1.本实用新型涉及夹具装置技术领域,具体为一种用于磁铁压合的夹具装置。
背景技术:
2.由于磁铁的吸附能力以及同性相斥异性相吸的辨向特点,使得磁铁被大量应用到电子产品中,来帮助产品与配件之间的配对组合,例如智能手表上的磁吸式充电线,极大改善了用户体验。
3.因为磁铁固有的物理特性,如果磁铁在装配中错放了极性方向,那产品与配件的配对必然出现问题影响用户使用。靠人工去对预装的磁铁进行逐一检测或者错装后返工都是非常耗时耗力的投入;鉴于此,我们提出了一种用于磁铁压合的夹具装置。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种用于磁铁压合的夹具装置,解决了上述背景技术提到的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于磁铁压合的夹具装置,包括下模具和上模具,所述上模具的侧壁上焊接有压合柱,所述上模具的底部设置有对待装配磁铁位置和极性的极性确定组件,所述极性确定组件包括压合柱和极性定位磁铁,所述压合柱的底部开设有上膜凹槽,且上膜凹槽内镶嵌有极性定位磁铁,所述压合柱的底部与极性定位磁铁的底部位于同一水平面上。
8.优选的,所述上模具底部的侧壁上固定安装有定位杆,所述下模具上开设有与定位杆相适配的定位槽。
9.优选的,所述极性定位磁铁与待装配磁铁相磁吸。
10.优选的,所述下模具上开设有下模凹槽,下模凹槽上放置有与其相贴合的待装配产品。
11.优选的,所述待装配产品上设置有与待装配磁铁相适配的产品槽。
12.优选的,所述极性定位磁铁与待装配磁铁的轴心线为同一条直线。
13.(三)有益效果
14.本实用新型提供了一种用于磁铁压合的夹具装置。具备以下有益效果:
15.(1)、该用于磁铁压合的夹具装置,能确保待装配磁铁不会脱落而且实现简单成本低。避免发生待装配磁铁的预装位置发生偏位,保证安装质量,无需人工对待装配磁铁的磁性进行确定,有效的提升了加工效率。
16.(2)、该用于磁铁压合的夹具装置,压合柱与待装配磁铁的接触面是压合动作的主要着力面,以此避免极性定位磁铁与待装配磁铁之间的挤压力度过大而出现的破碎问题。
附图说明
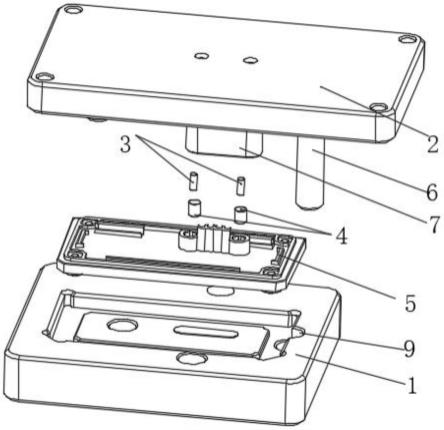
17.图1为本实用新型装置爆炸示意图;
18.图2为本实用新型装置的结构示意图;
19.图3为本实用新型图2中a部分放大结构示意图;
20.图4为本实用新型压合柱剖视的结构示意图。
21.图中:1、下模具;2、上模具;3、极性定位磁铁;4、待装配磁铁;5、待装配产品;6、定位杆;7、压合柱;8、上膜凹槽;9、定位槽。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-图4,本实用新型提供一种技术方案:一种用于磁铁压合的夹具装置,包括下模具1和上模具2,下模具1和上模具2均采用铝合金材料制成,确保夹具不会对磁铁产生极性影响;上模具2的侧壁上焊接有压合柱7,上模具2的底部设置有对待装配磁铁4位置和极性的极性确定组件,极性确定组件包括压合柱7和极性定位磁铁3,压合柱7的底部开设有上膜凹槽8,且上膜凹槽8内镶嵌有极性定位磁铁3,压合柱7的底部与极性定位磁铁3的底部位于同一水平面上;极性定位磁铁3是以零间隙紧配的方式安装在压合柱7的上膜凹槽8内,确保不会脱落,其极性方向在安装前通过人工确认,根据磁铁之间同性相斥异性相吸的原理,吸附在夹具上的待装配磁铁4的极性方向也就是确定的,不存在极性错误。
24.极性定位磁铁3与待装配磁铁4的圆柱直径比在2/3和3/4之间,且极性定位磁铁3的长度要大于待装配磁铁4的长度,当待装配磁铁4靠近极性定位磁铁3后,待装配磁铁4被吸附在极性定位磁铁3上,而且无需人为干预,完成吸附之后,待装配磁铁4和极性定位磁铁3的圆柱中心轴基本在同一条直线上,待装配磁铁4的顶面与压合柱7底面呈紧贴状态。随着中心轴和底面位置被固定下来,待装配磁铁4在夹具上的压合前位置就被精准确定下来。采用这种方式不但能确保待装配磁铁4不会脱落而且实现简单成本低。避免发生待装配磁铁4的预装位置发生偏位,保证安装质量。
25.压合柱7与待装配磁铁4的接触面是压合动作的主要着力面,以此避免极性定位磁铁3与待装配磁铁4之间的挤压力度过大而出现的破碎问题。
26.本实施例中,上模具2底部的侧壁上固定安装有定位杆6,下模具1上开设有与定位杆6相适配的定位槽9。极性定位磁铁3与待装配磁铁4相磁吸。下模具1上开设有下模凹槽,下模凹槽上放置有与其相贴合的待装配产品5。待装配产品5上设置有与待装配磁铁4相适配的产品槽。极性定位磁铁3与待装配磁铁4的轴心线为同一条直线。
27.工作时(或使用时),压合前,上模具2和下模具1是分离状态,通过人工操作,待装配磁铁4被吸附在极性定位磁铁3上,待装配产品5被放置在下模凹槽内。上模具2通过制动设备提供的动力进行一次压合活动,就完成一套磁铁和产品的装配。等夹具恢复到分离状态,便可取走装配好磁铁的产品,整个过程到此完成。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,
可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种用于磁铁压合的夹具装置,包括下模具(1)和上模具(2),其特征在于:所述上模具(2)的侧壁上焊接有压合柱(7),所述上模具(2)的底部设置有对待装配磁铁(4)位置和极性的极性确定组件;所述极性确定组件包括压合柱(7)和极性定位磁铁(3),所述压合柱(7)的底部开设有上膜凹槽(8),且上膜凹槽(8)内镶嵌有极性定位磁铁(3),所述压合柱(7)的底部与极性定位磁铁(3)的底部位于同一水平面上。2.根据权利要求1所述的用于磁铁压合的夹具装置,其特征在于:所述上模具(2)底部的侧壁上固定安装有定位杆(6),所述下模具(1)上开设有与定位杆(6)相适配的定位槽(9)。3.根据权利要求1所述的用于磁铁压合的夹具装置,其特征在于:所述极性定位磁铁(3)与待装配磁铁(4)相磁吸。4.根据权利要求1所述的用于磁铁压合的夹具装置,其特征在于:所述下模具(1)上开设有下模凹槽,下模凹槽上放置有与其相贴合的待装配产品(5)。5.根据权利要求4所述的用于磁铁压合的夹具装置,其特征在于:所述待装配产品(5)上设置有与待装配磁铁(4)相适配的产品槽。6.根据权利要求1所述的用于磁铁压合的夹具装置,其特征在于:所述极性定位磁铁(3)与待装配磁铁(4)的轴心线为同一条直线。
技术总结
本实用新型公开了一种用于磁铁压合的夹具装置,涉及夹具装置技术领域。该用于磁铁压合的夹具装置,包括下模具和上模具,所述上模具的侧壁上焊接有压合柱,所述上模具的底部设置有对待装配磁铁位置和极性的极性确定组件,所述极性确定组件包括压合柱和极性定位磁铁,所述压合柱的底部开设有上膜凹槽,且上膜凹槽内镶嵌有极性定位磁铁,所述压合柱的底部与极性定位磁铁的底部位于同一水平面上。该用于磁铁压合的夹具装置,能确保待装配磁铁不会脱落而且实现简单成本低。避免发生待装配磁铁的预装位置发生偏位,保证安装质量,无需人工对待装配磁铁的磁性进行确定,有效的提升了加工效率。率。率。
技术研发人员:李苏华 成飞 周亮
受保护的技术使用者:深圳市鼎飞技术有限公司
技术研发日:2022.03.22
技术公布日:2022/7/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
