1.本发明涉及新能源技术领域,具体涉及一种锂离子电池。
背景技术:
2.锂离子电池因其具有工作电压高、工作温度范围广、能量密度和功率密度大、无记忆效应和循环寿命长等优点,在手机、笔记本电脑等3c数码产品领域以及新能源汽车得到了广泛的应用。近年来,随着3c数码产品轻薄化的不断发展,对锂离子电池能量密度的要求也越来越高。因此亟需提升锂离子电池的能量密度。
3.目前提高电池能量密度的方法主要有两种,一是提高正极充电截止电压,二是对电极的活性物质层进行加压来实现高密度化。但是,提高正极充电截止电压以后,正极的活性会进一步提高,正极和电解液之间的副反应也会随之加剧,会导致正极过渡金属离子溶出,从而造成电池高温性能劣化。另外,采用高压实的电极时,由于高压实电极孔隙率低,电池的保液量也会降低,使电解液在低孔隙率极片界面渗透困难,进而使电解液与电极之间的接触内阻增大,在长期循环过程中,充放电极化变大,会造成因出现析锂而突然跳水的情况。因此,如何改善高电压、高压实锂离子电池的长期循环性能是一项行业难题,需要从电极材料、电解液等各个层面进行改进。
4.正极材料方面,表面包覆改性是改善锂离子电池正极材料性能的重要手段。表面包覆材料可以有效减少电解液对正极的腐蚀,降低金属离子的溶出。与此同时,表面包覆材料也可以从物理空间上隔绝电解液与正极表面活性材料的接触。然而在使用正极表面包覆材料例如氧化铝等的情况中,存在的问题在于,包覆的不具备电化学活性的金属氧化物抑制了锂离子在正极界面的传输,导致阻抗增大,不利于锂离子电池的长期循环。
5.电解液方面目前尚无良好的解决办法。所以,从电解液角度保证电池长期循环性能,又兼顾电池的高温性能,并且保证循环后期不析锂是高电压高压实锂离子电池的一大难题。
技术实现要素:
6.本发明的目的是为了克服现有技术存在的高压实锂离子电池长期循环性能差、内阻增长和析锂严重等问题,提供一种锂离子电池,该锂离子电池具有高温下循环和存储性能良好的优点,且可以显著改善长期循环后的析锂现象,抑制内阻增长。
7.为了实现上述目的,本发明提供一种锂离子电池,该锂离子电池包括正极、负极、置于正极与负极之间的隔膜以及非水电解液,
8.所述正极含有正极材料,所述正极材料的正极活性材料含有li
1-x
coo2(0≤x《1),且li
1-x
coo2表面具有金属氧化物包覆层;
9.所述非水电解液包括有机溶剂、锂盐和式(1)表示的化合物,
[0010][0011]
式(1)中,r1为2-20个碳原子的链状、环状和芳香基团中的一种或多种,所述锂离子电池的充电截止电压为4.35v以上。
[0012]
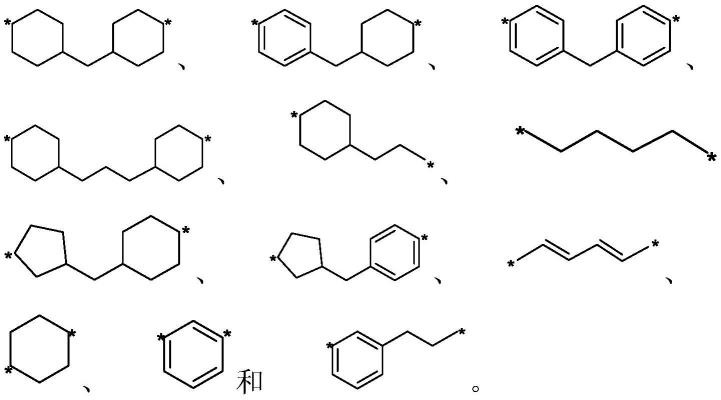
优选地,式(1)中,所述r1为3-18个碳原子的链状、环状和芳香基团中的一种或多种;更优选地,所述r1选自以下结构中的一种或多种,其中,*表示结合的位置:
[0013][0014][0015]
优选地,所述式(1)表示的化合物选自以下化合物中的一种或多种:
[0016][0017][0018]
优选地,所述非水电解液中,以非水电解液总重量计,由式(1)表示的化合物的含量为0.001-3.5重量%;更优选地,所述非水电解液中,以非水电解液总重量计,由式(1)表示的化合物的含量为0.1-3.5重量%。
[0019]
优选地,所述锂离子电池的充电截止电压为4.45-4.60v。
[0020]
优选地,所述正极活性材料中的li
1-x
coo2的比表面积为0.02-0.85m2/g,d50为4-20μm;更优选地,所述正极活性材料中的li
1-x
coo2的比表面积为0.06-0.65m2/g,d50为9-15μm。
[0021]
优选地,以正极活性材料的总重量计,所述正极活性材料中的li
1-x
coo2的含量为50重量%以上;更优选地,以正极活性材料的总重量计,所述正极活性材料中的li
1-x
coo2的含量为80-100重量%。
[0022]
优选地,所述金属氧化物包覆层的金属氧化物为氧化铝、氧化镁、氧化钛、氧化钨、氧化锡、氧化锌、氧化铟、氧化锆、氧化镧、氧化钼和氧化铬中的一种或多种;更优选地,所述金属氧化物包覆层的金属氧化物为氧化镁、氧化钨和氧化铝中的一种或多种。
[0023]
优选地,所述金属氧化物包覆层的重量占正极活性材料中li
1-x
coo2重量的0.01-3重量%;更优选地,所述金属氧化物包覆层的重量占正极活性材料中li
1-x
coo2重量的0.5-3重量%。
[0024]
优选地,所述有机溶剂为环状碳酸酯、线状碳酸酯、羧酸酯和醚类中的一种或多种。
[0025]
优选地,所述环状碳酸酯包括碳酸亚乙烯酯、碳酸丙烯酯和碳酸乙烯酯中的一种或多种。
[0026]
优选地,所述线状碳酸酯包括碳酸二甲酯、碳酸二乙酯和碳酸甲乙酯中的一种或多种。
[0027]
优选地,所述羧酸酯包括醋酸甲酯、醋酸乙酯、丙酸甲酯、丙酸乙酯、丁酸甲酯、异丁酸甲酯、三甲基乙酸甲酯和三甲基乙酸乙酯中的一种或多种。
[0028]
优选地,所述醚类包括乙二醇二甲醚、1,3-二氧戊环和1,1,2,2-四氟乙基-2,2,3,3-四氟丙基醚中的一种或多种。
[0029]
优选地,所述锂盐为lipf6、lipo2f2、libf4、libob、liclo4、licf3so3、lidfob、lin(so2cf3)2和lin(so2f)2中的一种或多种;更优选地,所述锂盐为lipf6。
[0030]
优选地,所述锂盐在所述非水电解液中的浓度为0.5-3.5mol/l;更优选地,所述锂盐在所述非水电解液中的浓度为0.8-2mol/l。
[0031]
优选地,所述非水电解液中进一步含有添加剂,所述添加剂为具有氟原子的环状碳酸酯类化合物、具有碳-碳不饱和键的环状碳酸酯类化合物、环状磺酸酯类化合物和腈类化合物中的一种或多种。
[0032]
优选地,所述具有氟原子的环状碳酸酯类化合物为氟代碳酸乙烯酯和/或双氟代碳酸乙烯酯。
[0033]
优选地,所述具有碳-碳不饱和键的环状碳酸酯类化合物为碳酸亚乙烯酯、乙烯基碳酸亚乙酯、碳酸乙烯亚乙酯和甲基碳酸亚乙烯酯中的一种或多种。
[0034]
优选地,所述环状磺酸酯类化合物为1,3-丙烷磺内酯和/或亚硫酸丙烯酯。
[0035]
优选地,所述腈类化合物为丁二腈、己二腈、乙二醇双(丙腈)醚、己烷三腈、己二腈、庚二腈、辛二腈、壬二腈和癸二腈中的一种或多种。
[0036]
优选地,所述正极材料的压实密度为3.5g/cm3以上;更优选地,所述正极材料的压实密度为3.6-4.13g/cm3。
[0037]
优选地,所述负极材料的压实密度为1.5g/cm3以上;更优选地,所述负极材料的压实密度为1.55-1.8g/cm3。
[0038]
优选地,所述正极材料和负极材料的孔隙率为50%以下;更优选地,所述正极材料和负极材料的孔隙率为10%-35%。
[0039]
通过上述技术方案,在正极活性材料含有li
1-x
coo2(0≤x《1),且li
1-x
coo2表面具有金属氧化物包覆层的锂离子电池中,在本发明限制的充电截止电压范围内,通过在电解液中加入式(1)所表示的化合物,不仅可以显著提高高压实锂离子电池长期循环后的容量保
持率和和容量恢复率,而且可以明显抑制电池的厚度膨胀率,另外,还能够十分有效地抑制析锂现象的发生,抑制内阻的增长,大大降低了高压实电池循环后期出现容量跳水的风险。
具体实施方式
[0040]
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
[0041]
本发明提供一种锂离子电池,该锂离子电池包括正极、负极、置于正极与负极之间的隔膜以及非水电解液,
[0042]
所述正极含有正极材料,所述正极材料的正极活性材料含有li
1-x
coo2(0≤x《1),且li
1-x
coo2表面具有金属氧化物包覆层,所述非水电解液包括有机溶剂、锂盐和式(1)表示的化合物,
[0043][0044]
式(1)中,r1为2-20个碳原子的链状、环状和芳香基团中的一种或多种,所述锂离子电池的充电截止电压为4.35v以上。
[0045]
本发明的发明人通过大量的研究和试验,最终意外发现,当锂离子电池的充电截止电压为4.35v以上,且锂离子电池的正极活性材料含有表面具有金属氧化物包覆层的li
1-x
coo2(0≤x《1)时,通过在锂离子电池非水电解液中加入式(1)表示的化合物,可以非常有效地抑制电解质溶液的副反应,即使提高锂离子电池的正负极的压实密度,也可以实现良好的循环性能和高温存储性能,且可以有效降低高压实电池在循环后期的析锂风险,并解决了电池循环后期可能出现的跳水问题。
[0046]
目前,对于式(1)表示的化合物的作用机理尚不清楚,本发明的发明人推测,可能是由于在本发明所述的锂离子电池非水电解液中加入了式(1)表示的化合物之后,式(1)表示的化合物含有的特定基团会与li
1-x
coo2正极材料中的co元素发生络合,稳定co在晶格中的位置,从而有效抑制co的溶出,改善电池的高温性能。目前虽然金属氧化物包覆可以改善正极材料的性能,但这些金属氧化物在提高正极稳定性的同时会带来正极阻抗大的问题,式(1)表示的化合物的特定基团会与金属氧化物包覆层发生反应,改变金属氧化物的空间结构,引入晶格缺陷,晶格缺陷浓度增大可以提高离子电导率,降低正极阻抗。同时式(1)表示的化合物含有的特定基团会与负极发生反应,调控负极与电解液界面,降低循环过程负极阻抗增长速度。因此,通过对正负极阻抗的抑制,含有式(1)表示的化合物的电池大大降低了在循环后期因内阻过大带来充电极化增加而造成的析锂风险。
[0047]
根据本发明,优选地,式(1)中,所述r1为3-18个碳原子的链状、环状和芳香基团中的一种或多种;更优选地,所述r1选自以下结构中的一种或多种,其中,*表示结合的位置(也即,与式(1)中的n原子连接的原子):
[0048][0049][0050]
本发明中,优选地,所述式(1)表示的化合物选自以下化合物中的一种或多种:
[0051]
[0052][0053]
本发明中,在非水电解液中,式(1)表示的化合物的含量可以在较大范围内变动,例如,以非水电解液总重量计,其含量可以为0.001-3.5重量%;优选地,非水电解液中,以非水电解液总重量计,式(1)表示的化合物的含量为0.1-3.5重量%。
[0054]
在本发明锂离子电池的非水电解液中,只要含有极少的式(1)表示的化合物即可显著实现改善电池的性能,为进一步提高效果,还可以适当增加式(1)表示的化合物的含量,但不宜超过3.5重量%,这是因为,当式(1)表示的化合物在非水电解液中的含量高于3.5重量%时,其对锂离子电池性能的改善作用不仅不会进一步提高,而且高含量的式(1)表示的化合物还容易引起电解液浊度,反而可能会使锂离子电池性能的降低。
[0055]
根据本发明,所述正极活性材料含有li
1-x
coo2(0≤x《1),且li
1-x
coo2表面具有金属氧化物包覆层。优选地,以正极活性材料的总重量计,所述正极活性材料中的li
1-x
coo2的含量为50重量%以上;更优选地,以正极活性材料的总重量计,所述正极活性材料中的licoo2的含量为80-100重量%。例如,以正极活性材料的总重量计,所述正极活性材料中的licoo2的含量可以80重量%,可以为85重量%,可以为90重量%,可以为95重量%,也可以为100重量%。特别优选地,以正极活性材料的总重量计,所述正极活性材料中的licoo2的含量为100重量%。当所述正极活性材料中含有的li
1-x
coo2的含量在上述范围时,可以有效提高电池体积能量密度。
[0056]
作为上述x的取值例如可以为0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8和0.9等。
[0057]
本发明中,所述正极活性材料中的licoo2的比表面积为0.02-0.85m2/g,d50(中位粒径)为4-20μm;优选地,所述正极活性材料中的licoo2的比表面积为0.06-0.65m2/g,d50为9-15μm;进一步优选地,所述正极活性材料中的li
1-x
coo2的比表面积为0.1-0.2m2/g,d50为12-15μm。当licoo2的比表面积和d50在此范围之内时,可以经涂覆压实等工艺制备得到合适的正极;若licoo2的比表面积和d50在此范围外,则会导致高压实电极制备困难,降低成品率。
[0058]
根据本发明,所述金属氧化物包覆层的金属氧化物可以为本领域常用于包覆licoo2的各种金属氧化物,没有特别的限制,例如,可以为氧化铝、氧化镁、氧化钛、氧化钨、氧化锡、氧化锌、氧化铟、氧化锆、氧化镧、氧化钼和氧化铬中的一种或多种;优选地,所述金属氧化物包覆层的金属氧化物为氧化镁、氧化钨和氧化铝中的一种或多种。
[0059]
本发明中,所述金属氧化物包覆层的重量占正极活性材料中li
1-x
coo2重量的比例也可以在较大范围内变动,例如,金属氧化物包覆层的重量可以占正极活性材料中li
1-x
coo2重量的0.01-3重量%;优选地,所述金属氧化物包覆层的重量占正极活性材料中li
1-x
coo2重量的0.5-3重量%;更优选地,所述金属氧化物包覆层的重量占正极活性材料中li
1-x
coo2重量的1.5-2.5重量%。当金属氧化物包覆层的重量少于正极活性材料中li
1-x
coo2重量的0.01重量%时,正极活性材料与电解液仍存在大面积接触,无法起到足够的保护作用;当金属氧化物包覆层重量高于正极活性材料中li
1-x
coo2重量的3重量%时,金属氧化物包覆层过厚,导致锂离子无法顺利传导,进一步导致电池倍率性能快速降低。
[0060]
本发明中,所述锂离子电池的充电截止电压为4.35v以上,优选地,所述锂离子电池的充电截止电压为4.45-4.60v。只要在此范围内即可,例如,所述锂离子电池的充电截止
电压可以为4.4v、4.5v、4.55v和4.6v等,没特别的限制。只要在上述范围内,结合本发明提供锂离子电池正极活性材料和添加于非水电解液的式(1)表示的化合物,即可在高压实密度下显著提升锂离子电池的高温循环和存储性能,并降低内阻增长,抑制析锂现象的发生。
[0061]
根据本发明,所述有机溶剂没有特别的限定,可以为本领域常用于制备锂离子电池非水电解液的各种有机溶剂,例如,可以选择环状碳酸酯、线状碳酸酯、羧酸酯和醚类中的一种或多种。
[0062]
作为锂离子电池非水电解的所述环状碳酸酯可以包括:碳酸亚乙烯酯、碳酸丙烯酯和碳酸乙烯酯中的一种或多种。
[0063]
作为锂离子电池非水电解的所述线状碳酸酯可以包括碳酸二甲酯、碳酸二乙酯和碳酸甲乙酯中的一种或多种。
[0064]
作为锂离子电池非水电解的所述羧酸酯可以包括醋酸甲酯、醋酸乙酯、丙酸甲酯、丙酸乙酯、丁酸甲酯、异丁酸甲酯、三甲基乙酸甲酯和三甲基乙酸乙酯中的一种或多种。
[0065]
作为锂离子电池非水电解的所述醚类可以包括乙二醇二甲醚、1,3-二氧戊环和1,1,2,2-四氟乙基-2,2,3,3-四氟丙基醚中的一种或多种。
[0066]
在本发明一个特别优选的实施方式中,所述有机溶剂选自碳酸乙烯酯、碳酸二乙酯和碳酸甲乙酯的混合物,且三者的含量比例为1:1:1,通过使用在上述比例范围内的上述三种化合物作为有机溶剂,可以平衡电解液的电导率、粘度和安全性,使电解液达到较好的综合性能。
[0067]
根据本发明,所述锂离子电池非水电解液中的锂盐可以使用本领域常用于制备锂离子电池的各种锂盐,没有特别的限定,例如可以选择lipf6、lipo2f2、libf4、libob、liclo4、licf3so3、lidfob、lin(so2cf3)2和lin(so2f)2中的一种或多种,优选地,所述锂盐为lipf6。
[0068]
本发明中,所述锂盐的含量可以为本领域锂离子电池中的通常含量,没有特别的限定。例如,所述锂盐在所述非水电解液中的浓度为0.5-3.5mol/l;优选地,所述锂盐在所述非水电解液中的浓度为0.8-2mol/l;更优选地,所述锂盐在所述非水电解液中的浓度为0.8-1.2mol/l。当所述锂盐的含量在此范围内时,不仅可以实现良好的电池性能,且可以有效控制电解液成本。
[0069]
根据本发明,所述锂离子电池中除含有式(1)表示的化合物之外,还可以进一步含有本领域常用于提高锂离子电池性能的各种添加剂,例如:所述添加剂可以为具有氟原子的环状碳酸酯类化合物、具有碳-碳不饱和键的环状碳酸酯类化合物、环状磺酸酯类化合物和腈类化合物中的一种或多种。
[0070]
优选地,所述具有氟原子的环状碳酸酯类化合物为氟代碳酸乙烯酯和/或双氟代碳酸乙烯酯;所述具有碳-碳不饱和键的环状碳酸酯类化合物为碳酸亚乙烯酯、乙烯基碳酸亚乙酯、碳酸乙烯亚乙酯和甲基碳酸亚乙烯酯中的一种或多种;所述环状磺酸酯类化合物为1,3-丙烷磺内酯和/或亚硫酸丙烯酯;所述腈类化合物为丁二腈、己二腈、乙二醇双(丙腈)醚、己烷三腈、己二腈、庚二腈、辛二腈、壬二腈和癸二腈中的一种或多种。
[0071]
在本发明一个优选的实施方式中,在锂离子非水电解液中进一步加入添加剂氟代碳酸乙烯酯(fec)和/或丁二腈(sn)。本发明的发明人基于上述研究发现,在本发明的锂离子电池非水电解液中含有式(1)表示的化合物的基础上,添加上述添加剂时,可以进一步提高电池的循环性能。
[0072]
根据本发明,在所述锂离子电池非水电解液中,所述添加剂的含量可以为本领域各种添加剂在锂离子电池中的常规含量。例如,所述添加剂的含量可以为所述锂离子电池非水电解液总质量的0.1-5重量%;优选地,所述添加剂的含量可以为所述锂离子电池非水电解液总质量的2-5重量%。
[0073]
根据本发明,所述负极的活性材料可以选自本领域常用于锂离子电池负极活性材料中的各种材料,没有特别的限定,所述负极活性材料可以选自金属锂、碳系负极材料和非碳系负极材料中的一种或多种。优选地,所述的碳系负极材料为石墨类碳材料、硬碳和软碳中的一种或多种;所述的非碳系负极材料为硅基、锡基、锑基、铝基和过渡金属化合物中的一种或多种。更优选地,所述负极活性材料为人造石墨、天然石墨和硅中的一种或多种。
[0074]
本发明中,所述锂离子电池正极和负极的制备可以按照本领域常用于制备锂离子电池正极和负极的方法进行,没有特别的限制。例如,可以将正负极的活性材料与导电剂和粘接剂混合,并将混合物分散于有机溶剂,制得浆料,之后将所得浆料涂覆于集流体上并进行干燥和延压等处理。所用导电剂、粘接剂、有机溶剂和集流体等均可采用本领域常用的材料和物质,此处不再赘述。
[0075]
根据本发明,为提高电池的能量密度,对电池正负极材料压实密度进行了提升,具体地,所述正极材料的压实密度为3.5g/cm3以上,所述负极材料的压实密度为1.5g/cm3以上,所述正极材料和负极材料的孔隙率为50%以下;优选地,所述正极材料的压实密度为3.6-4.13g/cm3,所述负极材料的压实密度为1.55-1.8g/cm3,所述正极材料和负极材料的孔隙率为10%-35%。由于本发明的发明人通过加入式(1)表示的化合物等手段,在本发明限定的充电截止电压范围内,已经克服了现有技术中高压实锂离子电池固有的上述各种性能不佳的问题,因此才得以将本发明中的锂离子电池的正负极压实到上述范围。
[0076]
根据本发明,所述置于正极和负极之间的隔膜可以为本领域常用作隔膜的各种材料,没有特别的限定,例如,可以为聚烯烃类隔膜、聚酰胺类隔膜、聚砜类隔膜、聚磷腈类隔膜、聚醚砜类隔膜、聚醚醚酮类隔膜、聚醚酰胺类隔膜和聚丙烯腈类隔膜中的一种或多种;优选地,所述隔膜选自聚烯烃隔膜、聚酰胺隔膜和聚丙烯腈隔膜中的一种或多种。
[0077]
本发明中,所述锂离子电池的制备可以采用本领域常用的“三明治”法进行,例如,将涂覆有活性材料的正极片和负极片之间放置隔膜,然后将其整体进行卷绕,再将卷绕体压扁后放入包装袋内真空烘烤干燥,得到电芯,接着,将电解液注入电芯中,真空封装并静置之后进行化成即可。此方法为本领域的公知方法,此处不再赘述。
[0078]
以下将通过实施例对本发明进行详细描述。以下实施例中,如无特别说明,所用材料均为市售品。
[0079]
以下实施例和对比例中,化合物1-6均购自上海阿拉丁生化科技股份有限公司。
[0080]
正极活性材料licoo2的比表面积为0.16m2/g,d50为14.69μm。具有金属氧化物包覆层时,金属氧化物包覆层中的金属氧化物为mgo和al2o3(二者质量比为1:2,购于湖南杉杉科技有限公司,型号为lc95x),金属氧化物包覆层的重量占正极活性物质licoo2总重量的2重量%。
[0081]
以下实施例和对比例中各性能的测试方法按照以下述测试例进行。
[0082]
测试例1:高温循环性能测试
[0083]
将以下实施例和对比例制备的锂离子电池置于恒温45℃的烘箱中,以1c的电流恒
流充电至4.45v(或4.5v、4.55v),再恒压充电至电流下降至0.03c,然后以1c的电流恒流放电至3.0v,如此循环400次,记录第1次和第400次循环的放电容量和终止内阻,按下式计算高温循环的容量保持率及内阻增长率:
[0084]
容量保持率(%)=第400次循环的放电容量/第1次循环的放电容量
×
100%。
[0085]
内阻增长率(%)=(第400次循环后电池终止内阻-第1次循环后电池终止内阻)/第1次循环后电池终止内阻
×
100%。
[0086]
测试例2:60℃高温存储性能测试
[0087]
将以下实施例和对比例制备的锂离子电池在常温下用1c恒流恒压充至4.45v(或4.5v、4.55v),截止电流为0.03c,测量电池初始放电容量、初始电池厚度及初始内阻,然后分别在60℃环境中存储30天,以1c放电至3v,测量此时电池的保持容量和恢复容量及储存后电池厚度和内阻,计算电池容量保持率、容量恢复率、厚度膨胀率和内阻增长率,计算公式如下:
[0088]
电池容量保持率(%)=保持容量/初始放电容量
×
100%;
[0089]
电池容量恢复率(%)=恢复容量/初始放电容量
×
100%;
[0090]
厚度膨胀率(%)=(储存后电池厚度-初始电池厚度)/初始电池厚度
×
100%;
[0091]
内阻增长率(%)=(存储后电池内阻-初始电池内阻)/初始电池内阻
×
100%。
[0092]
测试例3:45℃循环400次后负极析锂情况及金属离子溶出测试
[0093]
化成后的电池在45℃下,3.0v-4.45v(或4.5v、4.55v),1c/1c条件下循环400次后,恒流充至4.45v(或4.5v、4.55v),然后将电池在手套箱拆解,取负极片观察负极析锂情况,然后将负极片置于hno3(浓度为14.5mol/l)和h2o的混合液(按质量比为1:1混合)中浸泡12h,取浸泡后的液体进行icp测试。
[0094]
实施例1
[0095]
1)电解液的制备
[0096]
将碳酸乙烯酯(ec)、碳酸二乙酯(dec)和碳酸甲乙酯(emc)按质量比ec:dec:emc=1:1:1进行混合,然后在所得混合物中加入六氟磷酸锂(lipf6)至摩尔浓度为1mol/l,再加入电解液总质量0.2重量%的化合物1(注:此处化合物1即为说明书中的化合物1,下同);
[0097]
2)正极片的制备
[0098]
将正极活性材料licoo2(表面具有金属氧化物包覆层,正极活性材料中licoo2的含量为100%)、导电剂导电碳黑super-p和粘结剂聚偏二氟乙烯(pvdf)按照93:4:3的重量比均匀混合,然后将它们分散在n-甲基-2-吡咯烷酮(nmp)中,得到正极浆料;将正极浆料均匀涂布在铝箔的两面上,经烘干、压延(压实密度如表1所示)和真空干燥,并用超声波焊机焊上铝制引出线后得到正极板,极板的厚度为100
±
2μm;
[0099]
3)负极片的制备
[0100]
将负极活性材料人造石墨、导电剂导电碳黑super-p以及粘结剂丁苯橡胶(sbr)和羧甲基纤维素(cmc)按照94:1:2.5:2.5的重量比混合均匀,然后将混合物分散于去离子水中,得到负极浆料;将负极浆料涂布在铜箔的两面上,经过烘干、压延(压实密度如表1所示)和真空干燥,并用超声波焊机焊上镍制引出线后得到负极板,极板的厚度为120
±
2μm;
[0101]
4)电芯的制备
[0102]
在正极板和负极板之间放置厚度为20μm的三层隔离膜,然后将正极板、负极板和
隔膜组成的三明治结构进行卷绕,再将卷绕体压扁后放入铝箔包装袋,在75℃下真空烘烤48h,得到待注液的电芯;
[0103]
5)电芯的注液和化成
[0104]
在水氧含量均《10ppm的手套箱中,将步骤1)制备的电解液注入步骤4)制备的电芯中,经真空封装后静置24h;
[0105]
然后按以下步骤进行首次充电的常规化成:0.1c恒流充电45min,0.2c恒流充电30min,再0.5c恒流充电75min,进行二次真空封口,然后进一步以0.2c的电流恒流充电至4.45v(或4.5v、4.55v),截止电流0.3c,常温搁置24hr后,以0.2c的电流恒流放电至3.0v。
[0106]
实施例2-22以及对比例1-5
[0107]
按照实施例1的方法进行,不同的是,锂离子电池的正极活性材料(是否有金属氧化物包覆层)、正负极材料的压实密度、电解液中添加的式(1)表示的化合物的种类与含量、其他添加剂的种类与含量以及充电截止电压不同,具体内容如表1所示。
[0108]
表1
[0109][0110]
实施例1-22及对比例1-5制备的锂离子电池的相关性能如表2所示。
[0111]
表2
[0112][0113]
通过实施例1-3以及对比例1-3的结果可以看出,在本发明限定的充电截止电压范围内,随着正负极压实密度的提高,通过添加式1表示的化合物,能够明显改善电池的高温储存性能及高温循环性能。45℃循环400圈后,金属钴的溶出量明显降低,且能显著抑制析锂现象和内阻增长。
[0114]
结合实施例3-5以及对比例3可以看出,即使在相对较高的正负极压实密度下,通过在电解液中添加本发明提供的式(1)表示的化合物,在本发明限定的充电截止电压范围内,可以有效改善电池的高温储存性能及高温循环性能,抑制金属钴的溶出和析锂现象的发生,降低内阻增长率。
[0115]
结合实施例6-10以及对比例3的结果,可以得知本发明提供的式1表示的化合物均具有与化合物1相同的功能,添加于锂离子电池非水电解液中,均可以不同程度地改善锂离子电池的高温循环和存储性能。
[0116]
根据实施例3、11-19以及对比例3可以看出,在0.001-3重量%范围内,随化合物1添加量的增加,能够进一步改善电池45℃高温循环时的阻抗增长,同时进一步抑制金属离子的溶出;当添加量由3重量%提升至3.5重量%时,对电池性能改善的作用有所降低。
[0117]
通过实施例3、20-22以及对比例1和对比例4可以看出,在本发明提供的式(1)表示的化合物的基础上,添加其他添加剂有助于进一步提升锂离子电池的高温存储和循环性能,但是若不添加本发明提供的式(1)表示的化合物,仅添加其他添加剂,对锂离子电池的各项性能的改善作用十分有限。
[0118]
通过实施例3和对比例5的结果可以看出,在本发明限定的充电截止电压下,在非水电解液中添加式(1)表示的化合物,并在正极材料表面包覆金属氧化物,可以有效提高锂离子电池的高温循环和存储性能,并降低电池内阻增长率。
[0119]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。