1.本实用新型涉及鞋子生产技术领域,更具体地说,它涉及一种鞋面鞋底同步加热机构。
背景技术:
2.在鞋子生产制作的过程中,通常采用圆盘机将鞋底与鞋帮经过加热后进行粘合制作成型。现有的圆盘机,将加热器安装在圆盘机的鞋楦上方位置,在需要对鞋底加热时,需要转动加热器,使得加热器对位到鞋底进行加热,然后再转动加热器使其对位到鞋楦上,以对鞋面进行加热,进而再进行鞋面与鞋底的粘合。但是鞋面与鞋底需要转换进行分别加热,较为麻烦,影响生产效率,并且在转换加热的过程中,热量容易流失,导致鞋面与鞋底的粘合效果变差,影响生产质量。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种鞋面鞋底同步加热机构,能够同时加热鞋面与鞋底,无需进行转换加热,减少热量流失,使得热量更为集中,具有提高鞋子加热成型效果的优点。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种鞋面鞋底同步加热机构,应用于圆盘机上,包括基座、对接座、鞋面加热件、鞋底加热件以及驱动件;
6.对接座,其朝靠近或远离圆盘机的方向滑动设于基座上,以在圆盘机的鞋面鞋底粘合工位处进退切换,并具有用于套接鞋面的套接槽;
7.鞋面加热件,其安装于套接槽两侧槽壁上,以对鞋面进行加热;
8.鞋底加热件,其安装于对接座底部,以跟随对接座进入圆盘机粘合工位处,并与鞋底对位,进而给鞋底进行加热;
9.驱动件,其安装于基座上,并与对接座连接,以驱动对接座进行移动;
10.其中,所述对接座受驱动件驱动进入圆盘机内,所述套接槽套于鞋面外,并使所述鞋面加热件对位于鞋面上,所述鞋底加热件对位于鞋底上,进而对鞋面与鞋底同步加热。
11.进一步设置:所述对接座包括位移块与安装块;所述位移块安装于驱动件的驱动端,并滑动于基座上;所述安装块安装于位移块上,并朝基座平行方向延伸形成与基座具有间隔空间的套接槽,以供鞋面加热件以及鞋底加热件安装。
12.进一步设置:所述套接槽的两侧槽壁朝相互远离的方向凸出形成供鞋面加热件安装的安装位,并在安装位两侧形成朝套接槽内部延伸的倾斜导面,以供温度向套接槽中心传递。
13.进一步设置:所述鞋底加热件设置有多个,且个鞋底加热件相互平行的安装于对接座底部。
14.进一步设置:所述套接槽的槽底上开设有若干个热量传递口,以将鞋底加热件的
热量传递至套接槽槽底处。
15.进一步设置:多个所述热量传递口分别朝各个鞋底加热件延伸方向排列为多列设置。
16.进一步设置:所述对接座底部开设有用于供鞋底加热件安装的让位槽,且安装后,所述鞋底加热件未露出让位槽的槽口。
17.进一步设置:所述鞋面加热件与鞋底加热件均通过线路电连接于控制器上,且二者的线路均位于对接座远离圆盘机的一端,以稳定向鞋面加热件与鞋底加热件供电;所述控制器安装于基座远离圆盘机的一端,以供工作人员操作。
18.进一步设置:所述鞋面加热件与鞋底加热件均设置为电热管。
19.通过采用上述技术方案,本实用新型相对现有技术相比,具有以下优点:
20.1、通过驱动件驱动对接座移入圆盘机中,使得套接槽套接于鞋面处,以使得鞋面加热件对位于鞋面上,鞋底加热件对位于鞋底上,进而对鞋面与鞋底同步加热,无需转换加热,减少热量流失,使得热量更为集中,具有提高鞋子加热成型效果的优点;
21.2、通过设置的安装位于倾斜导面,使得鞋面加热件安装后,对鞋面的加热能够将热量集中于套接槽中,减少热量流失,具有提高鞋子加热成型效果的优点;
22.3、通过设置的热量传递口,使得鞋底加热件在对鞋底进行加热时,能够通过热量传递口与套接槽中的热量进行热交换,有利于使得鞋底与鞋面受热一致,提高加热成型效果;
23.4、通过设置的控制器,方便控制鞋面加热件与鞋底加热件加热,并方便工作人员操作,提高使用的便捷性。
附图说明
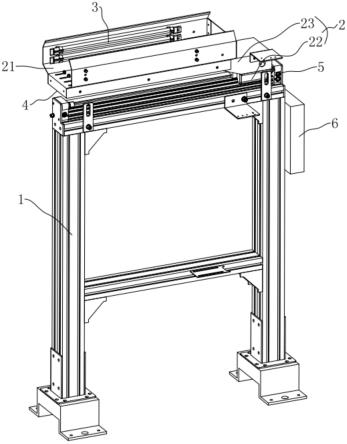
24.图1为本实用新型中鞋面鞋底同步加热机构的立体结构示意图;
25.图2为本实用新型中鞋面鞋底同步加热机构的剖视结构示意图;
26.图3为本实用新型中对接座在俯视方向上的部分结构示意图;
27.图4为本实用新型中对接座在仰视方向上的部分结构示意图。
28.图中:1、基座;2、对接座;21、套接槽;211、热量传递口;22、位移块;23、安装块;24、安装位;25、倾斜导面;26、让位槽;3、鞋面加热件;4、鞋底加热件;5、驱动件;6、控制器。
具体实施方式
29.参照图1至图4对鞋面鞋底同步加热机构做进一步说明。
30.一种鞋面鞋底同步加热机构,应用于圆盘机的制鞋过程,以对鞋面与鞋底进行加热,如图1所示,包括基座1、对接座2、鞋面加热件3、鞋底加热件4、驱动件5以及控制器6;鞋面加热件3、鞋底加热件4以及驱动件5均连接并受控与控制器6上,且各个线路均位于对接座2远离圆盘机的一端,以稳定向鞋面加热件3与鞋底加热件4供电,控制器6安装于基座1远离圆盘机的一端,工作人员通过控制器6设定加热温度以及调控驱动件5执行,即可配合于圆盘机进行作业,以对鞋面与鞋底同步加热。
31.如图1所示,驱动件5,其安装于基座1上,并与对接座2连接,以驱动对接座2朝靠近或远离圆盘机的方向滑动。本实施例中,驱动件5具体可采用直线气缸,接入气源即可快速
驱动对接座2进行往复移动,方便快捷;其中,驱动件5的驱动行程,可通过控制器6控制调控直线气缸的进气量,方便配合于圆盘机进行使用。
32.如图1和图2所示,对接座2,其朝靠近或远离圆盘机的方向滑动设于基座1上,以在圆盘机的鞋面鞋底粘合工位处进退切换,并具有用于套接鞋面的套接槽21,使得对接座2移入圆盘机内时,能够通过套接槽21将鞋面套住,以使得热量更集中的给鞋面加热,减少热量流失,提高加热成型效果。其中,套接槽21用于供鞋面加热件3安装;对接座2上开设有用于供鞋底加热件4安装的让位槽26,且安装后,鞋底加热件4未露出让位槽26的槽口;对接座2移入圆盘机内后,鞋面加热件3与鞋面对位,鞋底加热件4与鞋底对位,进而同步进行加热,无需切换操作,热量更为集中,减少热量流失,提高加热成型效果。
33.具体的,对接座2包括位移块22与安装块23;位移块22安装于驱动件5的驱动端,即直线气缸的驱动端上,并滑动于基座1上,以通过驱动件5的推动使其滑动于基座1上,并朝靠近或远离圆盘机的方向移动;安装块23固定安装于位移块22上,并朝基座1平行方向延伸形成与基座1具有间隔空间的套接槽21,以供鞋面加热件3以及鞋底加热件4安装,使得安装块23移入圆盘机内时,能够利用鞋面加热件3与鞋底加热件4同步对鞋面与鞋底进行加热。
34.如图3和图4所示,鞋面加热件3设置有四个,并两两对称安装于套接槽21的两侧槽壁上,以对鞋面进行加热。鞋底加热件4设置有四个,且四个鞋底加热件4相互平行的安装于对接座2底部的让位槽26内,以跟随对接座2进入圆盘机粘合工位处,并与鞋底对位,进而给鞋底进行加热;在对接座2受驱动件5驱动进入圆盘机内时,套接槽21套于鞋面外,并使鞋面加热件3对位于鞋面上,鞋底加热件4对位于鞋底上,进而对鞋面与鞋底同步加热。本实施例中,鞋面加热件3与鞋底加热件4均设置为电热管,使其通电即可进行使用。
35.如图3和图4所示,进一步的,在套接槽21的两侧槽壁朝相互远离的方向凸出形成供鞋面加热件3安装的安装位24,并在安装位24两侧形成朝套接槽21内部延伸的倾斜导面25,以供温度向套接槽21中心传递,使得鞋面加热件3产生的热量,收到倾斜导面25引导,朝套接槽21中心扩散,以提高热量集中度,减少热量流失。其中,在套接槽21的槽底上开设有若干个热量传递口211,且多个热量传递口211分别朝各个鞋底加热件4延伸方向排列为多列设置,以将鞋底加热件4的热量传递至套接槽21槽底处,有利于使得鞋底与鞋面受热一致,提高加热成型效果。
36.工作原理:在圆盘机需要对鞋底鞋面进行加热时,驱动件5驱动对接座2移入圆盘机的鞋面鞋底粘合工位处,使得套接槽21调节于鞋面外,并将鞋面加热件3与鞋面对位,鞋底加热件4与鞋底对位,即可通过鞋面加热件3与鞋底加热件4来同步向鞋面与鞋底加热,无需切换进行加热,更为便捷并能提高生产效率,且鞋底与鞋面的受热同步进行,减少热量流失,提高加热效果;且加热时,鞋面的受热集中于套接槽21中,鞋底的受热集中于让位槽26与圆盘机鞋模之间,以集中热量进行加热,减少热量流失,具有提高加热成型效果的优点。
37.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
