1.本发明属于分切机辅助机械技术领域,尤其涉及一种分切机辅助卸卷和码垛装置及其使用方法。
背景技术:
2.在软包装行业里面的卡纸分切工序里需要对卡纸进行分切成各种厚度、长度的卷盘,分切机平均4.5分钟生产一批(最多时10卷)产品,每卷18kg左右,员工每天卸卷工作量较大,劳动强度高,在现有的用工环境下,重复的繁重的体力劳动,用工比较困难,因此开发制作辅助卸卷和码垛系统来代替人工。
3.因此,有必要设计一种分切机辅助卸卷和码垛装置,利用装置代替人工进行辅助卸卷和码垛,从而提高分切机的卸卷和码垛生产效率。
技术实现要素:
4.针对上述现有技术中存在的不足,本发明的目的是提供一种分切机辅助卸卷和码垛装置,利用装置代替人工进行辅助卸卷和码垛,从而提高分切机的卸卷和码垛生产效率。
5.本发明提供的一种分切机辅助卸卷和码垛装置,包括:安装框架、xyz轴伺服控制运动轴、旋转接料架、推料装置、90
°
翻转的气涨卡爪以及电器控制系统,所述安装框架是由100mm* 100mm的铁方管组成的长2300mm*宽1600mm*高2200mm的长方体框架,所述xyz轴伺服控制运动轴由x轴y轴z轴三个方向运动轴及x轴伺服电机、.z轴伺服电机、y轴伺服电机组成,三个伺服电机安装在安装框架上,通过直线导轨与框架连接,x轴伺服电机通过x轴传动同步带控制做左右直线运动、y轴伺服电机通过y轴传动同步带控制做前进后退的直线运动,z轴伺服电机通过z轴齿条配合做上下直线运动,所述旋转接料架包括旋转立柱、下左旋转臂、下右旋转臂、上左旋转臂、上右旋转臂四根旋转臂,所述旋转立柱高1300mm(不含底座300mm高度),所述下左旋转臂、下右旋转臂为设置在立柱高度602 mm处对称设置的2根水平旋转支架,所述上左旋转臂、上右旋转臂为设置在立柱高度1376 mm处对称设置的2根水平旋转支架,所述四根旋转臂通过方形端座两两用4根m16的双头连接螺栓紧固在旋转立柱上,所述旋转立柱安装在旋转机构底座上,所述旋转机构底座上安装有旋转机构电机和旋转位置感应棒以及旋转位置感应器a、旋转位置感应器b,所述旋转立柱和此上面的四支旋转臂通过旋转按钮控制旋转机构电机工作,每按一次按钮旋转立柱和此上面的四支旋转臂顺时针旋转90度,所述推料装置包括电机、底座及推料立柱,所述底座为钢板制作的长方箱体,所述推料立柱为安装在底座上面的直线导轨上的铝合金立柱,所述底座中还安装有电机和推料传送同步带,所述推料立柱上高602 mm位置处安装有第一推料机构,高1376mm的位置处分别安装有第二推料机构,推料动力均由推料气缸和推料拨叉完成,工作时推料拔叉在推料气缸下按照指令依次伸出到下左旋转臂、下右旋转臂、上左旋转臂、上右旋转臂四根旋转臂
上推卷盘,所述90
°
翻转的气涨卡爪由90
°
翻转气缸、爪子开合气缸、开合爪子组成,所述开合爪子通过机械连接机构连接在爪子开合气缸上,所述爪子开合气缸通气则开合爪子打开撑紧卷盘纸芯管,放气则开合爪子松开卷盘纸芯管,所述90
°
翻转气缸连接齿条控制齿轮与爪子开合气缸的安装座连接,做水平到垂直的90
°
运动,把水平旋转臂上的卷盘翻转90
°
,端面平放到栈板上,所述电器控制系统为现有技术,包括plc、伺服控制器、继电器、接近开关、红外对射开关组成。
6.本发明较优公开例中,所述在90
°
翻转的气涨卡爪下还固定安装有高度135mm边长300mm的7字型栈板定位板,用于产品栈板安放位置的定位。
7.本发明较优公开例中,所述下左旋转臂、下右旋转臂、上左旋转臂、上右旋转臂四根旋转臂上还安装有两排减载滚珠,用于减轻分切机收卷轴上推卷盘过来的阻力。
8.本发明较优公开例中,所述旋转立柱是由一根直径 90mm高1300mm(不含底座300mm高度)的无缝钢管一体制作而成。
9.本发明较优公开例中,所述下左旋转臂、下右旋转臂为设置在立柱高度602 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述上左旋转臂、上右旋转臂为设置在立柱高度1376 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述四根旋转臂通过180 mm*180 mm* 50 mm的方形端座两两用4根m16长度170 mm的双头连接螺栓紧固在旋转立柱上。
10.本发明较优公开例中,所述底座为长1700 mm宽 300 mm高200mm的5mm钢板制作的长方箱体,所述立柱为安装在底座上面的直线导轨上的80mm*80mm高1300mm的铝合金立柱。
11.本发明还涉及一种分切机辅助卸卷和码垛装置的使用方法,包括以下步骤:a:开机动作:分切机开机后设备开始收卷,此时旋转立柱、下左旋转臂、下右旋转臂、上左旋转臂、上右旋转臂四根旋转臂上的其中一侧2根处在机械手取料方向的位置,另一侧与分切机收卷轴成90度;b:收卷完成后,人工按下旋转按钮,旋转机构电机启动后通过同步带、同步带轮传动带动旋转立柱旋转90度至旋转感应器a有信号,电机停止,一侧的下左旋转臂、下右旋转臂、上左旋转臂与分切机上下两根收卷轴对接成一直线,人工把产品推到旋转臂上 ;人工再次按下旋转按钮,旋转机构电机启动,旋转臂旋转90度,旋转感应器b有信号,电机停止,下右旋转臂、上右旋转臂到达机械手取料位置和下左旋转臂、上左旋转臂到达贴标位置;c:按下码垛按钮,启动码垛堆料系统,人工在分切机收卷轴上套好纸管并开启分切机后去下左旋转臂、上左旋转臂检验及贴标,完成后等待再次接料;d:码垛,开合爪子得到码垛启动信号后,开合爪子从等待位置自动到达上轴取料位置,开合爪子在爪子开合气缸的控制下关闭并处在水平位置;此时推料机构同步开始工作,工作步骤为:1,电机带动推料立柱以及上面安装的第一推料机构及第二推料机构到达推料起点位置;2,推料气缸伸出,带动推料拔叉伸出;3,电机通过同步带带动立柱以及推料拔叉推着产品往开合爪子移动;4,电机开始移动,当推着卷盘移动到系统设定宽度的数值后电机停止;5,开合爪子得到信号,在爪子开合气缸控制下打开撑住卷盘纸芯管内径;6,x轴退后300mm,90
°
翻转气缸工作,把卷盘的平面由垂直于地面调整到与地面水平,x、y轴伺
服在plc控制下移动到放料位置上方;7,z轴下降到放料位置停止;8,开合爪子在爪子开合气缸控制下合上,卷盘落下;9,z轴上升、90度翻转气缸复位;10,开合爪子回到取料位置;11,推料伺服再次推料。
12.在码垛机械手下的地面固定位置安装有:高度135mm边长300mm的7字型栈板定位板,用于产品栈板安放位置的定位,栈板上放产品;重复码垛过程的动作,一层放四个的,四个结束后根据设定的产品厚度plc计算后z轴抬高放第二层,依次放到设定的总层数结束报警,提醒操作人员拉走。
13.有益效果本发明所述的分切机辅助卸卷和码垛装置,利用装置代替人工进行辅助卸卷和码垛,从而提高分切机的卸卷和码垛生产效率。
附图说明
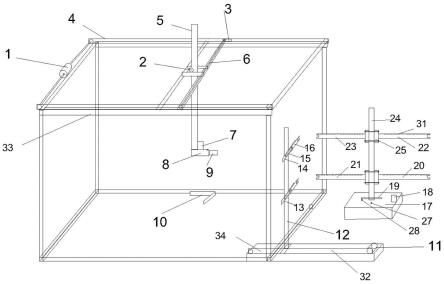
14.图1是本发明所述分切机辅助卸卷和码垛装置的组成原理示意图。
15.其中各部件名称分别为:1、x轴伺服电机,2、z轴伺服电机,3、y轴伺服电机,4、x轴传动同步带,5、z轴齿条,6、y轴传动同步带,7、90
°
翻转气缸,8、爪子开合气缸,9、开合爪子,10、栈板定位板,11、电机,12、推料立柱,13、第一推料机构,14、第二推料机构,15、推料气缸,16、推料拔叉,17、旋转机构底座,18、旋转机构电机,19、旋转位置感应棒,20、下右旋转臂,21、下左旋转臂,22、上右旋转臂3,23、上左旋转臂,24、旋转立柱,25、双头连接螺栓,27、旋转位置感应器a,28、旋转位置感应器b,31、减载滚珠,32、推料传送同步带,33、安装框架,34、底座。
具体实施方式
16.下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例。
17.实施例1一种分切机辅助卸卷和码垛装置,包括:安装框架、xyz轴伺服控制运动轴、旋转接料架、推料装置、90
°
翻转的气涨卡爪以及电器控制系统,安装框架33是由100mm* 100mm的铁方管组成的长2300mm*宽1600mm*高2200mm的长方体框架,xyz轴伺服控制运动轴由x轴y轴z轴三个方向运动轴及x轴伺服电机1、.z轴伺服电机2、y轴伺服电机3组成,三个伺服电机安装在安装框架33上,通过直线导轨与框架连接,x轴伺服电机1通过x轴传动同步带4控制做左右直线运动、y轴伺服电机3通过y轴传动同步带6控制做前进后退的直线运动,z轴伺服电机2通过z轴齿条5配合做上下直线运动,旋转接料架包括旋转立柱24、下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂,所述旋转立柱24高1300mm(不含底座300mm高度),下左旋转臂21、下右旋转臂20为设置在立柱高度602 mm处对称设置的2根水平旋转支架,上左旋转臂23、上右旋转臂22为设置在立柱高度1376 mm处对称设置的2根水平旋转支架,四根旋转臂通过方形端座两两用4根m16的双头连接螺栓25紧固在旋转立柱24上,旋转立柱24安装在旋转机构底座17上,旋转机构底座17上安装有旋转机构电机18和旋转位置感应棒19以及旋转位置感应
器a27、旋转位置感应器b28,所述旋转立柱24和此上面的四支旋转臂通过旋转按钮控制旋转机构电机18工作,每按一次按钮旋转立柱24和此上面的四支旋转臂顺时针旋转90度,推料装置包括电机11、底座34及推料立柱12,所述底座为钢板制作的长方箱体,所述推料立柱12为安装在底座34上面的直线导轨上的铝合金立柱,底座34中还安装有电机11和推料传送同步带32,所述推料立柱12上高602 mm位置处安装有第一推料机构13,高1376mm的位置处分别安装有第二推料机构14,推料动力均由推料气缸15和推料拨叉16完成,工作时推料拔叉16在推料气缸15下按照指令依次伸出到下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上推卷盘,90
°
翻转的气涨卡爪由90
°
翻转气缸7、爪子开合气缸8、开合爪子9组成,所述开合爪子9通过机械连接机构连接在爪子开合气缸8上,爪子开合气缸8通气则开合爪子9打开撑紧卷盘纸芯管,放气则开合爪子9松开卷盘纸芯管,90
°
翻转气缸7连接齿条控制齿轮与爪子开合气缸8的安装座连接,做水平到垂直的90
°
运动,把水平旋转臂上的卷盘翻转90
°
,端面平放到栈板上。
18.电器控制系统为现有技术,包括plc、伺服控制器、继电器、接近开关、红外对射开关组成。
19.在90
°
翻转的气涨卡爪下还固定安装有高度135mm边长300mm的7字型栈板定位板10,用于产品栈板安放位置的定位。
20.下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上还安装有两排减载滚珠31,用于减轻分切机收卷轴上推卷盘过来的阻力。
21.实施例2一种分切机辅助卸卷和码垛装置,包括:安装框架、xyz轴伺服控制运动轴、旋转接料架、推料装置、90
°
翻转的气涨卡爪以及电器控制系统,安装框架33是由100mm* 100mm的铁方管组成的长2300mm*宽1600mm*高2200mm的长方体框架,xyz轴伺服控制运动轴由x轴y轴z轴三个方向运动轴及x轴伺服电机1、.z轴伺服电机2、y轴伺服电机3组成,三个伺服电机安装在安装框架33上,通过直线导轨与框架连接,x轴伺服电机1通过x轴传动同步带4控制做左右直线运动、y轴伺服电机3通过y轴传动同步带6控制做前进后退的直线运动,z轴伺服电机2通过z轴齿条5配合做上下直线运动,旋转接料架包括旋转立柱24、下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂,所述旋转立柱24高1300mm(不含底座300mm高度),下左旋转臂21、下右旋转臂20为设置在立柱高度602 mm处对称设置的2根水平旋转支架,上左旋转臂23、上右旋转臂22为设置在立柱高度1376 mm处对称设置的2根水平旋转支架,四根旋转臂通过方形端座两两用4根m16的双头连接螺栓25紧固在旋转立柱24上,旋转立柱24安装在旋转机构底座17上,旋转机构底座17上安装有旋转机构电机18和旋转位置感应棒19以及旋转位置感应器a27、旋转位置感应器b28,所述旋转立柱24和此上面的四支旋转臂通过旋转按钮控制旋转机构电机18工作,每按一次按钮旋转立柱24和此上面的四支旋转臂顺时针旋转90度,推料装置包括电机11、底座34及推料立柱12,所述底座为钢板制作的长方箱体,所述推料立柱12为安装在底座34上面的直线导轨上的铝合金立柱,底座34中还安装有电机11和推料传送同步带32,所述推料立柱12上高602 mm位置处安装有第一推料机构13,高
1376mm的位置处分别安装有第二推料机构14,推料动力均由推料气缸15和推料拨叉16完成,工作时推料拔叉16在推料气缸15下按照指令依次伸出到下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上推卷盘,90
°
翻转的气涨卡爪由90
°
翻转气缸7、爪子开合气缸8、开合爪子9组成,所述开合爪子9通过机械连接机构连接在爪子开合气缸8上,爪子开合气缸8通气则开合爪子9打开撑紧卷盘纸芯管,放气则开合爪子9松开卷盘纸芯管,90
°
翻转气缸7连接齿条控制齿轮与爪子开合气缸8的安装座连接,做水平到垂直的90
°
运动,把水平旋转臂上的卷盘翻转90
°
,端面平放到栈板上。
22.电器控制系统为现有技术,包括plc、伺服控制器、继电器、接近开关、红外对射开关组成。
23.在90
°
翻转的气涨卡爪下还固定安装有高度135mm边长300mm的7字型栈板定位板10,用于产品栈板安放位置的定位。
24.下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上还安装有两排减载滚珠31,用于减轻分切机收卷轴上推卷盘过来的阻力。
25.旋转立柱24是由一根直径 90mm高1300mm(不含底座300mm高度)的无缝钢管一体制作而成。
26.下左旋转臂21、下右旋转臂20为设置在立柱高度602 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述上左旋转臂23、上右旋转臂22为设置在立柱高度1376 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述四根旋转臂通过180 mm*180 mm* 50 mm的方形端座两两用4根m16长度170 mm的双头连接螺栓25紧固在旋转立柱24上。
27.实施例3一种分切机辅助卸卷和码垛装置,包括:安装框架、xyz轴伺服控制运动轴、旋转接料架、推料装置、90
°
翻转的气涨卡爪以及电器控制系统,安装框架33是由100mm* 100mm的铁方管组成的长2300mm*宽1600mm*高2200mm的长方体框架,xyz轴伺服控制运动轴由x轴y轴z轴三个方向运动轴及x轴伺服电机1、.z轴伺服电机2、y轴伺服电机3组成,三个伺服电机安装在安装框架33上,通过直线导轨与框架连接,x轴伺服电机1通过x轴传动同步带4控制做左右直线运动、y轴伺服电机3通过y轴传动同步带6控制做前进后退的直线运动,z轴伺服电机2通过z轴齿条5配合做上下直线运动,旋转接料架包括旋转立柱24、下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂,所述旋转立柱24高1300mm(不含底座300mm高度),下左旋转臂21、下右旋转臂20为设置在立柱高度602 mm处对称设置的2根水平旋转支架,上左旋转臂23、上右旋转臂22为设置在立柱高度1376 mm处对称设置的2根水平旋转支架,四根旋转臂通过方形端座两两用4根m16的双头连接螺栓25紧固在旋转立柱24上,旋转立柱24安装在旋转机构底座17上,旋转机构底座17上安装有旋转机构电机18和旋转位置感应棒19以及旋转位置感应器a27、旋转位置感应器b28,所述旋转立柱24和此上面的四支旋转臂通过旋转按钮控制旋转机构电机18工作,每按一次按钮旋转立柱24和此上面的四支旋转臂顺时针旋转90度,推料装置包括电机11、底座34及推料立柱12,所述底座为钢板制作的长方箱体,所述推料立柱12为安装在底座34上面的直线导轨上的铝合金立柱,底座34中还安装有电机11
和推料传送同步带32,所述推料立柱12上高602 mm位置处安装有第一推料机构13,高1376mm的位置处分别安装有第二推料机构14,推料动力均由推料气缸15和推料拨叉16完成,工作时推料拔叉16在推料气缸15下按照指令依次伸出到下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上推卷盘,90
°
翻转的气涨卡爪由90
°
翻转气缸7、爪子开合气缸8、开合爪子9组成,所述开合爪子9通过机械连接机构连接在爪子开合气缸8上,爪子开合气缸8通气则开合爪子9打开撑紧卷盘纸芯管,放气则开合爪子9松开卷盘纸芯管,90
°
翻转气缸7连接齿条控制齿轮与爪子开合气缸8的安装座连接,做水平到垂直的90
°
运动,把水平旋转臂上的卷盘翻转90
°
,端面平放到栈板上。
28.电器控制系统为现有技术,包括plc、伺服控制器、继电器、接近开关、红外对射开关组成。
29.在90
°
翻转的气涨卡爪下还固定安装有高度135mm边长300mm的7字型栈板定位板10,用于产品栈板安放位置的定位。
30.下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上还安装有两排减载滚珠31,用于减轻分切机收卷轴上推卷盘过来的阻力。
31.旋转立柱24是由一根直径 90mm高1300mm(不含底座300mm高度)的无缝钢管一体制作而成。
32.下左旋转臂21、下右旋转臂20为设置在立柱高度602 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述上左旋转臂23、上右旋转臂22为设置在立柱高度1376 mm处对称设置的2根直径105mm长870mm水平旋转支架,所述四根旋转臂通过180 mm*180 mm* 50 mm的方形端座两两用4根m16长度170 mm的双头连接螺栓25紧固在旋转立柱24上。
33.底座为长1700 mm宽 300 mm高200mm的5mm钢板制作的长方箱体,所述立柱12为安装在底座34上面的直线导轨上的80mm*80mm高1300mm的铝合金立柱。
34.实施例4一种分切机辅助卸卷和码垛装置的使用方法,包括以下步骤:a:开机动作:分切机开机后设备开始收卷,此时旋转立柱24、下左旋转臂21、下右旋转臂20、上左旋转臂23、上右旋转臂22四根旋转臂上的其中一侧2根处在机械手取料方向的位置,另一侧与分切机收卷轴成90度;b:收卷完成后,人工按下旋转按钮,旋转机构电机18启动后通过同步带、同步带轮传动带动旋转立柱24旋转90度至旋转感应器a 27有信号,电机停止,一侧的下左旋转臂21、下右旋转臂20、上左旋转臂23与分切机上下两根收卷轴对接成一直线,人工把产品推到旋转臂上 ;人工再次按下旋转按钮,旋转机构电机18启动,旋转臂旋转90度,旋转感应器b(28)有信号,电机停止,下右旋转臂20、上右旋转臂22到达机械手取料位置和下左旋转臂21、上左旋转臂23到达贴标位置;c:按下码垛按钮,启动码垛堆料系统,人工在分切机收卷轴上套好纸管并开启分切机后去下左旋转臂21、上左旋转臂23检验及贴标,完成后等待再次接料;d:码垛,开合爪子9得到码垛启动信号后,开合爪子9从等待位置自动到达上轴取料位置,开合爪子9在爪子开合气缸8的控制下关闭并处在水平位置;此时推料机构同步开始工作,工作步骤为:1,电机11带动推料立柱12以及上面安装的第一推料机构13及第二推
料机构14到达推料起点位置;2,推料气缸15伸出,带动推料拔叉16伸出;3,电机11通过同步带带动立柱以及推料拔叉16推着产品往开合爪子9移动;4,电机11开始移动,当推着卷盘移动到系统设定宽度的数值后电机11停止;5,开合爪子9得到信号,在爪子开合气缸8控制下打开撑住卷盘纸芯管内径;6,x轴退后300mm,90
°
翻转气缸7工作,把卷盘的平面由垂直于地面调整到与地面水平,x、y轴伺服在plc控制下移动到放料位置上方;7,z轴下降到放料位置停止;8,开合爪子9在爪子开合气缸8控制下合上,卷盘落下;9,z轴上升、90度翻转气缸7复位;10,开合爪子9回到取料位置;11,推料伺服再次推料。
35.在码垛机械手下的地面固定位置安装有:高度135mm边长300mm的7字型栈板定位板,用于产品栈板安放位置的定位,栈板上放产品;重复码垛过程的动作,一层放四个的,四个结束后根据设定的产品厚度plc计算后z轴抬高放第二层,依次放到设定的总层数结束报警,提醒操作人员拉走。
36.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
