1.本发明属于高纯镁原材料制备领域,具体涉及一种生物医用高纯镁管棒丝原材料的制备方法,用于人体外科植入物及矫形修复器械产品的研发应用。
背景技术:
2.在生物医用金属材料领域,金属镁具有良好的生物相容性和可生物降解(吸收)性,目前国内外科技工作者正火热开展用该材料制备冠脉血管支架、髓内钉、接骨板、接骨螺钉等外科植入物和矫形修复器械产品的研发工作。因镁是人体必需的微量金属元素,这种新产品待服役完成后可在人体内降解或吸收,且降解产物对人体毒副作用小,避免了二次手术取出,可减轻病患的身心痛苦及家庭经济负担。
3.目前传统的工业镁合金普遍含有对人体有潜在毒副作用的合金元素,如az31、az91镁合金中的al元素,以及国际上已上市的专门为生物医用而开发的we43(mg-4y-3nd-zr)镁合金中添加了y、nd稀土元素。另外,降解速率过快以及严重的局部腐蚀也是医用镁合金面临的另一问题。因此,针对以上存在问题,目前全球医用镁合金研究工作者们主要采用以下2个方案来解决:1)开发新的医用镁合金;2)开展镁合金材料表面改性技术。
4.镁及镁合金内部的金属晶体结构属于密排六方(hcp),这类金属材料相比那些具有立方晶格的大多数金属材料来讲,其滑移系较少,弹性模量较低,在室温下进行塑性变形时易产生微裂纹,这就造成材料的力学性能下降,也加快了腐蚀降解速率。因此,目前针对工业上各种镁及镁合金原材料及制品几乎都采用热挤压、热轧制、热拉拔、热压铸等热加工方式生产。
5.高纯镁(纯度99.99wt%)不含各类合金化元素,显著降低了镁合金电偶腐蚀及点蚀等缺点,因而生物安全性和抗腐蚀性能相对更好,是一种值得深入研究和开发的医用镁新材料。高纯镁塑性虽好,但自身强度较低,因而制约了其应用拓展,提升高纯镁的力学强度已成为扩大其应用推广的主要科学技术难题。尽管高纯镁也可采用上述传统的热加工生产技术来制备,但是,存在以下技术瓶颈或不足:
6.1)采用传统的高温(温度350-500℃)热挤压方法或技术不能明显提高高纯镁原材料的力学强度(抗拉强度依然低于150mpa),特别是屈服强度不足100mpa,因而无法满足大量临床应用要求;2)采用传统热加工技术获得的棒、管、丝等金属原材料,由于高纯镁活性较强而易氧化,在加热和高温环境下将会不可避免地造成原材料内外部晶粒组织粗大、显微组织欠均匀,以及热致裂纹,因而对材料不同生产批次间的力学性能和降解性能的稳定性、一致性将产生一定的不良影响;3)采用传统热加工,包括在线加热并连续加工,或在电阻炉加热后直接取出坯料再进行热旋锻、热轧制、热拉拔等热加工,这些热加工方式虽然单道次加工变形率可适当增加,但依然不能明显细化晶粒、提高材料组织均匀性及材料强度;4)尽管上述产品也可以采用常温(室温)下工业上常见的轧制、拉拔等“冷加工”方式进行二次深加工,但加工效率较低,且轧制或拉拔这种加工变形方式使材料变形时承受“两向压应力和一向拉应力”,这种加力变形方式使具有“较低弹性模量”(冷加工时易反弹)的高纯镁
材料表面易出现微裂纹,从而可影响到此类医疗器械新产品的力学服役性能和均匀降解性能。
技术实现要素:
7.针对可降解外科植入物及矫形修复器械产品的临床大量需要,以及现有生物医用金属镁原材料产品生产制造存在的不足,本发明的目的在于提供一种生物医用高纯镁管棒丝原材料的制备方法,该方法采用温态挤压 冷态旋锻的双重复合加工方式,通过使高纯镁材料在冷、温变形时都承受三向压应力而去除拉应力,从而实现对高纯镁“单模次小变形率而复合大变形率”的特种加工:将铸态的高纯镁锭一次大变形地温挤至半成品,再通过冷旋锻的渐次小变形而累积大变形方式加工至成品,最终得到强度较高、塑形较好、显微组织细小、降解速率较低的优质高纯镁管棒丝材。
8.本发明目的通过以下技术方案实现:
9.一种生物医用高纯镁管棒丝原材料的制备方法,包括以下步骤:
10.(1)高纯镁锭的温态挤压:将高纯镁铸锭在氮气或惰性气体氛围下100~300℃保温预热30~60min,然后在挤压速度5~10mm/s下挤压,其中棒材挤压比≥25,加工率≥96%;管材挤压比≥9,加工率≥89%;得到高纯镁管棒丝材;
11.(2)高纯镁管棒丝材的冷态旋锻:将温态挤压后的高纯镁管棒丝材进行室温下冷旋锻加工,旋锻工艺参数为:单模次变形量为5~15%,送料速度50~200mm/min;
12.(3)高纯镁管棒丝材的后处理:将冷态旋锻后的高纯镁管棒丝材在100~200℃保温退火30~60min,然后进行材料表面光亮化处理,得到生物医用高纯镁管棒丝原材料。
13.优选地,步骤(1)所述高纯镁铸锭为圆锭,直径为50~100mm(也可根据具体挤压机功率与配套挤压筒规格确定),表面光洁度ra≤6.4微米。
14.优选地,步骤(1)所述高纯镁铸锭的纯度为99.99wt%。
15.优选地,步骤(1)所述挤压过程所用的润滑剂为工业级石墨乳。
16.优选地,步骤(1)所述保温预热在马弗炉(电阻炉)中进行。
17.优选地,步骤(1)所述挤压采用200t卧式挤压机进行。
18.优选地,步骤(1)所述管材挤压比9~10.8,加工率89~91%。
19.优选地,步骤(1)所述保温预热的温度为200~260℃,时间为30~60min。
20.优选地,步骤(1)挤压后所得高纯镁管棒丝材的直径为9~16mm。
21.优选地,步骤(2)中,棒材以及单模次变形量为10~15%的管材,每加工1个模次(道次)后,在100~150℃下保温5~10min再进行下一个模次加工,直至加工到管棒丝材规定的尺寸;单模次变形量<10%的管材,无需每加工1个模次(道次)后即进行保温处理,可根据实际需要,加工至少2个模次(道次)后,再在100~150℃下保温5~10min。
22.优选地,步骤(2)中冷态旋锻加工所用的旋锻模直径为6~15.5mm。
23.优选地,步骤(2)中冷态旋锻加工后高纯镁管棒丝材的直径为6~15mm。
24.步骤(2)中每加工1个模次(道次)后,在温度100~150℃下保温时间5~10min,目的是消除材料表面的加工硬化及残余应力,避免或减少表面微裂纹形成;加工管材时,其内部可穿芯棒或无芯棒。
25.优选地,步骤(3)所述材料表面光亮化处理工艺为磨削、抛光等常规工艺,表面光
亮化处理可以同时去除材料表面微缺陷。
26.本发明制得的生物医用高纯镁管棒丝原材料可以根据不同金属外科植入物如接骨板、髓内钉、接骨螺钉等产品和临床需要,采用常用的机械加工或数控加工机床加工到成品规定尺寸即可。
27.与现有技术相比,本发明具有以下优点及有益效果:
28.本发明提供了一种可制备高强度的高纯镁管棒丝材的制备方法:1)首先利用温挤压大变形来破碎铸锭坯料内部原始粗大的晶粒组织,然后通过低温(室温)旋锻的累计塑性小变形来逐步细化材料内部的晶粒组织;2)分别选用挤压和旋锻这两种压力加工方法,可以给待加工材料施加三向压应力,从而可使高纯镁能在较低温度下保持良好的塑性变形能力,进而可实现材料的持续累积塑性变形以达到逐步的细晶强化目的;3)无论采用温加工、冷加工,还是采用短时低温热处理,目的都是控制和减少因高纯镁自身的高活性带来的表面氧化污染,消除加工硬化产生的残余应力,减少次生诱发缺陷;4)选用具有三向压应力的“挤压 旋锻”复合变形加工方式,还可有效抑制或减少此类具有低弹性模量金属材料在成形制备时,由于材料加工变形时易反弹而诱发表面微裂纹的产生。
29.本发明所制备的高纯镁材料的力学强度较高、综合性能优良,力学强度相较采用单一加工工艺制备的高纯镁管棒丝材料显著提高了30%以上,最高增幅超过240%,已达到甚至超过了部分镁合金的力学性能,因而对于具有高强度的高纯镁管棒丝材料的有效制备及其在生物医用领域的研发应用提供了现实可操作性和具体实践性,本发明制备方法科学针对性强,具有方案可行、技术实用、生产成本相对较低等特点。
具体实施方式
30.下面结合实施例对本发明作进一步详细的描述,但本发明的实施方式不限于此。
31.本发明实施例中未注明具体条件者,按照常规条件或者制造商建议的条件进行。所用未注明生产厂商者的原料、试剂等,均为可以通过市售购买获得的常规产品。
32.实施例1
33.1、选用市场上订制的直径80mm、长度150mm的高纯镁铸锭。
34.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为250℃,保温时间为45min,炉内充入氩气保护以减少氧化。
35.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度10mm/s,采用石墨润滑,将坯料挤压至直径16mm棒材。
36.4、在5.5kw旋锻机的机头上安装定径段直径为15mm的旋锻模(该旋锻方式采用四向加压式,每副锻模由四瓣组成并按90
°
配置),将挤压好的高纯镁棒材经表面简单修整和定尺截断后,将其一端安放在旋锻机专用夹具内固定,然后将另一端送入旋锻机进料口进行旋锻。本道次(模次)加工率达到12%,送进料速度控制在100mm/min,将本道次(模次)加工后的坯料在温度125℃下保温时间8min,然后取出坯料待冷至室温。
37.5、分别依次换上不同直径的14、13、12mm旋锻模进行渐次小变形冷旋锻,待每道次加工完后,将坯料在温度125℃下保温时间8min,然后取出坯料待冷至室温后再进行下道次旋锻,如此反复,直至达到最终尺寸为12mm小规格高纯镁棒材。期间各道次最大加工率约15%,送料速度在100mm/min左右。
38.6、将上述直径12mm的高纯镁棒进行成品再结晶退火,温度设定为200℃、保温30min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于股骨接骨螺钉等外科植入物的加工制作。
39.该高纯镁棒材经实测,其抗拉强度为212.0mpa,屈服强度为157.0mpa,延伸率为11.5%,面缩率10.5%,显微硬度45.0,金属晶粒度不低于10级,降解速率(hanks模拟体液)≤0.6mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%,面缩率17.5%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅达到227%),这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
40.实施例2
41.1、采用前述实施例1步骤1-4的方法,先制备出直径为15mm的旋锻棒材,然后分别依次换上不同直径的14、13、12、11.5、11、10.5、10mm旋锻模进行渐次小变形冷旋锻,待每道次加工完后,将坯料在温度150℃下保温时间5min,然后取出坯料待冷至室温后再行下模次旋锻,如此反复,直至达到最终尺寸为10mm小规格高纯镁棒材。期间各道次最大加工率约15%,送料速度在150mm/min左右。
42.2、将上述直径10mm的高纯镁棒进行成品再结晶退火,温度设定为180℃、保温45min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于股骨接骨螺钉等外科植入物的加工制作。
43.该高纯镁棒材经实测,其抗拉强度为215.5mpa,屈服强度为156.0mpa,延伸率为11.0%,面缩率10.1%,显微硬度44.0,金属晶粒度不低于10级,降解率(hanks模拟体液)≤0.6mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%,面缩率17.5%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅达到225%),这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
44.实施例3
45.1、选用市场上订制的直径48mm、长度150mm的高纯镁铸锭。
46.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为200℃,保温时间为60min,炉内充入氩气保护以减少氧化。
47.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径9mm棒材。
48.4、在5.5kw旋锻机的机头上依次安装定径段直径为8.5mm、8.0mm的旋锻模,然后分别进行渐次小变形的冷旋锻,道次加工率依次为10.8%、11.4%,送进料速度控制在150mm/min;两次旋锻之间,将坯料在温度150℃下保温时间10min后取出,冷却待用。
49.5、将上述直径8mm的高纯镁棒进行成品再结晶退火,温度设定为150℃、保温30min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于胫骨接骨螺钉等外科植入物的加工制作。
50.该高纯镁棒材经实测,其抗拉强度为225.0mpa,屈服强度为163.0mpa,延伸率为9.5%,面缩率8.8%,显微硬度46.0,金属晶粒度不低于10级,降解率(hanks模拟体液)≤0.6mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为
48.0mpa,延伸率为18.0%,面缩率17.5%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅超过239%),这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
51.实施例4
52.1、采用前述实施例3步骤1-3的方法,先挤压制备出直径为9mm的棒材,然后在5.5kw旋锻机的机头上依次安装不同直径的8.5mm、8.0mm、7.5mm、7.0mm、6.5mm、6.0mm的不同旋锻模,随后进行渐次小变形冷旋锻,待每道次加工完后,将坯料在温度150℃下保温时间5min,然后取出坯料待冷制室温后再进行下模次冷旋锻,如此反复,直至达到最终尺寸为6mm小规格高纯镁丝材。期间各道次最大加工率小于15%,送料速度在100mm/min左右。
53.2、将上述直径6mm的高纯镁丝进行成品再结晶退火,温度设定为100℃、保温60min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于胫骨接骨螺钉等外科植入物的加工制作。
54.该高纯镁棒材经实测,其抗拉强度为240.0mpa,屈服强度为165.0mpa,延伸率为10.0%,面缩率11.0%,显微硬度47.0,金属晶粒度不低于10级,降解率(hanks模拟体液)≤0.6mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%,面缩率17.5%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅超过243%),这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
55.实施例5
56.1、选用市场上订制的直径48mm、长度150mm的高纯镁铸锭,中间钻一个直径6mm的中心孔,便于挤压针穿孔定径。
57.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为200℃,保温时间为30min,炉内充入氩气保护以减少氧化。
58.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为9:1,加工率89%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径9mm、壁厚1.5mm的管材。
59.4、在5.5kw旋锻机的机头上依次安装定径段直径为8.5mm、8.0mm的旋锻模,然后依次连续进行两道次小变形的空芯冷旋锻(内部无芯棒),道次加工率依次为6.7%、7.1%,送进料速度控制在150mm/min。
60.5、将上述外径8mm的高纯镁管材进行成品再结晶退火,温度设定为150℃、保温30min,炉内充入氩气保护以减少氧化;然后采用磨削、抛光工艺进行材料内外表面光亮化处理,并同时去除材料表面微缺陷;最后可应用于髓内钉、空心接骨螺钉等外科植入物的加工制作。
61.该高纯镁管材经实测,其抗拉强度为205.3mpa,屈服强度为103.4mpa,延伸率为10.6%,金属晶粒度不低于10级,降解速率(hanks模拟体液)≤0.6mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅超过115%)
62.实施例6
63.1、选用市场上订制的直径80mm、长度150mm的高纯镁铸锭,中间钻一个直径12mm的
中心孔,便于挤压针穿孔定径。
64.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为260℃,保温时间为30min,炉内充入氩气保护以减少氧化。
65.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为10.8:1,加工率91%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径16mm、壁厚2mm的管材。
66.4、在5.5kw旋锻机的机头上依次安装定径段直径为15.5mm、15.0mm的旋锻模,内衬弹簧钢芯棒直径分别为12mm、11.8mm,然后依次进行两道次小变形的带芯冷旋锻,道次加工率依次为14.1%、10.9%,送进料速度控制在200mm/min。在第一道次加工完后,先脱出12mm芯棒,然后将管坯料在温度100℃下保温10min后取出,待管坯冷至室温后再复穿11.8mm芯棒,再如前述进行下一道次冷旋锻。
67.5、将上述外径15mm、壁厚1.6mm的高纯镁管材脱除芯棒后,先进行成品再结晶退火,温度设定为150℃、保温30min,炉内充入氩气保护以减少氧化。然后采用磨削、抛光工艺进行材料内外表面光亮化处理,并同时去除材料表面微缺陷;最后可应用于髓内钉、微型弧形接骨板等外科植入物的加工制作。
68.该高纯镁管材经实测,其抗拉强度为212.0mpa,屈服强度为107.8mpa,延伸率为10.0%,金属晶粒度不低于10级,降解速率(hanks模拟体液)≤0.6mm/年。而采购的热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%。两者相比,可见经本发明的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅超过124%)。
69.对比例1
70.1、选用市场上订制的直径50mm、长度150mm的高纯镁铸锭。
71.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为200℃,保温时间为60min,炉内充入氩气保护以减少氧化。
72.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度10mm/s,采用石墨润滑,将坯料挤压至直径10mm棒材。
73.4、将上述高纯镁棒进行成品再结晶退火,温度设定为150℃、保温45min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷;最后根据某型号股骨接骨螺钉的要求,采用数控加工机床加工到成品规定尺寸即可。
74.该高纯镁棒材经实测,其抗拉强度为195.5mpa,屈服强度为95.5mpa,延伸率为17.0%,面缩率17.5%,金属晶粒度不低于8级,降解率(hanks模拟体液)≤1.0mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为146.0mpa,屈服强度为48.0mpa,延伸率为18.0%,面缩率17.5%。两者相比,可见经本发明大变形量的初次温挤后,高纯镁的抗拉强度,特别是屈服强度得到显著提高(增幅超过98%)。
75.对比例2
76.1、选用市场上订制的直径80mm、长度150mm的高纯镁铸锭。
77.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为250℃,保温时间为45min,炉内充入氩气保护以减少氧化。
78.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度13mm/s,采用石墨润滑,将坯料挤压至直径16mm棒材。
79.4、将上述高纯镁棒进行成品再结晶退火,温度设定为180℃、保温30min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷。
80.该高纯镁棒材经实测,其抗拉强度为195.0mpa,屈服强度为98.0mpa,延伸率为17.8%,面缩率18.5%,金属晶粒度不低于8级,降解率(hanks模拟体液)≤1.0mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为161.0mpa,屈服强度为49.0mpa,延伸率为17.5%,面缩率17.0%。两者相比,可见经本发明大变形量的初次温挤压后,高纯镁的抗拉强度,特别是屈服强度得到显著提升(增幅达到100%)。
81.对比例3
82.1、选用市场上订制的直径84mm、长度150mm的高纯镁铸锭。
83.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为200℃,保温时间为30min,炉内充入氩气保护以减少氧化。
84.3、将加热到温的坯料放置于400t卧式挤压机进行挤压,挤压比为43:1,加工率98%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径13mm棒材。
85.4、将上述高纯镁棒进行成品再结晶退火,温度设定为200℃、保温30min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面的微缺陷。
86.该高纯镁棒材经实测,其抗拉强度为212.0mpa,屈服强度为104.5mpa,延伸率为6.9%,面缩率8.0%,金属晶粒度不低于8级,降解率(hanks模拟体液)≤1.0mm/年。而采购的某热挤压态对比样实测性能分别为抗拉强度为143.0mpa,屈服强度为46.0mpa,延伸率为15.5%,面缩率18.0%。两者相比,可见经本发明大变形量的初次温挤压后,高纯镁的抗拉强度,特别是屈服强度得到显著提升(增幅达到127%)。
87.对比例4
88.1、选用市场上订制的直径80mm、长度150mm的高纯镁铸锭。
89.2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为400℃,保温时间为30min,炉内充入氩气保护以减少氧化。
90.3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度10mm/s,采用石墨润滑,将坯料挤压至直径16mm棒材。
91.4、在5.5kw旋锻机的机头上依次安装定径段直径为14.5、13、12mm的旋锻模,将挤压好的高纯镁棒材经表面简单修整和定尺截断,将其加热后一端安放在旋锻机专用夹具内固定,另一端送入旋锻机进料口进行热旋锻。加工前先在常用电阻加热炉中依次加热16mm、14.5mm、13mm棒材,加热温度为200℃,保温时间为10min,送进料速度控制在100mm/min左右;如此反复,直至获得12mm高纯镁棒材。
92.5、将上述直径12mm的高纯镁棒进行成品再结晶退火,温度设定为200℃、保温10min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于股骨接骨螺钉等外科植入物的加工制作。
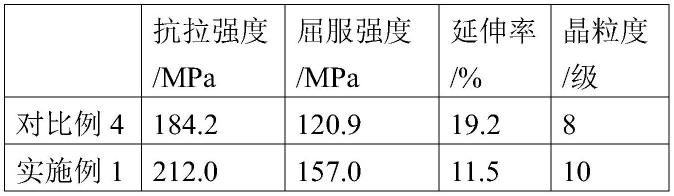
93.有关对比例4理化性能与前述实施例1对比如下表所示。
94.表1
[0095][0096]
可见,对于相同规格的12mm高纯镁棒材,相较传统的对比例4“热挤 热旋”方法,经本发明实施例1的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到明显提高,这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
[0097]
对比例5
[0098]
1、选用市场上订制的直径48mm、长度150mm的高纯镁铸锭。
[0099]
2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为350℃,保温时间为45min,炉内充入氩气保护以减少氧化。
[0100]
3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径9mm棒材。
[0101]
4、在5.5kw旋锻机的机头上安装定径段直径为8.0mm的旋锻模,将挤压好的高纯镁棒材经表面简单修整和定尺截断,将其加热后一端安放在旋锻机专用夹具内固定,另一端送入旋锻机进料口进行热旋锻,直至获得直径8mm高纯镁棒材。加工前先在常用电阻加热炉中加热9mm棒材,加热温度为150℃,保温时间为10min,送进料速度控制在150mm/min左右。
[0102]
5、将上述直径8mm的高纯镁棒进行成品再结晶退火,温度设定为150℃、保温10min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于胫骨接骨螺钉等外科植入物的加工制作。
[0103]
有关对比例5理化性能与前述实施例3对比如下表所示。
[0104]
表2
[0105][0106]
可见,对于相同规格的8mm高纯镁棒材,相较传统的对比例5“热挤 热旋”方法,经本发明实施例3的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到明显提高,这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
[0107]
对比例6
[0108]
1、选用市场上订制的直径48mm、长度150mm的高纯镁铸锭。
[0109]
2、将上述坯料放置于常见马弗炉(电阻炉)中进行加热,加热温度为450℃,保温时间为30min,炉内充入氩气保护以减少氧化。
[0110]
3、将加热到温的坯料放置于200t卧式挤压机进行挤压,挤压比为25:1,加工率96%,挤压速度15mm/s,采用石墨润滑,将坯料挤压至直径9mm棒材。
[0111]
4、在5.5kw旋锻机的机头上依次安装定径段直径为8.0mm、7.0mm、6.0mm的不同旋
锻模,将挤压好的高纯镁棒材经表面简单修整和定尺截断,将其加热后一端安放在旋锻机专用夹具内固定,另一端送入旋锻机进料口进行热旋锻。加工前先在常用电阻加热炉中依次加热9mm、8mm、7mm棒材,加热温度为200℃,保温时间为10min,送进料速度控制在100mm/min左右;如此反复,直至获得6mm高纯镁棒材。
[0112]
5、将上述直径6mm的高纯镁丝进行成品再结晶退火,温度设定为200℃、保温10min;然后采用磨削、抛光工艺进行材料表面光亮化处理,并同时去除材料表面微缺陷,最后可应用于胫骨接骨螺钉等外科植入物的加工制作。
[0113]
有关对比例6理化性能与前述实施例4对比如下表所示。
[0114]
表3
[0115][0116]
可见,对于相同规格的6mm高纯镁棒材,相较传统的对比例6“热挤 热旋”方法,经本发明实施例4的“温挤 冷旋”复合加工技术制备后,高纯镁的抗拉强度,特别是屈服强度得到明显提高,这对实现高纯镁接骨螺钉在术后3-6个月的强力支撑和服役疗效非常有益。
[0117]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。