技术特征:
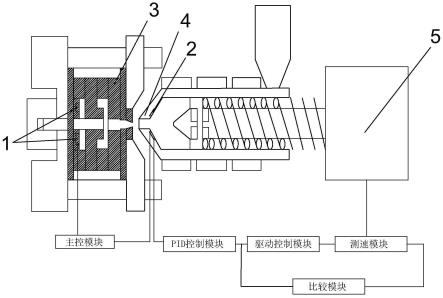
1.一种注塑压力控制系统,其特征在于,包括模具压力感应模块、喷嘴压力感应模块、比较模块、驱动控制模块、测速模块、pid控制模块和主控模块,所述模具压力感应模块和主控模块连接,所述主控模块和喷嘴压力感应模块连接,所述喷嘴压力感应模块和pid控制模块连接,所述驱动控制模块和测速模块以及pid控制模块连接,所述测速模块和比较模块连接,所述比较模块和pid控制模块连接,所述主控模块和pid控制模块连接。2.根据权利要求1所述的一种注塑压力控制系统,其特征在于,所述模具压力感应模块包括模具型腔压力传感器,所述模具型腔压力传感器和主控模块连接。3.根据权利要求1或2所述的一种注塑压力控制系统,其特征在于,所述主控模块包括取样模块、处理模块和参数配置模块,所述参数配置模块和喷嘴压力感应模块连接,所述处理模块和pid控制模块连接。4.根据权利要求1所述的一种注塑压力控制系统,其特征在于,所述驱动控制模块包括信号转换模块,所述转信号转换模块和pid控制模块连接。5.一种基于权利要求1至4所述的注塑压力控制系统的控制方法,其特征在于,包括步骤:s1通过参数配置模块对喷嘴压力感应模块设置第一压力阈值、第二压力阈值和第三压力阈值;s2向比较模块中输入待注射材料的注射时理想压力变换曲线;s3通过测速模块测得螺杆的转速,将其传入驱动控制模块;s4所述驱动控制模块将转速信号转换为控制信号传入pid控制模块;s5使用模具压力感应模块和喷嘴压力感应模块测得压力,将压力信号传入pid控制模块;s6所述pid控制模块根据比较模块输入的理想压力变换曲线进行压力控制。6.根据权利要求5所述的控制方法,其特征在于,所述步骤s1具体包括:s11员工向采样模块中输入注塑所用材料注塑成型时最大注射压力以及保压压力;s12将最大注射压力的50%设为第一压力阈值,90%设为第二压力阈值,将保压压力设为第三压力阈值。7.根据权利要求5所述的控制方法,其特征在于,所述步骤s6具体包括:s61所述pid控制模块根据理想压力变换曲线生成注射增长速率变化率下限阈值k1和上限阈值k2;s62当注射增长速率处于[k1,k2]区间外时,pid控制模块向驱动控制模块生成反馈信号,控制螺杆转速增加/减少,直至注射增长速率变化率处于[k1,k2]区间内;s63当喷嘴处压力达到第一压力阈值时,处理模块向pid控制模块传输转换提醒信号,所述pid控制模块生成注射速率变化率阈值k3,将所述注射速率变化率变换控制于[k2,k3];s64当注射压力达到第二压力阈值时,处理模块判断是否进入保压过程,若是,pid控制模块,块生成注射下降速率变化率阈值k4,并控制螺杆转速将注射下降速率变化率控制在[0.9k4,1.1k4],直至喷嘴处压力为第三压力阈值。
技术总结
本发明公开了一种注塑压力控制系统和控制方法,其中系统包括模具压力感应模块、喷嘴压力感应模块、比较模块、驱动控制模块、测速模块、PID控制模块和主控模块,所述模具压力感应模块和主控模块连接,所述主控模块和喷嘴压力感应模块连接,所述喷嘴压力感应模块和PID控制模块连接,所述驱动控制模块和测速模块以及PID控制模块连接,所述测速模块和比较模块连接,所述比较模块和PID控制模块连接,所述主控模块和PID控制模块连接。本发明还公开了改系统的控制方法。本发明通过PID控制模块对注射过程和保压过程进行压力的精确控制,提高了注塑的产品质量。塑的产品质量。塑的产品质量。
技术研发人员:梁正华 李茂明
受保护的技术使用者:浙江凯华模具有限公司
技术研发日:2022.03.31
技术公布日:2022/7/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。