、所述约束关系和所述目标函数,构建所述排产模型。
[0165]
其中,获取所述决策变量,包括:接收用户输入的所述决策变量、所述约束条件和所述目标函数。
[0166]
其中,构建家电设备的排产模型之前,还包括:对生产数据进行预处理;相应地,根据生产数据构建所述家电设备的排产模型,包括:使用预处理后的生产数据构建家电设备的排产模型。生产数据包括家电设备的生产线体与生产相关的信息、生产家电设备所使用的物料的供给信息、生产家电设备所使用的模具的供给信息,以及,和待生产的订单信息
[0167]
s103、对目标函数进行优化,直至目标函数的值达到最小值。
[0168]
具体的,是根据生产数据对目标函数进行优化处理,直至目标函数的值满足预设的优化目标,得到家电设备的生产排程参数的取值,家电设备的生产排程参数的取值用于表征所述家电设备的生产排程。
[0169]
s104、将目标函数的值达到最小值时对应的决策变量确定为生产排程数据并输出。
[0170]
具体的,是输出家电设备的生产排程参数的取值。而在得到家电设备的生产排程参数的取值之后,还可以向家电设备的生产线体对应的终端设备发送家电设备的生产排程参数的取值,以调度家电设备的生产线体按照家电设备的生产排程参数的取值进行生产排程。
[0171]
具体的,可以采用求解器对排产模型进行求解,使得目标函数达到最小值,并取目标函数达到最小值时决策变量的值确定为生产排程数据。
[0172]
当目标函数达到最小值时,从决策变量中可以获得订单每天在线体上的排产量、每个整机型号每天在线体上的使用情况、每天的整机分类型号的生产情况、是否有未排产型号、是否有未排产订单、每天的订单延期排产情况中至少一项。
[0173]
订单线体产量o_quantityo,l,d,用于表示某个订单每天在某个线体上的排产量。则针对洗衣机,可以获得每种型号的洗衣机每天的生产量。
[0174]
整机线体产量p_quantityp,l,d,用于表示某个整机型号每天在某个产线的使用情况。
[0175]
整机分类在线体上的生产状态c_statusc,l,d,可以获得每天的分类型号的生产情况,进而推算分类切换的换产损失。
[0176]
整机的总延期量p_delayp根据其值是否为0,可以判断是否有未排产型号。
[0177]
订单的总延期量o_delayo根据其值是否为0,可以判断是否有未排产订单。
[0178]
订单的日延期量o_day_delayo,d根据其值是否为0,可以判断订单每天的延期排产情况。
[0179]
本发明的实施例通过获取生产数据,所述生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息;根据所述生产数据构建排产模型,所述排产模型中包括决策变量、约束条件和目标函数,所述约束条件是根据所述生产数据确定的,且用于对所述决策变量的范围进行限制的条件,所述目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系;对所述目标函数进行优化,直至所述目标函数的值达到最小值;将所述目标函数的值达到最小值时对应的决策变量确定为生产排程
数据并输出。本发明的技术方案中,由于根据生产数据构建了排产模型,将生产排程问题转化为数学模型的优化求解问题,从而通过对数学模型的优化求解,得到最优的生产排程数据,以解决现有技术中人工排产带来的排产不合理,影响生产效率的问题,实现提高生产效率的效果。
[0180]
图14为本技术实施例提供的家电设备的生产排程装置的结构示意图。如图14所示,家电设备的生产排程装置,包括:获取模块141、模型构建模块142、优化模块143和确定模块144;
[0181]
其中,获取模块141,用于获取生产数据,所述生产数据包括工作日历信息、线体信息、整机型号信息、物料信息、模具信息和待生产订单的订单信息;
[0182]
模型构建模块142,用于根据所述生产数据构建排产模型,所述排产模型中包括决策变量、约束条件和目标函数,所述约束条件是根据所述生产数据确定的,且用于对所述决策变量的范围进行限制的条件,所述目标函数是根据订单交货期、订单延期量和产能为目标建立的函数关系;
[0183]
优化模块143,用于对所述目标函数进行优化,直至所述目标函数的值达到最小值;
[0184]
确定模块144,用于将所述目标函数的值达到最小值时对应的决策变量确定为生产排程数据并输出。
[0185]
在一些实施例中,所述模型构建模块142根据所述生产数据构建排产模型,具体包括:设置决策变量,所述决策变量包括整机在线体上的产量、整机在线体上的生产状态、整机的总延期量、整机分类在线体上的产量、整机分类在线体上的生产状态、订单线体的产量、订单的总延期量和订单的日延期量;根据所述生产数据和所述决策变量,确定所述约束条件;根据所述生产数据和所述决策变量,确定所述目标函数;根据所述决策变量、所述约束关系和所述目标函数,确定所述排产模型。
[0186]
在一些实施例中,所述待生产订单的订单信息中包括:订单的交货日期、订单与整机的关联关系和订单需求量;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述订单的交货日期、订单与整机的关联关系和订单需求量,确定整机的待排产量;根据所述整机的待排产量、所述整机在线体上的产量和整机的总延期量,确定第一约束条件,所述第一约束条件为整机的待排产量等于整机的实际排产量与整机延期量之和;和/或,根据所述整机在线体上的产量、整机在线体上的生产状态和所述整机的待排产量,确定第二约束条件,所述第二约束条件为整机在线体上的产量小于或等于整机的待排产量与整机在线体上的生产状态的乘积。
[0187]
在一些实施例中,所述整机型号信息包括整机与线体的绑定关系,所述整机与线体的绑定关系用于指示所述整机是否能够在所述线体上生产;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据整机与线体的绑定关系和整机在线体上第d天的产量,确定第三约束条件。
[0188]
在一些实施例中,所述整机型号信息还包括整机型号在线体上的生产节拍,所述线体信息包括线体分类换产损失,所述工作日历信息包括每天的工作时长和线体在第d天的可用工作时长;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述整机在线体上的产量、整机在不同线体上的生产节拍、
整机分类在线体上的生产状态、线体分类换产损失、生产线的工作时长和线体在第d天的可用工作时长,确定第四约束条件,所述第四约束条件为所有整机的第一结果的累加量与换产损失时间之和小于或等于生产线工作时长,每个整机的第一结果为所述整机的排产量与所述整机的生产节拍的乘积。
[0189]
在一些实施例中,所述整机型号信息包括整机的分类;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,包括:根据所述整机的分类,确定整机与分类的关联关系;根据所述整机与分类的关联关系,整机在线体上的产量和整机分类在线体上的产量,确定第五约束条件,所述第五约束条件为整机分类在线体上的产量等于整机在线体上的产量和整机与分类的关联关系的乘积。
[0190]
在一些实施例中,所述整机型号信息包括整机的分类,所述待生产订单的订单信息中包括:订单的交货日期、订单与整机的关联关系和订单需求量;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述订单的交货日期、订单与整机的关联关系和订单需求量,确定所述待生产订单中针对整机在同一天的待排产数量,得到整机的待排产量;根据所述整机的分类,确定整机与分类的关联关系;根据所述整机与分类的关联关系、所述整机待排产量,确定整机分类的待排产量;根据整机分类在线体上的产量、整机分类的待排产量和整机分类在线体上的生产状态,确定第六约束条件,所述第六约束条件为整机分类在线体上的产量小于或等于整机分类的待排产量与整机分类在线体上的生产状态的乘积。
[0191]
在一些实施例中,所述整机型号信息包括整机的型号,所述待生产订单的订单信息中包括产品型号信息;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述整机的型号,与所述产品型号信息,确定订单与整机之间的关联关系;根据所述订单与整机之间的关联关系、订单在线体上的产量和整机在线体上的产量,确定第七约束条件,所述第七约束条件为订单在线体上的产量与所述关联关系的乘积等于整机在线体上的产量;和/或,根据所述订单与整机之间的关联关系、订单的总延期量和整机的总延期量,确定第八约束条件,所述第八约束条件为订单的总延期量和订单与整机的需求的对应关系的乘积小于或等于整机的总延期量。
[0192]
在一些实施例中,所述整机型号信息包括:整机型号的生产使用的物料,所述物料信息包括物料的初始库存量和物料在每天的到货量;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述整机型号的生产使用的物料,确定整机与物料之间的约束关系;根据整机与物料之间的约束关系、物料的初始库存量、物料在每天的到货量和整机在线体上的产量,确定第九约束条件,所述第九约束条件为整机型号排产量所使用的物料量小于或等于物料的初始库存量与物料的到货量之和。
[0193]
在一些实施例中,所述整机型号信息包括:整机型号的生产使用的模具,所述模具信息包括模具的日产能;相应的,所述模型构建模块142根据所述生产数据和所述决策变量,确定所述约束条件,具体包括:根据所述整机型号的生产使用的模具,确定整机与模具之间的约束关系;根据整机与模具之间的约束关系、模具的日产能和整机在线体上的产量,确定第十约束条件,所述第十约束条件为整机型号所使用的模具量与整机在线体上的产量的乘积小于或等于整机型号的生产使用的模具的日产能。
[0194]
在一些实施例中,所述待生产订单的订单信息包括:产品型号数量;相应的,所述
access memory,ram),也可能还包括非易失性存储器(non-volatile memory)。
[0204]
本技术实施例还提供一种运行指令的芯片,该芯片用于执行上述实施例中家电设备的生产排程方法的技术方案。
[0205]
本技术实施例还提供一种计算机可读存储介质,该计算机可读存储介质中存储有计算机指令,当该计算机指令在计算机上运行时,使得计算机执行上述实施例家电设备的生产排程方法的技术方案。
[0206]
本技术实施例还提供一种计算机程序产品,该计算机程序产品包括计算机程序,其存储在计算机可读存储介质中,至少一个处理器可以从计算机可读存储介质读取计算机程序,至少一个处理器执行计算机程序时可实现上述实施例中家电设备的生产排程方法的技术方案。
[0207]
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求书指出。
[0208]
应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求书来限制。
[0209]
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求书指出。
[0210]
应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求书来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。