1.本实用新型属于柔性发热毯体(比如电热毯)的制作生产领域,具体涉及一种柔性发热毯体的热熔粘合机及制造设备。
背景技术:
2.在常规的电热毯制作过程中,均采用人工在上层毯体与下层毯体粘合形成的线道内绕发热线的方式和人工裁切成形的工艺,具有人员用量大、人工成本高、劳动强度大以及效率低下的缺点,且人工操作很容易出现质量不稳定的因素,如发热线打绞、将毯面刺起小包点等;同时也容易发生穿线杆打伤旁人的事故。
3.cn104287539a公开了一种电热毯布线热熔修边复合机,其用来生产制作半成品电热毯。然而,因该设备所使用的热熔火焰的燃烧物质“燃气”是靠自身膨胀气压运行的,所产生的运行速度比较慢,致使火焰没有“力度”,存在毯面没有被火焰熔化而不能粘连在一起或者粘连不均匀的问题,导致产品质量低。
技术实现要素:
4.本实用新型的目的是提供一种柔性发热毯体的热熔粘合机及制造设备,以解决上述问题,提高产品质量,降低劳动强度。
5.本实用新型所述的柔性发热毯体的热熔粘合机,包括上层毯送料机构、压辊、压辊驱动机构、燃气管、燃气阀、空气管、空气调节阀、气压指示表、点火器、喷管、喷管升降气泵、机架和机架驱动机构,机架驱动机构能驱动机架移动,上层毯送料机构、压辊驱动机构、喷管升降气泵和点火器固定安装在机架上,喷管纵向安装在喷管升降气泵的活塞杆上,燃气阀安装在燃气管上,空气调节阀、气压指示表安装在空气管上,燃气管的一端连通燃气源,空气管的一端连通空气源,燃气管的另一端连通空气管的另一端和喷管的一端,喷管上开设有多个能向下喷气的喷孔,点火器的点火头靠近喷孔,压辊纵向安装在压辊驱动机构上,且靠近所述喷管,上层毯送料机构能收卷上层毯,上层毯能穿过喷管与压辊之间的空隙而贴合压辊表面进入同步拉力辊机构。
6.优选的,所述热熔粘合机还包括导风板,导风板安装在机架上,导风板的下部为导风部,导风部伸入喷管与压辊之间的空隙中。导风部能使火焰形成均匀平整的所需火焰形状,能避免火焰烧到喷管升降气泵的活塞杆。
7.优选的,所述机架驱动机构包括驱动电机、传动链条和四个运行轮,其中两个运行轮安装在机架的一侧下方,另外两个运行轮安装在机架的另一侧下方,驱动电机安装在机架的一侧,传动链条套在驱动电机的输出轴上以及与驱动电机位于同一侧的两个运行轮上,驱动电机通过传动链条带动运行轮转动,进而驱动机架移动。
8.优选的,所述压辊驱动机构包括压辊连杆、压辊移位气泵,压辊连接在压辊连杆上,压辊连杆安装在压辊移位气泵的活塞杆端部,压辊移位气泵动作能通过压辊连杆使压辊抬起/放下。
9.本实用新型所述的柔性发热毯体的制造设备,包括下层毯送料机构、机台、针刺升降装置、修边机构、电控箱、同步拉力辊机构和毯体裁断机构,还包括上述热熔粘合机,机台的前部为针刺绕线台,机台的两侧设置有从中部延伸至前端的导轨,导轨上安装有前停行程开关、后停行程开关和针降行程开关,热熔粘合机放置在机台上且能相对于导轨移动,针刺升降装置位于针刺绕线台下方,修边机构位于热熔粘合机后方,同步拉力辊机构位于修边机构后方,毯体裁断机构位于同步拉力辊机构后方;下层毯送料机构位于机台的前方,能收卷下层毯,下层毯能沿着针刺绕线台穿过压辊与机台之间的空隙而进入同步拉力辊机构;电控箱安装在机台下方,前停行程开关、后停行程开关与电控箱电连接,电控箱与机架驱动机构、压辊驱动机构、燃气阀、点火器、喷管升降气泵的电磁阀、同步拉力辊机构和毯体裁断机构电连接,后停行程开关、针降行程开关与针刺升降装置电连接。
10.优选的,所述电控箱与机架驱动机构中的驱动电机电连接,所述电控箱与压辊驱动机构中的压辊移位气泵的电磁阀电连接。
11.本实用新型中机架上安装空气管、空气调节阀、气压指示表,通过空气管内的空气给燃气加压,使燃气喷射更有力度,优化了火焰的喷燃力度和均匀性,解决了火焰飘忽的问题,改善了毯面熔化粘连不均或不牢的现象,使产品更具粘合性和结合密度,提高了产品质量;采用热熔粘合机、修边机构和毯体裁断机构实现了柔性发热毯体制作的机械自动化、快速规范化的生产,降低了劳动强度。
附图说明
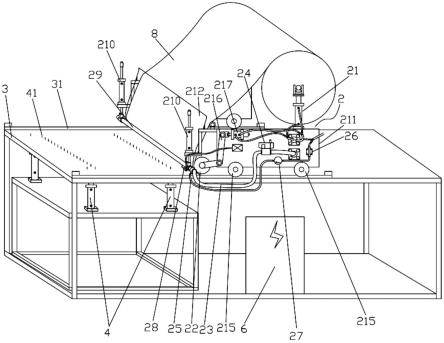
12.图1为本实施例中热熔粘合机、针刺升降装置安装在机台上的结构示意图。
13.图2为本实施例中柔性发热毯体的制造设备的主视图。
14.图3为本实施例中柔性发热毯体的制造设备的后视图。
15.图4为本实用新型中火焰的喷熔示意图。
16.图5为本实用新型中的电气控制原理框图。
具体实施方式
17.如图1至图5所示,本实施例中的柔性发热毯体的热熔粘合机,包括上层毯送料机构21、压辊22、压辊驱动机构、燃气管23、燃气阀24、空气管25、空气调节阀26、气压指示表27、点火器28、喷管29、喷管升降气泵210、机架211、导风板212和机架驱动机构。上层毯送料机构21、压辊驱动机构、喷管升降气泵210、导风板212和点火器28固定安装在机架211上。机架驱动机构包括驱动电机213、传动链条214和四个运行轮215,其中两个运行轮215安装在机架211的一侧下方,另外两个运行轮215安装在机架211的另一侧下方,驱动电机213安装在机架211的一侧,传动链条214套在驱动电机213的输出轴上以及与驱动电机213位于同一侧的两个运行轮215上,驱动电机213转动,通过传动链条214带动运行轮25转动,进而驱动机架211移动。压辊驱动机构包括压辊连杆216、压辊移位气泵217,压辊连杆216安装在压辊移位气泵217的活塞杆端部。喷管29纵向安装在喷管升降气泵210的活塞杆上,燃气阀24安装在燃气管23上,空气调节阀26、气压指示表27安装在空气管25上,空气管25的直径小于燃气管23的直径。燃气管23的一端连通燃气源,空气管25的一端连通空气源,燃气管23的另一端连通空气管25的另一端和喷管29的一端,喷管29上开设有多个能向下喷气的喷孔,点火
器28的点火头靠近喷孔,压辊22纵向连接在压辊连杆216上且靠近喷管29,压辊移位气泵217动作能通过压辊连杆216使压辊22抬起/放下,导风板212的下部为导风部,导风部伸入喷管29与压辊22之间的空隙中。上层毯送料机构21能收卷上层毯8,上层毯8能穿过喷管29与压辊22之间的空隙而贴合压辊22表面进入同步拉力辊机构7。
18.本实施例中的柔性发热毯体的制造设备,包括下层毯送料机构1、机台3、针刺升降装置4、修边机构5、电控箱6、同步拉力辊机构7、毯体裁断机构9和上述热熔粘合机2,机台3的前部为针刺绕线台,机台3的两侧设置有从中部延伸至前端的导轨31,导轨31上安装有前停行程开关32、后停行程开关33和针降行程开关34,热熔粘合机2放置在机台3上,四个运行轮215位于导轨31内,热熔粘合机2能通过四个运行轮215在导轨31内移动,针刺升降装置4位于针刺绕线台下方,修边机构5位于热熔粘合机2后方,同步拉力辊机构7位于修边机构5后方,毯体裁断机构9位于同步拉力辊机构7后方。下层毯送料机构1位于机台3的前方,能收卷下层毯10,下层毯10能沿着针刺绕线台穿过压辊22与机台之间的空隙而进入同步拉力辊机构7。
19.电控箱6安装在机台3下方。针降行程开关34与针刺升降装置4电连接,热熔粘合机2向前运行,如果触碰到针降行程开关34,针刺升降装置4会接收到针降行程开关34的触发信号。前停行程开关32与电控箱6电连接,热熔粘合机2向前运行,如果触碰到前停行程开关32,电控箱6会接收到前停行程开关32的触发信号。后停行程开关33与电控箱6、针刺升降装置4电连接,热熔粘合机2向后回退,如果触碰到后停行程开关33,电控箱6、针刺升降装置4会接收到后停行程开关33的触发信号。电控箱6与驱动电机213电连接,控制驱动电机213转动。电控箱6与燃气阀24电连接,控制燃气阀24打开/关闭,燃气阀24打开,燃气通过燃气管23进入喷管29,燃气阀24关闭,燃气不能进入喷管29。电控箱6与点火器28电连接,控制点火器28点火。电控箱6与压辊驱动机构中的压辊移位气泵217的电磁阀电连接,通过控制电磁阀的接通/断开使压辊移位气泵217进气或不进气,进而控制压辊移位气泵217的活塞杆伸长或缩短,压辊移位气泵217的活塞杆伸长,通过压辊连杆216使压辊22放下,压辊移位气泵217的活塞杆缩短,通过压辊连杆216将压辊22抬起。电控箱6与喷管升降气泵210的电磁阀电连接,通过控制电磁阀的接通/断开使喷管升降气泵210进气或不进气,进而控制喷管升降气泵210的活塞杆伸长或缩短,喷管升降气泵210的活塞杆伸长,喷管29下降,喷管升降气泵210的活塞杆缩短,喷管29上升。电控箱6与同步拉力辊机构7电连接,控制同步拉力辊机构7拉动毯体。电控箱6与毯体裁断机构9电连接,控制毯体裁断机构9裁断毯体。
20.上述柔性发热毯体的制造设备的工作过程如下:
21.将下层毯10卷绕在下层毯送料机构1上,下层毯10沿着针刺绕线台穿过压辊22与机台3之间的空隙而进入同步拉力辊机构7,此时启动针刺升降装置4,n个刺针41向上伸出穿过下层毯10。将上层毯8卷绕在上层毯送料机构21上,上层毯8穿过喷管29与压辊22之间的空隙而贴合压辊22表面进入同步拉力辊机构7,启动修边机构5。然后在n个刺针41上绕布发热线,绕完后,手动调节空气调节阀26,使气压指示表27显示的空气压力达到生产所需的空气压力;然后按压启动开关,启动电控箱6,电控箱6控制喷管升降气泵210的电磁阀接通,喷管升降气泵210的活塞杆伸长,使喷管29下降靠近下层毯10,电控箱6控制燃气阀24打开,控制点火器28点火引燃喷孔喷射的燃气,火焰218因空气的吹动具有力度,一片火焰218扑向下层毯10;同时电控箱6控制驱动电机213转动,驱动电机213转动通过传动链条214带动
运行轮215转动,运行轮215带动热熔粘合机2在导轨31内向前朝着刺针41方向移动,上层毯送料机构21输送上层毯8,电控箱6控制压辊移位气泵217的电磁阀接通,压辊移位气泵217的活塞杆伸长通过压辊连杆216动作使压辊22压在上层毯8上滚动,因热熔粘合机2运行产生风力作用和导风板212的导风作用,使均匀平整的火焰218也扑向上层毯8,加热熔化上层毯8、下层毯10的表面而迅速经压辊22将两层毯料压实粘合在一起。
22.在热熔粘合机2的运行轮215行进到针降行程开关34处时,针刺升降装置4接收到触发信号,控制刺针41下降脱离下层毯10;然后,热熔粘合机2再行进到前停行程开关32处,电控箱6接收到触发信号后控制燃气阀24关闭,火焰熄灭,控制压辊移位气泵217的电磁阀关断,压辊移位气泵217的活塞杆缩短,通过压辊连杆216动作使压辊22抬起,控制驱动电机213反向转动,控制同步拉力辊机构7拉动毯体,热熔粘合机2立即反方向与粘合好后的毯体同步向后移动,下层毯10又被拉动布置在针刺绕线台;在热熔粘合机2的运行轮215退到后停行程开关33处时,针刺升降装置4接收到触发信号,控制刺针41向上伸出穿过下层毯10,电控箱6接收到触发信号后断电,驱动电机213停止转动,热熔粘合机2停止移动。此时再在n个刺针41上绕布发热线,绕完后,再次然后按压启动开关,启动电控箱6,重复上述热熔粘合机2前移热熔粘合和热熔粘合机2后退、同步拉力辊机构7拉动毯体的过程。当毯体运行到修边机构5处时,修边机构5对毯体进行切割修边,当修边之后的毯体运行到毯体裁断机构9处,且热熔粘合机2停止移动时且毯体长度合适时,毯体裁断机构9将毯体裁剪下来,形成半成品的柔性发热毯体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
