技术特征:
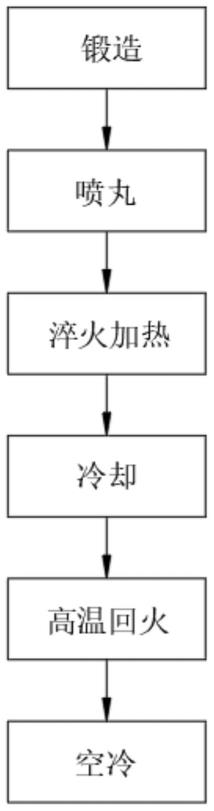
1.一种锻件热处理加工方法,其特征在于,包括以下步骤:锻造;喷丸:除去毛胚表面的氧化层;淬火加热:将毛胚内部的晶粒全部转化成奥氏体;冷却:以大于临界冷却速度的速度对毛胚进行冷却,将奥氏体全部转化成马氏体;高温回火;将马氏体转化成回火马氏体;空冷。2.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,在喷丸时,采用直径为0.2mm~0.6mm的钢丸,叶轮式喷丸机的喷丸速度为1400r/min~1800r/min,对毛胚喷丸4min~12min。3.根据权利要求2所述的一种锻件热处理加工方法,其特征在于,在喷丸时,采用直径为0.2mm、0.3mm、0.4mm、0.5mm或者0.6mm的钢丸,喷丸速度为1600r/min,对毛胚喷丸8min。4.根据权利要求2所述的一种锻件热处理加工方法,其特征在于,在喷丸时,采用直径为0.4mm的钢丸,喷丸速度为1000r/min、1200r/min、1400r/min、1600r/min或者1800r/min,对毛胚喷丸8min。5.根据权利要求2所述的一种锻件热处理加工方法,其特征在于,在喷丸时,采用直径为0.4mm的钢丸,喷丸速度为1600r/min,对毛胚喷丸4min、6min、8min、10min或者12min。6.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,锻造时需要将胚料加热到1150℃~1250℃,并对胚料进行锻造成型。7.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,在锻造过程中,使用压力机将待处理的毛胚进行模锻成型,压力机的压力范围为500t-1000t。8.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,在淬火加热过程中,将毛胚加热到800℃以上,并保温1h~2h。9.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,在冷却过程中,将毛胚浸没于常温的矿物油中进行快速降温。10.根据权利要求1所述的一种锻件热处理加工方法,其特征在于,在高温回火过程中,将毛胚加热至500~650℃后保温,保温1.5h~2.5h。
技术总结
本发明公开了一种锻件热处理加工方法,属于金属热处理技术领域,解决了现有锻件毛胚氧化层阻止胚料冷却的问题。其包括以下步骤:锻造;喷丸:除去毛胚表面的氧化层;淬火加热:将毛胚内部的晶粒全部转化成奥氏体;冷却:以大于临界冷却速度的速度对毛胚进行冷却,将奥氏体全部转化成马氏体;高温回火;将马氏体转化成回火马氏体;空冷。本发明能够去除锻件表面的氧化皮,促进锻件的冷却结晶,使得奥氏体晶粒全部转化成马氏体晶粒。粒全部转化成马氏体晶粒。粒全部转化成马氏体晶粒。
技术研发人员:吴小兰 陈刚 徐金高 何超
受保护的技术使用者:东风(十堰)汽车锻钢件有限公司
技术研发日:2022.02.21
技术公布日:2022/7/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。