1.本实用新型涉及微针技术领域,尤其涉及一种微针模具。
背景技术:
2.近百年来,金属注射针作为药物注射的主流器具被广泛应用于医疗行业,但金属注射针使用时带来的疼痛和恐惧,让部分人(尤其是儿童)难以接受。随着科技的进步和发展,用于药物注射的微针贴问世。
3.微针贴普遍包括由上至下依次设置的基底层和微针,微针可溶解。使用时,将微针贴设置微针的一侧按压于皮肤上,至微针穿刺入皮肤且基底层贴合于皮肤。由于微针的长度较短,微针穿刺入皮肤的过程中不会造成患者神经损伤及疼痛,进而逐渐被公众认可。
4.现有的用于成型微针的微针模具上,普遍设置形状与微针相吻合的成型腔,在成型腔内注入成型液后,成型液干燥成型为微针,随后将微针由成型腔内取出。然而,皮肤具有弹性,当微针扎入皮肤后会因皮肤的形变恢复而使微针被挤出皮肤,因此具有非平滑表面(如凸起)的微针可锚固于皮肤中。但因具有非平滑表面微针在脱模时,难以完整由成型腔中取出,或者,取出时易造成微针容易断裂,导致微针的成型不良率较高。
5.因此,目前亟需一种能够便于微针脱模的微针模具。
技术实现要素:
6.(一)要解决的技术问题
7.鉴于现有技术的上述缺点、不足,本实用新型提供一种微针模具,其解决了现有的微针模具在微针脱模时,难以将微针由成型腔内取出,或者取出时易导致微针断裂的技术问题。
8.(二)技术方案
9.为了达到上述目的,本实用新型采用的主要技术方案包括:
10.第一方面,本实用新型实施例提供一种微针模具,由上至下依次包括上模和下模,所述上模和所述下模可拆卸连接,所述上模包括上模底板,所述上模底板的底部设置多个内模;
11.所述下模的顶部设置多个第一成型腔,每个所述第一成型腔对应至少一个所述内模设置,所述第一成型腔容纳所述内模;
12.所述内模包括内模主体和设置于所述内模主体上的至少1个凹槽,所述凹槽用以在微针的周向表面形成凸起;
13.所述第一成型腔与所述内模围合成的空间用于成型微针;
14.所述上模与所述下模合模,用于成型设有所述凸起的微针阵列。
15.根据本实用新型,所述内模主体直径最小的一端朝向直径最大的一端的方向为y 方向,所述凹槽沿着y方向延伸。
16.根据本实用新型,所述凹槽延伸方向与所述内模轴线间的夹角为θ,15
°
≤θ≤75
°
。
17.根据本实用新型,所述凹槽延伸方向与所述内模轴线间的夹角为θ,30
°
≤θ≤60
°
。
18.根据本实用新型,所述凹槽的数量大于两个时,沿着y方向的相反方向,所述凹槽的体积依次增大,以使成型出的所述微针中相应的凸起的体积依次增大。
19.根据本实用新型,所述内模上设有导向口模具,以在所述微针成型后,在设有所述凸起的所述微针上形成导向口。
20.根据本实用新型,所述导向口模具为设置在所述内模主体靠近最大直径端面且沿周向延伸的突起,以在设有所述凸起的所述微针上形成导向口。
21.根据本实用新型,所述内模主体设有导向口模具的最大直径端面的开放端的两端连接线的长度大于所述微针上的两个导向口与设有所述凸起的所述微针上的针座外周向侧壁接合处的两个接合点连接线的长度。
22.根据本实用新型,所述下模的顶部还设置至少一个第二成型腔,在所述微针模具合模时,所述第二成型腔内无所述内模;
23.所述第二成型腔内的空间用于成型未设置所述凸起的所述微针。
24.根据本实用新型,所述第一成型腔、与所述第一成型腔嵌合的所述内模、所述第二成型腔形成微针模具单元,所述微针模具单元用于成型微针单元,所述微针模具合模时,所述第二成型腔位于所述第一成型腔所嵌合的所述内模设有凹槽的一侧。
25.根据本实用新型,微针模具具有多个所述微针模具单元,所述微针模具合模时,所述内模的所述凹槽同侧设置。
26.根据本实用新型,所述导向口模具的延长线与第二成型腔的端面的周向相交或相切。
27.根据本实用新型,还包括中板,所中板位于所述上模和所述下模之间,所述中板设有上下延伸的中板通孔,所述中板通孔容纳所述内模,所述中板通孔用以形成基底层,所述基底层和所述微针形成微针贴。
28.根据本实用新型,所述上模底板上设置至少一个上模底板通孔,每个所述上模底板通孔与对应的所述内模相邻设置,且与所述内模上的所述凹槽同侧设置;
29.所述内模位于所述第一成型腔内时,沿所述下模向所述上模延伸的方向,所述第一成型腔与所述内模围合成的空间呈线性延伸并贯穿所述上模底板后形成所述上模底板通孔。
30.(三)有益效果
31.本实用新型的有益效果是:本实用新型的微针模具由上至下依次包括上模和下模,上模和下模可拆卸连接,上模包括上模底板,上模底板的底部设置至少一个内模。下模的顶部设置至少一个第一成型腔,每个第一成型腔对应至少一个内模设置,第一成型腔容纳内模。内模上设置凹槽,以在微针的周向表面形成凸起。第一成型腔与内模围合成的空间用于成型微针。微针成型后,先将上模与下模分离,再将微针由第一成型腔内取出,以避免微针上的凸起在脱模过程中损坏。
附图说明
32.图1为本实用新型中针座及微针主体的水平投影均呈扇形的微针示意图;
33.图2为图1的侧视图;
34.图3为图1的俯视图;
35.图4为本实用新型的微针贴在撕除基底层时撕除裂纹延伸示意图;
36.图5为本实用新型的微针模具中的微针的微针主体为圆锥和圆柱的结合体的示意图(设置两个沿微针主体周向相对设置的凸起);
37.图6为图5的俯视图;
38.图7为本实用新型的微针模具中的微针的微针主体为圆锥和圆柱的结合体的示意图(设置四个沿微针主体周向间隔设置的凸起);
39.图8为图7的俯视图;
40.图9为本实用新型的微针模具及其所成型微针贴的分解视图;
41.图10为用于成型针座及微针主体的水平投影均呈扇形的微针的内模的示意图;
42.图11为用于成型针座及主体的水平投影均呈扇形的微针的内模的剖视图;
43.图12为包括设有上模底板通孔的上模的微针模具及微针模具所成型微针的示意图;
44.图13为设有上模底板通孔的上模的示意图;
45.图14为本实用新型中微针主体为三棱锥的微针及用于成型该微针的微针模具的分解视图;
46.图15为图14中的内模的示意图;
47.图16为图14中的微针的示意图;
48.图17为图16中的微针的侧视图;
49.图18为图16的微针的俯视图;
50.图19为本实用新型中微针主体为四棱锥的微针及用于成型该微针的微针模具的分解视图;
51.图20为图19中的内模的示意图;
52.图21为图19中微针的示意图;
53.图22为图21的微针的侧视图;
54.图23为图5中的微针及用于成型该微针的微针模具的分解视图;
55.图24为图23中的内模的剖视图;
56.图25为用于成型图7中的微针的微针模具中内模的示意图;
57.图26为针座及微针主体水平投影均呈扇形的微针与内模嵌合示意图;
58.图27为第一微针扎入皮肤后的溶解状态图;
59.图28为基底层上设置微针单元的微针贴及用于成型该微针贴的微针模具的分解视图;
60.图29为图28中微针贴的立体视图;
61.图30为图11中的内模的尺寸标示图。
62.【附图标记说明】
63.1:上模;11:上模底板;12:内模;120:内模主体;121:空腔;122:凹槽;1221:第一凹槽;1222:第二凹槽;1223:第三凹槽;13:定位插杆;14:上模底板通孔;
64.2:中板;21:中板通孔;22:定位孔;
65.3:下模;31:第一成型腔;32:定位槽;33:第二成型腔;
66.4:第一微针;40:第二微针;41:微针主体;411:针尖;412:中部;413:针座;414:导向口;42:凸起;421:第一凸起;422:第二凸起;423:第三凸起;
67.5:基底层;51:基底通孔;
68.6:裂痕:60:交汇点;
69.t0:第一微针刚扎入皮肤时的状态;
70.t1:第一微针扎入皮肤20分钟后的状态;
71.t2:第一微针扎入皮肤40分钟后的状态;
72.t3:第一微针扎入皮肤60分钟后的状态。
具体实施方式
73.为了更好的解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型作详细描述。其中,本文所提及的“上”、“下”等方位名词以图4 的定向为参照。
74.实施例1
75.本实施例提供一种微针贴,微针贴包括基底层5和至少一个微针,至少一个微针布置在基底层5的底部。微针自身承载药物成分,且可在皮肤中溶解。
76.进一步,参照图1-8所示,微针包括第一微针4。
77.第一微针4包括微针主体41。在竖直方向上,微针主体41依次包括针尖411、中部412和针座413。针座413与基底层5连接。微针主体41的周向可以采取非平滑表面的设置,例如,中部412的周向设置至少一个凸起42,凸起42沿着微针径向延伸,具有远离微针主体41的尖端,或者,针尖411的周向突出于针座413。
78.因为,当第一微针4位于皮肤中时,需要考虑第一微针4是否能够在其完全溶解之时,仍然保留在皮肤中所需位置,因此,通过上述设置来增加第一微针4对于皮肤的抓持力。
79.具体地,第一微针4具有如下优势:
80.第一微针4穿刺并进入皮肤后,第一微针4通过凸起42和针尖411突出于针座413的部分锚固于皮肤中,增大了第一微针4与皮肤的抓持力,防止第一微针4因皮肤弹性形变推挤而脱离皮肤,实现持续、精准给药,并保证给药效果。
81.使用时将第一微针4扎入皮肤后,第一微针4上的凸起42和针尖411突出于针座413的部分嵌入皮肤中,增强第一微针4与皮肤的粘附力,从而实现第一微针4 扎入皮肤后能够立即撕除基底层5,提高微针贴使用时的舒适度和美观性,特别是儿童、宠物、精神病患者用药过程中存在抓挠或舔舐基底层5的情况,而避免导致第一微针4脱落。
82.在撕扯去除基底层5的过程中,由于凸起42和者突出于针座413的部分锚固于皮肤中,第一微针4与皮肤的抓持力增加,能够确保在去除基底层5时,第一微针4 不随基底层5一并移动而脱离皮肤。
83.优选地,在微针主体41的中部412设置凸起42,以便于凸起42嵌入皮肤中,增强第一微针4与皮肤的粘附力。凸起42位于微针主体41的中部412,能够避开微针主体41上针尖411的薄弱区域,保证第一微针4强度,避免第一微针4扎入皮肤时因强度不够出现针尖411断裂而导致第一微针4失效。另一方面,将凸起42设置在微针主体41的中部412,以在针尖411穿刺并进入皮肤的过程中形成通道,由于针尖411上无其它结构,刺入阻力小,且因皮肤恢复形变具有一定的滞后性,故可引导第一微针4及凸起42顺利进入皮肤中,避免或减小凸
起42在穿刺并进入皮肤的过程中发生断裂的问题的发生或发生几率,进而保证第一微针4完全进入皮肤后,因皮肤具有弹性,形变后会恢复的特性而使第一微针4能够稳定嵌合在皮肤中。
84.优选地,凸起42在中部412沿着第一微针4的径向由针尖411向基底层5的方向延伸,以使凸起42形成倒刺状结构,第一微针4可稳定锚固于皮肤中,进而增大第一微针4与皮肤的抓持力。凸起42的延伸方向与微针主体41的轴线(即经过针尖411的竖直线)间的夹角β优选为15
°
≤β≤75
°
,更优选为30
°
≤β≤60
°
,使第一微针4扎入皮肤后凸起42在皮肤中能有效的二次扎入皮肤中,从而使微针主体41与凸起42之间锚固住皮肤,增强第一微针4与皮肤的抓持力,从而增加第一微针4与皮肤之间的阻力,防止撕除基底层5时第一微针4被基底层5一同拖带出来而脱离皮肤。或者微针贴粘附于皮肤后由于皮肤分泌物过多导致黏性的基底层5 不能很好粘附于皮肤上时,第一微针4被皮肤挤出,又或者基底层5为无黏性的基底层5时,第一微针4扎入皮肤后被皮肤挤出,从而满足对黏性的基底层5过敏人群的微针使用需求。
85.当夹角β》75
°
时,第一微针4扎入皮肤过程中阻力大,容易断针,且当第一微针4扎入皮肤后,因为皮肤同时具有弹性及刚度,第一微针4与皮肤无法很好的贴合,皮肤易于从微针主体41与凸起42之间滑出,凸起42在皮肤中的二次扎入效果差,第一微针4在皮肤中的锚固效果差。当夹角β《15
°
时,微针主体41与凸起42 之间与皮肤的接触面积太小,第一微针4与皮肤之间的阻力小,容易滑出皮肤中,无法实现凸起42在皮肤中的二次扎入,使第一微针4在皮肤中的锚固效果差。
86.进一步,在微针贴上第一微针4与基底层5的连接处形成应力点结构。应力点结构为设置于基底层5上的基底通孔51。
87.通过在第一微针4上设置应力点结构,以在微针贴使用时,第一微针4扎入皮肤后,手抓持基底层5,沿第一微针4设置凸起42一侧向未设置凸起42一侧的方向揭起基底层5。基底通孔51设置于基底层5设置第一微针4相邻的一侧,且基底通孔51位于第一微针4设有凸起42一侧,基底通孔51与第一微针4相接处的应力点结构处存在较大的应力集中,由此处揭开基底层5的临界应力较小。在撕除基底层5 的过程中,由应力点结构处产生的撕除裂纹围绕第一微针4的两侧延伸后相交。同时,第一微针4通过凸起42嵌合在皮肤中,第一微针4与皮肤间抓持力较大,第一微针4与皮肤间的抓持力大于揭开基底层5时,基底层5与第一微针4断裂分离的力,因此,第一微针4扎入皮肤后,第一微针4与基底层5可容易且快速地分离,进而撕扯去除基底层5。去除基底层5后,仅将第一微针4留存于皮肤中,进而提高了微针贴使用的舒适度和美观性,特别是儿童、宠物、精神病患者用药过程中存在抓挠或舔舐基底层5的情况,而避免导致第一微针4脱落。
88.进一步的,应力点结构还可以为设置于微针贴的基底层5的基底通孔51及设置于第一微针4的针座413上的导向口414,导向口414位于针座413两侧与基底通孔 51的接合处,且导向口414位于针座413的周向侧壁上。当第一微针4扎入皮肤后,沿第一微针4设置凸起42一侧向未设置凸起42一侧的方向揭起基底层5时,撕扯外力作用于基底层5上并通过基底层5传递至导向口414。导向口414能够降低基底层5与第一微针4的针座413之间的临界分离力,且导向口414可引导基底层5与微针分离所形成的裂痕6。由于第一微针4上设有的凸起42能够使第一微针4稳定的嵌合于皮肤中,基底层5在外力及第一微针4与皮肤的嵌合力
的合力作用下,裂痕6能够精准的沿着导向口414围绕第一微针4的针座413周向侧壁的方向延伸,并在相邻两组第一微针4和基底通孔51之间的基底层5上交汇为交汇点60,使第一微针4与基底层5彻底分离。
89.进一步,参照图1-8、14-22所示,微针主体41可以为多种形状,包括水平投影呈扇形的锥体、水平投影呈椭圆扇形的椎体、三棱锥和四棱锥等其他形状。
90.为更好的解释说明,作为示例,如下为第一微针4中,几种形状的微针主体41 上设置凸起42的具体设置方式:
91.(1)参照图1-4所示,当微针针座413水平投影呈扇形且微针主体41为水平投影呈扇形的锥体时:凸起42位于微针主体41上连接扇形平面尖端的棱上,一方面减小第一微针4刺入皮肤时的阻力,另一方面微针扎入皮肤后扇形区域接触的皮肤形变大,而连接扇形平面尖端的棱区域接触的皮肤形变较小,皮肤与第一微针4 上的凸起42可以比较好的贴合,促进凸起42与皮肤的锚固作用。
92.(2)当微针主体41为水平投影呈椭圆扇形的椎体时:凸起42位于微针主体41 上连接椭圆扇形底面尖端的棱上,且位于微针主体41水平投影的短轴侧,一方面减小第一微针4刺入皮肤时的阻力,另一方面增加第一微针4的载药量满足不同药品对剂型的需求。
93.(3)参照图16-18所示,当微针主体41为三棱锥时:凸起42位于微针主体41 的棱上,以减小第一微针4刺入皮肤时的阻力。当设置至少一个凸起42时,凸起42 位于垂直于基底层5的棱上,以进一步减小第一微针4刺入皮肤时的阻力。
94.(4)参照图21-22所示,当微针主体41为四棱锥时:凸起42位于微针主体 41的棱上,以减小第一微针4刺入皮肤时的阻力。当设置至少一个凸起42时,凸起 42位于垂直于基底层5的棱上,以进一步减小第一微针4刺入皮肤时的阻力。
95.(5)参照图5-8所示,微针主体41为圆锥和圆柱的结合体,微针主体41的针尖411为圆锥体,中部412和针座413为圆柱体。优选地,沿微针主体41中部412 的周向侧壁相对设置两个凸起42,或者,沿微针主体41中部412的周向侧壁间隔设置四个凸起42。
96.进一步,参照图1-8、16-18、21-22所示,凸起42的数量至少为1个,优选设置2-3个,且凸起42依次沿着微针主体41上连接扇形平面尖端的棱上设置。若只设置1个凸起42,随着第一微针4扎入皮肤中凸起42溶解,则第一微针4与皮肤之间无法持续保持稳定的皮肤抓持力,第一微针4容易被皮肤推挤出来。而凸起42数量越多则单个凸起42的体积越小,凸起42越容易被溶解而失去与皮肤的抓持力作用。
97.当凸起42的数量为2个以上时,沿着针座413向针尖411方向,多个凸起42 水平投影面积及体积依次增大,以增大并持续实现第一微针4与皮肤间的抓持力。
98.优选地,凸起42依次包括第一凸起421、第二凸起422和第三凸起423,且第一凸起421、第二凸起422和第三凸起423的水平投影面积及体积依次增大。
99.优选地,如图26所示,第一凸起421的尖端与基底层5的垂直距离h1为100 μm~130μm,从基部到刺尖的高度h1为30μm;第二凸起422的尖端与基底层5间的垂直距离h2为250μm~350μm,从基部到刺尖的高度h2为100μm;第三凸起423 的尖端与基底层5间的垂直距离h3为250mm~450mm,从基部到刺尖的高度h3为 50μm。第一凸起421的延伸方向与微针主体41轴线(即经过针尖411的竖直线)间的夹角β1为45
°
,第二凸起422的延伸方向与微针主体41轴线间的夹角β2为30
°
,第三凸起423的延伸方向与微针主体41轴线间的夹角β3为60
°
。因为
皮肤具有弹性及刚度,第一微针4与皮肤无法紧密贴合,第三凸起423延伸方向与微针主体41轴线间的夹角β3为60
°
,从基部到刺尖的高度h3为50μm,第一微针4扎入皮肤后与皮肤之间存在一定间隙,第三凸起423与皮肤之间的二次扎入效果较弱;但第二凸起422延伸方向与微针主体41轴线间的夹角β2为30
°
,从基部到刺尖的高度h2为 100μm,与皮肤之间的间隙相对较小,贴合度相对较好,当皮肤恢复形变预将第一微针4挤出时,第二凸起422易与皮肤产生二次扎入,加强第一微针4与皮肤的阻力,使第一微针4可以停留在皮肤中,且当第一微针4扎入皮肤且皮肤恢复一定形变后,皮肤与第一微针4的第三凸起423和第一凸起421的间隙相对减小,贴合度较好,可较好实现二次扎入皮肤中,从而使第一微针4稳定的嵌合在皮肤中。此外,因第一微针4扎入皮肤后第一凸起421位于皮肤角质层,溶解速度较慢,因此第一凸起 421的体积不宜过大。
100.参照图27所示,通过上述设置的凸起42,以使第一微针4穿刺并进入皮肤后,第一凸起421位于角质层中,角质层附近的皮肤含水量低,因此,嵌合此处的第一凸起421溶解速度较慢,第一凸起421虽体积最小但仍可以提供长时间的皮肤抓持力。第二凸起422和第三凸起423均嵌合在角质层下方,此处的皮肤含水量较高,第二凸起422和第三凸起423的溶解速度较快,由于第二凸起422的体积小于第三凸起423的体积,因此,第三凸起423的溶解时间长于第二凸起422。在第一微针4 进入皮肤后的初始阶段,皮肤反弹力最强,第二凸起422和第三凸起423可以提供较强的皮肤抓持力以抵消皮肤反弹力,进而使第一微针4稳定嵌合在皮肤内。随着时间的推移,微针主体41、第二凸起422和第三凸起423溶解,第一微针4对皮肤的抓持力减弱,此时,皮肤的形变量减小且反弹力减弱。当第二凸起422基本完全溶解,第三凸起423未完全溶解仍能起一定的抓持力,且第一凸起421的溶解程度较小,第一凸起421和第三凸起423仍然可以提供足够的皮肤抓持力,以保证第一微针4稳定的嵌合在皮肤内部。
101.进一步,本实施例的微针贴的基底层5包括如下两种设置形式:
102.(1)基底层5为完整板体:基底层5为黏性层。
103.(2)基底层5为镂空板体:参照图13所示,基底层5上设置至少一个基底通孔51,基底通孔51与对应的第一微针4相邻设置,且与第一微针4上的凸起42同侧设置。
104.实施例2
105.参照图9-15、19-20、23-25所示,在实施例1的基础上,本实施例还提供一种用于成型上述结构的微针的微针模具。
106.本实施例的微针模具由上至下依次包括上模1和下模3,上模1和下模3可拆卸连接。上模1包括上模底板11,上模底板11的底部设置至少一个内模12。内模12 上设置至少一个凹槽122,以在第一微针4中部412上形成至少一个凸起42。
107.由于内模12的设置,使得成型后的具有非平滑表面的第一微针4能够轻松从微针模具中取出。
108.进一步地,可以通过在该内模12内部设置凹槽122,使得微针上能够成型凸起 42,从而提高了使用过程中微针对皮肤的抓持力。
109.下模3的顶部设置至少一个第一成型腔31。每个第一成型腔31对应至少一个内模12设置,第一成型腔31容纳内模12。第一成型腔31与内模12围合成的空间用于成型第一微针4。上模1与下模3合模,用于成型设有多个具有凸起42的微针的微针阵列。
110.通过在内模12上设置凹槽122,以在第一微针4中部412上形成至少一个凸起42,进而使第一微针4穿刺进入皮肤后,通过凸起42或者针尖411突出于中部412 周向的部分锚固于皮肤上,提高第一微针4与皮肤的抓持力。第一微针4成型后,先将上模1与下模3分离,再将第一微针4由第一成型腔31内取出,以避免第一微针4上的凸起42或者针尖411突出于中部412的部分在脱模过程中损坏。
111.图11为内模截面图,具体地,内模12包括内模主体120、设置于内模主体120 上的凹槽122及导向口模具123。导向口模具123为设置于内模主体120最大直径端面上沿周向延伸的突起。内模主体120设有导向口模具123最大直径端面的开放端的两端连接线的长度大于第一微针4上的两个导向口414的与针座413外周向侧壁的接合点连接线的长度。优选的,内模主体120最大直径端面为优弧,第一微针4 的最大直径端面为劣弧,从而使微针贴基底层5撕除时撕除裂纹可围绕第一微针4 的两侧延伸后相交。
112.内模主体120直径较小的一端朝向直径较大的一端的方向为y方向,则凹槽122 沿着y方向延伸。凹槽122的延伸方向与内模12的轴线间的夹角为θ,优选为15
°
≤θ≤75
°
,更优选为30
°
≤θ≤60
°
。
113.进一步,参照图11所示,凹槽122的数量至少为1个,沿着y方向的相反方向,凹槽122的体积依次增大,以使成型出的第一微针4中相应的凸起42的体积依次增大。
114.优选地,凹槽122的数量至少为2个,更优选为3个,分别为第一凹槽1221,第二凹槽1222和第三凹槽1223。
115.优选地,第一凹槽1221的底部与内模12较大直径端面的距离g1为100μm~130 μm,第一凹槽1221的竖直延伸距离g1为30μm;第二凹槽1222的底部与内模12 较大直径端面的距离g2为250μm~350μm,第二凹槽1222的竖直延伸距离g2为 100μm;第三凹槽1223的底部与内模12较大直径端面的距离g3为250mm~450mm,第三凹槽1223的竖直延伸距离g3为50mm。第一凹槽1221的延伸方向与内模12轴线间的夹角θ1为45
°
,第二凹槽1222的延伸方向与内模12轴线间的夹角θ2为30
°
,第三凹槽1223的延伸方向与内模12轴线间的夹角θ3为60
°
。沿y方向,内模主体 120设置凹槽122的断面为具有拔模斜度的竖直壁,从而便于制备第一微针4时内模 12从第一成型腔31中拔出,而保证凸起42完整无损,保证产品的良品率。
116.当凹槽122包括第一凹槽1221和第二凹槽1222时:第一凹槽1221用于成型第一微针4上的第一凸起421,第二凹槽1222用于成型第二凸起422,以在第一微针4 的y方向上成型出两个凸起42,在此基础上,内模主体120靠近第一成型腔31一端的端部与第一成型腔31之间成型第三凸起423,以在第一微针4的y方向上成型出三个凸起42。
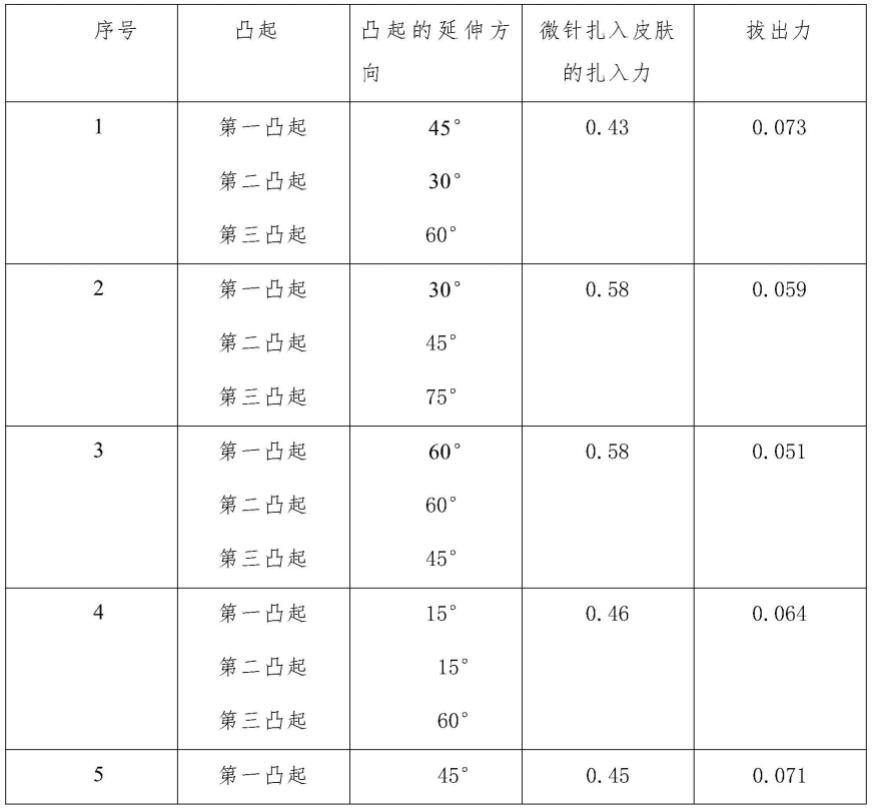
117.当凹槽122包括第一凹槽1221、第二凹槽1222和第三凹槽1223时:第一凹槽 1221用于成型第一微针4上的第一凸起421,第二凹槽1222用于成型第二凸起422,第三凹槽1223用于成型第三凸起423,以在第一微针4的y方向上成型出三个凸起 42。当然,内模主体120靠近第一成型腔31一端的端部与第一成型腔31之间还可以成型出第四凸起。表1是设有不同凹槽122的微针模具制备出的具有不同凸起42 的微针的实施例及对比实施例的实验数据。
118.表1
119.[0120][0121]
需要说明的是,当第一微针4沿着针尖411向针座413延伸的方向设置两个凸起42时,凸起42的形状设置为不影响脱模。具体为:
[0122]
第一凸起421的周向侧壁竖直延伸,或者向靠近微针主体41的方向倾斜设置,第二凸起422的周向侧壁竖直延伸,或者抵靠在第一成型腔31的周向侧壁,以避免第一凸起421影响第二凸起422的脱模。
[0123]
当微针上第一微针4上设置大于两个凸起42时:
[0124]
第一凸起421的周向侧壁竖直延伸。位于第一凸起421和第三凸起423之间的第二凸起422及其他凸起42的周向侧壁竖直延伸,或者向靠近微针主体41的方向倾斜设置。第三凸起423的周向侧壁竖直延伸,或者抵靠在第一成型腔31的周向侧壁。通过上述设置,以避免凸起42间影响脱模。
[0125]
进一步,为更好的解释说明,作为示例,如下为用于成型实施例1中所列出形状的第一微针4的微针模具的具体结构:
[0126]
当微针主体41为水平投影呈扇形的锥体时,下模3的第一成型腔31为圆锥形。
[0127]
当微针主体41为水平投影呈椭圆扇形的椎体时,下模3的第一成型腔31为水平投
影为椭圆形的圆锥体。
[0128]
当第一微针4的微针主体41为三棱锥时,下模3的第一成型腔31为三棱锥。
[0129]
当第一微针4的微针主体41为四棱锥时,下模3的第一成型腔31为四棱锥。
[0130]
当第一微针4的微针主体41为圆锥和圆柱的结合体时,内模12的水平投影为圆形或椭圆形。其中,当内模12的水平投影为圆形时,下模3的第一成型腔31为圆锥状。当内模12的水平投影为椭圆形时,下模3的第一成型腔31为椭圆锥状。
[0131]
具体地,下模3由聚二甲基硅氧烷(polydimethylsiloxane)注塑成型,下模3的厚度优选为5000μm。下模3的第一成型腔31经特氟龙喷涂工艺处理,避免第一成型腔31同第一微针4粘连,以便于第一微针4与第一成型腔31分离。
[0132]
进一步,为便于上模1和下模3的组合,上模1的底部设置定位插杆13,下模 3的顶部设置与定位插杆13相对应适配的定位槽32。
[0133]
制备微针贴时,通过上模1的定位插杆13和下模3的定位槽32间的预定位,以确保上模1的每个内模12对应下模3的每个第一成型腔31,提高内模12和第一成型腔31的定位精度,避免上模1和下模3对位接合时因定位偏差而导致下模3受损,进而影响第一微针4的制备精度。
[0134]
具体地,定位插杆13靠近上模1的一端为圆柱状,远离上模1的一端为圆锥状,以便于定位插杆13插入定位槽32内。定位槽32的形状和定位插杆13相匹配,以使定位插杆13能够和定位槽32精密且稳定的接合。通过设置定位插杆13和定位槽 32,避免在制备第一微针4的过程中在外力作用下导致上模1和下模3错位,进而改变内模12和第一成型腔31围合成的空间的形状,导致第一微针4的制备精度较低。
[0135]
优选地,定位插杆13的高度为600μm,圆锥状一端的直径为300μm。
[0136]
优选地,设置四个定位插杆13和四个定位槽32,四个定位插杆13分别位于上模底板11的四个端点处,四个定位槽32分别位于下模3顶部的四个端点处,以使上模1稳定组合在下模3上。
[0137]
进一步,本实施例还提供微针贴的制备方法,包括如下两种方式:
[0138]
当成型后的基底层5为完整板体时,采用两步式成型法,即先成型出第一微针4,再制备为微针贴。包括如下步骤:
[0139]
a1:组合上模1和下模3,将内模12插入第一成型腔31,并向第一成型腔31 与内模12围合成的空间内注入配置液。
[0140]
a2:分离上模1和下模3,基底层5附着在干燥成型后的第一微针4上,将第一微针4拔出。
[0141]
当成型后的基底层5为镂空板体,即基底层5上设有基底通孔51时,采用一体成型法,即第一微针4和第一基底层5一体成型为微针贴。包括如下步骤:
[0142]
b1:向第一成型腔31内注入配置液,之后组合上模1和下模3,使内模12插入第一成型腔31。
[0143]
b2:分离上模1和下模3,将干燥成型的第一微针4拔出。
[0144]
具体地,步骤a2和b2中的干燥条件均为:在4-30℃,20%-60%的湿度条件下干燥1-3h。步骤b2将干燥成型的第一微针4沿着第一微针4设有凸起42一侧拔出。
[0145]
因内模12设置于上模1上,成型后的微针贴,其基底层5上对应于设有内模12 的位
置形成基底通孔51。
[0146]
实施例3
[0147]
在实施例2的基础上,本实施例提供的微针模具,用于成型完整板体的基底层5 和设置至少一个第一微针4组合成的微针贴,第一微针4上设置至少一个凸起42。
[0148]
本实施例的定位插杆13插入并抵接定位槽32的底部时,上模1与下模3间存在间隙。当上模1上的内模12位于下模3上的第一成型腔31内且成型第一微针4 时,该间隙用于供空气流通,以加快第一成型腔31内的配置液干燥成型为第一微针 4的速度。
[0149]
优选地,上模1与下模3间的间隙为1-10mm,更优选地,间隙为5mm。
[0150]
进一步,本实施例还提供微针贴的制备方法,采用两步式成型微针贴,即先成型出第一微针4,再制备为微针贴。
[0151]
实施例4
[0152]
参照图12-13所示,在实施例2的基础上,本实施例提供的微针模具,用于成型完整板体的基底层5和至少一个第一微针4组合成的微针贴,第一微针4上设置至少一个凸起42。
[0153]
本实施例中的上模底板11设置至少一个上模底板通孔14,至少一个上模底板通孔14间隔设置,上模底板通孔14和内模12相邻设置,且上模底板通孔14与对应内模12上的凹槽122同侧设置。
[0154]
当至少一个内模12位于第一成型腔31内时,沿下模3向上模1延伸的方向,第一成型腔31与至少一个内模12围合成的空间呈线性延伸并贯穿上模底板11后形成该上模底板通孔14。
[0155]
进一步,本实施例中定位插杆13和定位槽32,当定位插杆13插入并抵接定位槽32的底部时,上模1抵靠下模3,第一成型腔31内的配置液通过上模底板通孔 14进行通风干燥。
[0156]
进一步,本实施例还提供微针贴的制备方法,采用两步式成型微针贴:即先成型出第一微针4,再制备为微针贴。
[0157]
步骤a1中还包括:配置液由上模1的上模底板通孔14注入第一成型腔31内。
[0158]
实施例5
[0159]
参照图9所示,在实施例2的基础上,本实施例提供的微针模具,用于成型设有基底通孔51的基底层5和至少一个第一微针4组合成的微针贴,第一微针4上设置至少一个凸起42。
[0160]
本实施例的微针模具还包括中板2,中板2位于上模1和下模3之间,中板2分别与上模1和下模3可拆卸连接。中板2上设置中板通孔21,中板通孔21用于容纳内模12,且用于成型设有基底通孔51的基底层5。
[0161]
具体地,中板2上设置定位孔22,定位孔22与定位插杆13和定位槽32相对应。
[0162]
具体地,中板2由pet(聚对苯二甲酸乙二醇酯)等其它种类的塑料制作而成,中板2的厚度优选为0.1-2mm。
[0163]
进一步,本实施例中上模1的定位插杆13和下模3的定位槽32的结构与实施例2中的一致。
[0164]
进一步,本实施例还提供微针贴的制备方法,采用一步式成型微针贴,具体方法如下:
[0165]
步骤a1中还包括:将配置液高压喷射注入第一成型腔31内,用刮刀沿中板2 刮平,以使配置液布满中板通孔21。
[0166]
上述微针贴的制备过程中,先将上模1的内模12由下模3的第一成型腔31内拔出,此时,微针贴的基底层5上形成基底通孔51,设置凸起42的第一微针4仍位于第一成型腔31内,微针主体41设置凸起42的一侧与第一成型腔31间存在间隙。第一微针4脱模时,沿第一微针4未设置凸起42一侧向设置凸起42一侧的方向揭开基底层5。第一微针4一体成型于基底层5上,因此,第一微针4随基底层5一并从第一成型腔31中脱离,完成脱模操作。由于基底层5远离凸起42一侧,完整无镂空,无应力集中现象,基底层5与第一微针4结合强度高,而下模3与第一微针4 在靠近第一微针4设有凸起42一侧存在空隙,第一微针4与下模3分离的阻力小,第一微针4脱模时,基底层5可连同第一微针4一起从硅胶摸具中顺利脱离,完成脱模,过程方便,不易断针,良品率高。
[0167]
参照图10-11所示,进一步,内模12上设置导向口模具123,以在第一微针4 成型后,第一微针4与基底层5的连接处,且在第一微针4上形成导向口414。导向口模具123为设置于内模主体120直径较大端面上且沿其周向延伸的突起。导向口模具123最大直径端面的开放端的两个端点间连线长度大于第一微针4上两个导向口414分别与针座413的周向侧壁的两个接合点的连接线长度,从而再撕除基底层5 时所产生的撕除裂纹可围绕第一微针4的两侧延伸后相交。
[0168]
实施例6
[0169]
参照图23-25所示,在实施例2的基础上,本实施例中的微针模具用于成型具有完整板体的基底层5以及设置至少一个凸起42的第一微针4的微针贴。
[0170]
本实施例的微针模具由上至下依次包括上模1和下模3,上模1和下模3可拆卸连接。上模1包括上模底板11,上模底板11的底部设置至少一个内模12。下模3 的顶部设置至少一个第一成型腔31。每个成型腔31对应一个内模12,第一成型腔 31容纳内模12。内模12设置上下贯通的空腔121,空腔121连通第一成型腔31,空腔121包括至少一个凹槽122。内模12和第一成型腔31围合成的空间用于成型第一微针4,以在空间内成型第一微针4。
[0171]
第一微针4成型后,先将上模1与下模3分离,再采用黏性的基底层贴5附于下模3的顶部,以使黏性的基底层5粘住第一微针4的针座413远离针尖411的一端端部,并将第一微针4由第一成型腔31内取出,以避免第一微针4上的凸起42 在脱模过程中损坏。
[0172]
优选地,空腔121内包括两个凹槽122,两个凹槽122相对设置,以在第一微针4上成型出两个相对设置凸起42,或者,空腔121内包括四个凹槽122,以在第一微针4上成型出四个沿其周向间隔布置的凸起42。
[0173]
优选地,内模12的水平投影为圆形或椭圆形。当内模12的水平投影为圆形时,下模3的第一成型腔31为圆锥状。当内模12的水平投影为椭圆形时,下模3的第一成型腔31为椭圆锥状。
[0174]
进一步,本实施例中的定位插杆13插入定位槽32内时,上模1抵靠下模3,第一成型腔31内的配置液通过空腔121进行通风干燥。
[0175]
进一步,本实施例还提供微针贴的制备方法,用于两步式成型微针贴。
[0176]
实施例7
[0177]
在实施例2和5的基础上,所成型的微针贴的基底层5上具有应力点结构,优势如
下:
[0178]
第一微针4扎入皮肤后,手抓持基底层5并揭起基底层5。同时,第一微针4通过凸起42嵌合在皮肤中,第一微针4与皮肤间的抓持力较大,第一微针4与皮肤间的嵌合阻力(抓持力)>黏性的基底层5与第一微针4断裂分离的剥离力>第一微针4的脱模拔出力,可实现第一微针4顺利脱模及第一微针4扎入皮肤后顺利撕除基底层5。去除基底层5后,仅将第一微针4留存于皮肤中,进而提高了微针贴使用的舒适度和美观性,特别是儿童、宠物、精神病患者用药过程中存在抓挠或舔舐基底的情况,而避免导致第一微针4脱落。
[0179]
具体地,第一微针4的压溃力即微针扎入皮肤时能承受的最大阻力值≥0.1n,可顺利刺入皮肤。第一微针4扎入皮肤后的拔出力即第一微针4与扎入皮肤后与皮肤间的抓持力≥0.06n,第一微针具有很强的组织黏附力,撕除基底层5后,无需黏性的基底层5固定即可滞留在皮肤内。
[0180]
进一步,参照图1,14-18所示,成型后的微针贴上设置应力点结构。应力点结构包括设置于基底层5上的基底通孔51及设置于第一微针4的针座413上的导向口 414,导向口414位于第一微针4的针座413两侧与基底通孔51的接合处,且导向口414位于针座413的周向侧壁上。第一微针4和与其相邻的基底通孔51组成应力单元,基底层5上间隔设置至少一组应力单元。使第一微针4扎入皮肤后,基底层5 在撕扯外力及第一微针4与皮肤的嵌合力的合力作用下,基底层5与第一微针4分离时所形成的裂痕6精准的沿着导向口414与第一微针4得针座413周向侧壁的方向延伸,并在相邻两组应力单元之间的基底层5上交汇为交汇点60,使第一微针4 与基底层5彻底有效分离。
[0181]
实施例8
[0182]
在实施例5和7的基础上,本实施例中的微针模具的下模3的顶部还设置至少一个第二成型腔33,在微针模具合模时,第二成型腔33内无内模12,以在第二成型腔33内成型出第二微针40,如图28和29所示。
[0183]
本实施例中,至少一个第一成型腔31和至少一个第二成型腔33间隔布置于下模3上。上模1与下模3嵌合时,具有凹槽122的内模12嵌合于第一成型腔31中,第二成型腔33中无内模12。第一成型腔31、与第一成型腔31嵌合的内模12、第二成型腔33形成微针模具单元。第二成型腔33设置于第一成型腔31一侧,且当上模 1和下模3嵌合时,第二成型腔33位于第一成型腔31所嵌合的内模12设有凹槽122 的一侧。
[0184]
优选地,多个微针模具单元以多排多列的方式布置,当上模1和下模3嵌合时,每一内模12的凹槽122同侧设置,以形成具有多个微针单元的微针贴,相应的每个微针单元包括间隔设置的第一微针4和第二微针40。第一微针4上设有凸起42,第二微针40为不设有凸起42的微针。第二微针40位于第一微针4不设凸起42的一侧。各个微针单元在微针贴的基底层5上的排布方向相同,第一微针40的凸起42 向相同的方向地的,微针模具单元中,内模12上设置有导向口模具123,导向口模具123为设置于内模主体120直径较大端面上沿周向延伸的突起。导向口模具123 最大直径端面的开放端的两个端点间连线长度大于第一微针4上两个导向口414分别与针座413的周向侧壁的两个接合点的连接线长度。第一微针4上两个导向口414 分别与针座413的周向侧壁结合处的两个接合点的连接线长度大于第二成型腔33端面与两个接合点的连接线同向的两端连线的最大长度。导向口模具123延长线与第二成型腔33端面的周向相切,从而使导向口414位于第一微针4的针座413的周向侧壁,且导向
口模具123的延长线与第二微针40的针座413的周向侧壁相切。经上述设置的模具单元制备而成的微针贴,能够使微针扎入皮肤后撕除基底层5的过程中,由应力点结构处产生的撕除裂纹沿着导向口414的延伸方向延伸,并与第二微针40的周向侧壁相切,在撕除外力的继续作用下,撕除裂纹围绕微针单元且交汇于与其相邻的微针单元的间隙处,以避免在撕除基底层5时将第二微针40带出。并且,每一应力点结构所形成的撕除裂纹区域远离相邻的微针单元,以避免在撕除基底层5 的过程中,对相邻微针单元产生干扰,并便于撕除基底层5。
[0185]
更优选地,第一成型腔31为锥形,最大半径为r,沿第一成型腔31与第二成型腔33圆心连线方向,微针模具单元的第一成型腔31圆心至相邻微针单元的第一成型腔31圆心的距离为l,3r≤l≤6r。该微针模具单元制备的微针贴的基底层5具有足够的强度,微针贴贴敷于皮肤上,微针扎入皮肤中后,撕除基底层5时基底层5 上未设置微针的区域的强度足够可一次撕除基底层5,可有效避免因基底层5上未设置微针的区域断裂而需多次撕除基底层5。
[0186]
尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行改动、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。