技术特征:
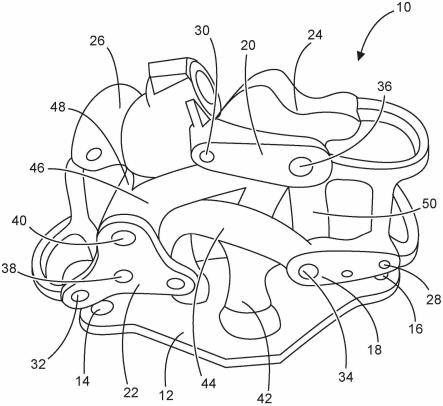
1.用于轨道车辆的气动控制面板的歧管(10),所述歧管(10)包括:至少一个导管(42,44,46,48,50,52,110,120,130,140),用于引导气动流体;和至少一个附接区段(18,20,22,24,26),用于附接气动装置,其特征在于,由通过增材制造工艺获得的坯件(60)获得所述歧管(10)。2.根据权利要求1所述的歧管,其特征在于,进一步通过机加工工艺由所述坯件(60)获得所述歧管(10)。3.根据前述权利要求中的任一项所述的歧管,其特征在于,所述增材机加工工艺是直接金属层烧结(dlms)工艺。4.根据前述权利要求2或3中的任一项所述的歧管,其特征在于,所述坯件(60)包括用于在所述机加工工艺中使用的固定器件。5.根据前述权利要求中的任一项所述的歧管,其特征在于,所述导管(42,44,46,48,50,52)包括壁区段和流过区段,其中所述壁区段的厚度小于2mm。6.根据前述权利要求中的任一项所述的歧管,其特征在于,所述歧管(10)是一件式歧管(10)。7.用于生产用于轨道车辆的气动控制面板的歧管(10)的方法,所述歧管(10)包括:至少一个导管(42,44,46,48,50,52,110,120,130,140),用于引导气动流体;和至少一个附接区段(18,20,22,24,26),用于附接气动装置,其特征在于,在第一步骤(80)中,通过增材制造工艺形成用于所述歧管(10)的坯件(60)。8.根据权利要求7所述的方法,其特征在于,在第二步骤(82)中,所述坯件(60)通过机加工工艺被机加工以成为所述歧管(10)。9.根据权利要求7或8所述的方法,其特征在于,所述增材制造工艺包括布置步骤(88)和制造步骤(86),并且其中使用直接金属层烧结(dlms)工艺执行所述制造步骤(86)。10.根据权利要求9所述的方法,其特征在于,所述布置步骤(88)包括最小化步骤(90),在所述最小化步骤中,所述附接区段(18,20,22,24,26)的位置和旋转被确定为使得所述歧管(10)包括最小体积,与此同时仍然允许附接所述气动装置。11.根据权利要求9或10所述的方法,其特征在于,所述布置步骤包括布局步骤(92),在所述布局步骤中,确定所述至少一个导管(42,44,46,48,50,52,110,120,130,140)的横截面和布置。12.根据权利要求9至11中的任一项所述的方法,其特征在于,所述布置步骤(88)包括:旋转步骤(94),在所述旋转步骤中,确定用于所述制造步骤(86)的所述坯件(60)的空间旋转,其中使用由所述空间旋转确定的所述制造步骤(86)的一个或多个参数来根据一个或多个标准确定最佳空间旋转,所述标准包括以下中的至少一项:所述制造步骤(86)的所需持续时间、在所述第二步骤(82)期间要机加工的所述坯件(60)的部分的易接近性、所述坯件(60)内的残余应力的减小、用于所述制造步骤(86)的所需支撑件(62,64,66,68)的减少。13.根据权利要求7至12中的任一项所述的方法,其特征在于,在所述第二步骤(82)之后要执行的第三步骤(84)包括测试步骤,所述测试步骤用于确定所述歧管(10)是否符合先前定义的规范。
技术总结
一种用于轨道车辆的气动控制面板的歧管(10),其包括用于引导气动流体的至少一个导管(42,44,46,48,50,52,110,120,130,140)和用于附接气动装置的至少一个附接区段(18,20,22,24,26)。由通过增材制造工艺获得的坯件(60)获得所述歧管(10)。一种用于生产用于轨道车辆的气动控制面板的歧管(10)的方法,其包括第一步骤(80),在所述第一步骤中,通过增材制造工艺形成用于歧管(10)的坯件(60),所述歧管(10)包括用于引导气动流体的至少一个导管(42,44,46,48,50,52,110,120,130,140)和用于附接气动装置的至少一个附接区段(18,20,22,24,26)。26)。26)。
技术研发人员:A
受保护的技术使用者:克诺尔轨道车辆系统有限公司
技术研发日:2020.11.13
技术公布日:2022/7/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。