1.本实用新型涉及电池制造技术领域,具体涉及一种极片模切清洗装置。
背景技术:
2.极片模切作为电池制作中的关键工序,主要依靠极卷放卷机构、极卷纠偏机构、极片模切机构、极片裁断机构、ccd极片尺寸检测机构、下料机构等联动实现极片的模切。由于涂布过程收放卷的影响,靠近极耳部位会出现涂布厚度偏薄的现象,因此在模切完成后对应的极耳部位涂布区也会相应的变薄,这样在整个模切完成后极片整体涂布区不均匀,导致极片的一致性差、极片的单片容量降低进而影响电池组装后的容量。
技术实现要素:
3.本实用新型的目的是提供一种极片模切清洗装置,提高极片模切的一致性。
4.本实用新型的目的可以通过以下技术方案来实现:一种极片模切清洗装置,包括沿极片移动方向依次设置的放卷机构、辊压机构和模切机构;
5.所述的极片模切清洗装置还包括用于对极片偏薄区域进行清洗的清洗机构,所述的清洗机构设置在辊压机构前,清洗机构包括激光模组和检测反馈系统。本实用新型装置通过激光模组对极片极耳部位偏薄区进行清洗消除,可有效提高极片涂覆区厚度的一致性,从而提升电池组装后的单体容量,同时通过和检测反馈系统对清洗尺寸进行检测反馈,提高极片模切尺寸的一致性。
6.优选地,所述的激光模组包括分别设置在极片的上下两侧的上激光模组和下激光模组。激光模组通过上、下激光模组清洗消除极耳部位偏薄区。
7.优选地,所述的检测反馈系统包括ccd镜头和补光板。
8.进一步优选地,所述的ccd镜头设置在极片上方,补光板设置在极片下方,补光板与ccd镜头相对设置。ccd镜头和补光板组合对清洗后的极卷尺寸进行检测。本实用新型检测反馈系统可提高极片ccd检测效率,降低尺寸不良误判率。
9.优选地,所述的放卷机构和辊压机构之间设有对极片进行支撑的支撑机构。
10.进一步优选地,所述的支撑机构包括多根极片过辊。多根极片过辊平行排布,主要用于对极片进行支撑。
11.优选地,所述的放卷机构包括放卷轴和驱动放卷轴运动的放卷电机。放卷轴用于极卷的固定,放卷电机可控制极卷放卷速度。
12.进一步优选地,所述的放卷机构还包括x轴伺服移动系统,在x轴伺服移动系统与放卷电机之间还设有固定板。x轴伺服移动系统可调整极卷在x轴方向的位置,x轴伺服移动系统通过固定板与放卷电机连接固定。
13.优选地,所述的辊压机构包括分别设置在极片上下两侧的上压辊和下压辊。辊压机构对极片清洗位置以及极片整体进行碾压,有效降低清洗位置的毛刺,保证极片厚度均匀,提高极片模切的良品率。
14.优选地,所述的模切机构包括分别设置在极片上下两侧的切模板和底模板。切模板和底模板联动,用于模切需求尺寸的极片。
15.与现有技术相比,本实用新型具有以下优点:
16.1.本实用新型清洗机构可清洗消除涂布来料极耳部位偏薄区,有效提高极片涂覆区厚度的一致性,从而提升电池组装后的单体容量;
17.2.本实用新型检测反馈系统,对清洗尺寸进行检测反馈,提高极片模切尺寸的一致性;
18.3.本实用新型压辊结构,对极片清洗位置以及极片整体进行碾压,有效降低清洗位置的毛刺,保证极片厚度均匀,提高极片模切的良品率;
19.4.本实用新型极片厚度均匀,在模切过程中有效降低模具的磨损,提高模具的使用寿命,降低模具的使用成本;
20.5.本实用新型模切后单体极片尺寸一致性高,降低了尺寸不良误判率,从而提高设备生产效率。
附图说明
21.图1为本实用新型极片模切清洗装置的结构示意图;
22.图2为本实用新型清洗机构的结构示意图;
23.图3为本实用新型支撑机构的结构示意图;
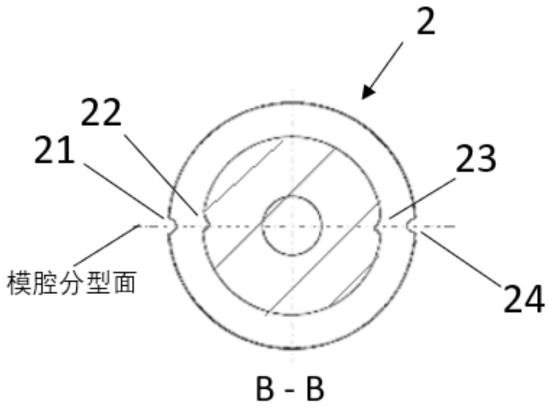
24.图4为本实用新型辊压机构的结构示意图;
25.图中:1-放卷机构,11-放卷轴,12-放卷电机,13-x轴伺服移动系统,14-固定板,2-辊压机构,21-上压辊,22-下压辊,3-模切机构,31-切模板,32-底模板,4-清洗机构,41-激光模组,411-上激光模组,412-下激光模组,42-检测反馈系统,421-ccd镜头,422-补光板,5-支撑机构,51-极片过辊,6-极片,61-极片偏薄区。
具体实施方式
26.下面结合附图和具体实施例对本实用新型进行详细说明。以下实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
27.实施例1
28.一种极片模切清洗装置,包括放卷机构1、辊压机构2、模切机构3、清洗机构4和支撑机构5,如图1所示,放卷机构1包括放卷轴11、放卷电机12、x轴伺服移动系统13和固定板14,放卷轴11用于对极卷进行固定,放卷电机12控制极卷的放卷速度,放卷电机12连接固定板14,固定板14连接x轴伺服移动系统13,x轴伺服移动系统13可调整极卷在x轴方向的位置。清洗机构4的结构如图2所示,包括激光模组41和检测反馈系统42,其中,激光模组41包括分别设置在极片6上下两侧的上激光模组411和下激光模组412,分别对极片6上下两侧的偏薄区进行清洗消除;检测反馈系统42设置在激光模组41后方,包括ccd镜头421和补光板422,用以对清洗尺寸进行检测反馈,提高极片模切尺寸的一致性。
29.在放卷机构1之后依次设置有支撑机构5、辊压机构2和模切机构3,支撑机构5的结构如图3所示,包括多根平行设置的极片过辊51,用以对极片6进行支撑,辊压机构2的结构
如图4所示,包括分别设置在极片6上下两侧的上压辊21和下压辊22,用于对清洗后的位置进行碾压。模切机构3的结构如图1所示,包括分别设置在极片6上下两侧的切模板31和底模板32,用于模切需求尺寸的极片。
30.本实用新型装置工作时,极片6从放卷机构1出发,向模切机构3移动,在支撑机构5的支撑下,表面维持展平,经清洗机构4清洗消除极片偏薄区61后,经辊压机构2碾压,降低清洗位置的毛刺,随后进入模切机构3,被模切成具有需求尺寸的极片6。
31.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用本实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
技术特征:
1.一种极片模切清洗装置,其特征在于,包括沿极片移动方向依次设置的放卷机构(1)、辊压机构(2)和模切机构(3);所述的极片模切清洗装置还包括用于对极片偏薄区域进行清洗的清洗机构(4),所述的清洗机构(4)设置在辊压机构(2)前,清洗机构(4)包括激光模组(41)和检测反馈系统(42)。2.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的激光模组(41)包括分别设置在极片的上下两侧的上激光模组(411)和下激光模组(412)。3.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的检测反馈系统(42)包括ccd镜头(421)和补光板(422)。4.根据权利要求3所述的极片模切清洗装置,其特征在于,所述的ccd镜头(421)设置在极片上方,补光板(422)设置在极片下方,补光板(422)与ccd镜头(421)相对设置。5.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的放卷机构(1)和辊压机构(2)之间设有对极片进行支撑的支撑机构(5)。6.根据权利要求5所述的极片模切清洗装置,其特征在于,所述的支撑机构(5)包括多根极片过辊(51)。7.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的放卷机构(1)包括放卷轴(11)和驱动放卷轴(11)运动的放卷电机(12)。8.根据权利要求7所述的极片模切清洗装置,其特征在于,所述的放卷机构(1)还包括x轴伺服移动系统(13),在x轴伺服移动系统(13)与放卷电机(12)之间还设有固定板(14)。9.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的辊压机构(2)包括分别设置在极片上下两侧的上压辊(21)和下压辊(22)。10.根据权利要求1所述的极片模切清洗装置,其特征在于,所述的模切机构(3)包括分别设置在极片上下两侧的切模板(31)和底模板(32)。
技术总结
本实用新型涉及一种极片模切清洗装置,包括沿极片移动方向依次设置的放卷机构(1)、辊压机构(2)和模切机构(3);所述的极片模切清洗装置还包括用于对极片偏薄区域进行清洗的清洗机构(4),所述的清洗机构(4)设置在辊压机构(2)前,清洗机构(4)包括激光模组(41)和检测反馈系统(42)。与现有技术相比,本实用新型可清洗消除极耳部位偏薄区,有效提高极片涂覆区厚度的一致性,从而提升电池组装后的单体容量。从而提升电池组装后的单体容量。从而提升电池组装后的单体容量。
技术研发人员:李彦辉 张亚儒 朱家浩
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:2021.07.28
技术公布日:2022/7/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。