一种光固化掩膜3d打印结构及其打印方法
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种光固化掩膜3d打印结构及其打印方法。
背景技术:
2.3d打印是快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。现有的3d打印技术分为:熔融沉积成型技术(fdm)、激光烧结成型技术(sls)、激光扫描成像光固化技术(sla)、投影仪图像化照射成型技术(dlp)、显示屏成像紫外频谱光固化技术(lcd)。
3.以lcd光固化3d打印为例,其原理为:利用lcd屏偏振成像的原理,让紫外光从白色部分通过照射到光敏树脂材料进行固化,黑色部分则阻断紫外光源防止多余的曝光。在光源(一般为辐射能量较大的高频紫外光)的照射下,液晶屏幕的图像透明区域对紫外光阻隔减小,紫外光可以透过:在没有图像显示的区域,紫外光线被阻挡。透过液晶屏的紫外光线构成紫外光图像区域。在液晶屏幕的表面安放光固化液态树脂槽,槽底为透明离型膜,紫外光线经过透明离型膜照射到光敏树脂,使被紫外光照射的树脂产生固化反映,被照射到的液态树脂成为固态。液晶屏幕不透光的部分遮挡了紫外光线。被遮挡部分的液态光固化树脂没有被紫外光线照射到,没有被照射到的部分树脂仍然保持液态。经过固化的树脂就是3d打印机制造的产品成型部分。
4.当前,lcd光固化3d打印设备的可靠性和使用寿命存在很大缺点,尤其是lcd液晶屏使用寿命大部分在3个月以内,这是由于在3d打印过程中,紫外光源的强辐射热效应,整个光投影内腔处于封闭的辐射热累积环境,腔内极端情况温度可接近百摄氏度,而直接面对光源辐照的lcd屏幕在高温下老化极快,另外树脂固化也会产生一定的热量,都会作用于lcd屏,从而降低液晶屏的使用寿命;并且,光投影腔体随着打印制造过程的长期温升温降变化,造成较大的热变形和螺栓等固紧机构松弛,直接影响设备整体可靠性。
5.针对上述中的相关技术和lcd打印机现有存在的缺点,本发明设计一种光固化掩膜3d打印结构及其打印方法,以降低打印机整体成本,提高设备整体可靠性。
技术实现要素:
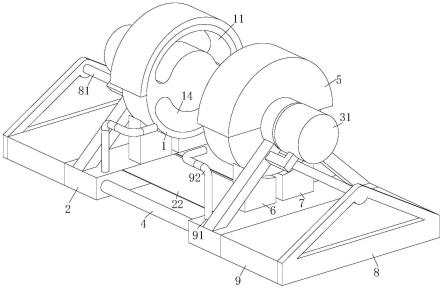
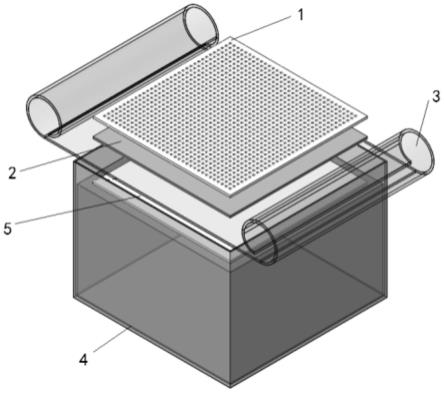
6.本发明提供了一种光固化掩膜3d打印结构,所述3d打印结构自上而下包括led灯珠、遮光板、掩膜卷、光敏材料槽和成型平台;
7.led灯珠持续不间断向下照射紫外光,在led灯珠下方为遮光板,遮光板下方放置掩膜卷中待打印掩膜,若led灯珠与掩膜之间设置的遮光板打开,则紫外光向下照射在掩膜上,若led灯珠与掩膜之间设置的遮光板关闭,则阻挡紫外光对掩膜的照射;在掩膜卷正下方放置光敏材料槽,光敏材料槽内填充用于打印的光敏树脂材料,在光敏树脂材料内放置成型平台,成型平台淹没在光敏树脂材料内,当led灯珠输出的紫外光照射在掩膜上并透过掩膜上的白色区域后,光敏树脂材料在成型平台上固化,得到掩膜白色区域对应形状的固
化物。
8.如上所述的一种光固化掩膜3d打印结构,其中,led灯珠为均匀排布的阵列式led灯,可单独拆卸更换。
9.如上所述的一种光固化掩膜3d打印结构,其中,掩膜卷由多张掩膜卷绕而成,待打印掩膜放置在led灯珠和遮光板正下方,待打印掩膜为根据需要3d打印的模型层层切片的模型截面图而加工的掩膜,加工后的掩膜分白色区域和黑色区域,led灯珠的紫外光可以透过白色区域但无法透过黑色区域;通过转动掩膜卷,能够将下一待打印掩膜移动至紫外光正下方位置。
10.如上所述的一种光固化掩膜3d打印结构,其中,在每一张掩膜的右侧均设置一个定位标志,用于定位校准掩膜位置,在转动掩膜卷时通过该定位标志能够将待打印掩膜准确放置在紫外光正下方。
11.如上所述的一种光固化掩膜3d打印结构,其中,在光敏材料槽中还设置刮刀,刮刀为长条状结构,能够根据不同打印情景的液面高度需要做上下调整,做刮平动作时,为左右移动。
12.如上所述的一种光固化掩膜3d打印结构,其中,在光敏材料槽内还设置液位仪和液体高度调整模块,由液位仪检测光敏材料槽内的液面高度,由液体高度调整模块调节液面高度至打印理想高度。
13.本发明还提供一种光固化掩膜3d打印方法,包括:
14.s1、开启打印设备,控制程序启动;
15.s2、控制遮光板关闭,控制led灯珠持续不间断向下投射紫外光,转动掩膜卷使得待打印掩膜达到正确位置;
16.s3、调节成型平台至正确位置准备承接被紫外光照射后的光敏材料;
17.s4、开启遮光板,led灯珠投射的紫外光照射在待打印掩膜上,透过掩膜白色区域,光敏材料槽中的光敏树脂材料在紫外光照射下固化,由成型平台承接被紫外光照射后固化的光敏材料,得到掩膜白色区域对应形状的固化物;
18.s5、若检测到仍有需打印的掩膜,则重复执行s2-s4直至所有待打印掩膜打印完毕,此时成型平台上的光敏树脂材料固化成型层层堆叠,从成型平台上取出打印成品,完成3d打印。
19.如上所述的一种光固化掩膜3d打印方法,其中,在进行3d打印之前需要加工掩膜卷,具体加工方法为:将需要3d打印的模型层层切片,得到每层的模型截面图,按打印成型顺序将每层模型截面图加工在掩膜卷上,截面图上不需要打印的区域加工成黑色,阻挡紫外光透过,需要打印的区域无须加工保持白色,紫外光可以透过。
20.如上所述的一种光固化掩膜3d打印方法,其中,通过检测掩膜上的定位标识进行掩膜位置校准。
21.如上所述的一种光固化掩膜3d打印方法,其中,在校准掩膜位置后,成型平台上升至正确位置,由刮刀在液面最上方运动保证整个液面保持平稳状态,并且由液位仪检查光敏材料槽中液面高度,通过调节液体高度调整模块将液面高度调整为当前打印情景所需的理想高度。
22.本技术相较于现有技术的优点是:
23.①
本技术中的光固化掩膜3d打印技术紫外光源采用阵列式led灯珠做成,led灯珠老化后可直接更换灯珠,价格便宜,设备打印过程中,光源持续工作输出紫外光,无需多次关闭打开,灯珠使用寿命更长,这样可以降低整套打印设备的造价及后期维护成本。
24.②
因为掩膜卷与打印材料之间没有任何接触,所以几乎没有任何损伤。每一套掩膜卷可以视为一套模具,可以多次重复打印同一件或者同批多件物品,降低生产成本。
25.③
对3d加工模型使用分层切割加工掩膜工艺,可降低打印机整体成本,以及提高设备整体可靠性。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
27.图1是本发明实施例一提供的一种光固化掩膜3d打印结构示意图;
28.图2是一种光固化掩膜3d打印结构正视图;
29.图3是本发明实施例一提供的一种光固化掩膜3d打印方法流程图;
30.图4展示了掩膜卷上的三张掩膜。
具体实施方式
31.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例一
33.参见图1和图2,本技术实施例一提供一种光固化掩膜3d打印结构,自上而下包括led灯珠1、遮光板2、掩膜卷3、光敏材料槽4和成型平台5。
34.led灯珠1为均匀排布的阵列式led灯,持续不间断提供紫外光源,led灯珠1的紫外灯光向下照射掩膜,并且保证紫外光能够照射到下方掩膜的所有区域。需要说明的是,本技术的打印结构对led灯珠要求较低,保证能够持续不断输出紫外光即可,并且在led灯珠老化后还可以单独进行更换,能够延长3d打印设备的使用寿命。
35.在led灯珠1下方为遮光板2,遮光板2可以设置开启和关闭,当遮光板2开启时,led灯珠1紫外光能够照射在掩膜上,当遮光板2关闭时,遮挡led灯珠1紫外光对掩膜的照射。
36.在遮光板2下方位掩膜卷3,掩膜卷由多张掩膜卷绕而成,待打印掩膜放置在led灯珠1和遮光板2正下方,若led灯珠1与掩膜之间设置的遮光板2打开,则紫外光向下照射在掩膜上,若led灯珠1与掩膜之间设置的遮光板2关闭,则阻挡紫外光对掩膜的照射,此时可转动掩膜卷3,使得下一待打印掩膜移动至紫外光正下方位置。
37.具体地,掩膜卷3所卷绕的多张掩膜中可以含有未加工的掩膜和/或加工后的掩膜,未加工的掩膜为白色,紫外光可以直接透过,加工后的掩膜分白色区域和黑色区域,led灯珠1的紫外光可以透过白色区域但无法透过黑色区域。
38.其中,掩膜的具体加工方式为将需要3d打印的模型层层切片,得到每层的模型截面图,按打印成型顺序将每层模型截面图加工在掩膜卷上,截面图上不需要打印的区域加工成黑色,阻挡紫外光透过,需要打印的区域无须加工保持白色,紫外光可以透过。在led灯珠1下方放置加工后的掩膜,在该掩膜打印完成后,其他模型截面图所加工的掩膜可以在掩膜卷3的转动下移动至led灯珠1正下方。
39.优选地,在每一张掩膜的右侧均设置一个定位标志31,例如标记一个圆形、三角形等,用于定位校准掩膜位置,在转动掩膜卷时通过该定位标志31能够将待打印掩膜准确放置在紫外光正下方,防止因为掩膜错位导致打印失败。
40.在掩膜卷3正下方设置光敏材料槽4,光敏材料槽4内填充用于打印的光敏树脂材料,在光敏树脂材料内放置成型平台5,成型平台5淹没在光敏树脂材料内,当led灯珠1输出的紫外光照射在掩膜上并透过掩膜上的白色区域后,光敏树脂材料在成型平台5上固化,由成型平台5承接被紫外光照射后固化的光敏材料,得到掩膜白色区域对应形状的固化物。
41.另外,为保证在3d打印时光敏树脂材料的页面保持平稳状态,在光敏材料槽4中还设置刮刀41,刮刀41为长条状结构(长度设置以能刮平液面为准),可以根据不同打印情景的液面高度需要做上下调整,做刮平动作时,为左右移动。
42.进一步地,由于不同打印场景所需的液面高度不同,所以在光敏材料槽4内还设置液位仪42和液体高度调整模块43,由液位仪42检测光敏材料槽4内的液面高度,由液体高度调整模块43调节液面高度至打印理想高度。其中,液位仪42固定在光敏材料槽4上端,通过红外线测量液位与液位仪的距离,得到液位高度;液体高度调整模块43为一个实心方形块,需要液位上升时,实心方形块下压,需要液位下降时,实心方形块上升。例如,液体高度调整模块43的上升或下压可以采用控制杆控制,控制杆连接液体高度调整模块,程序控制该控制杆的移动实现实心方块的移动,控制杆控制方块的移动为现有方案,本技术不作详细描述。
43.需要说明的是,本技术实施例一提供的光固化掩膜3d打印结构应用在3d自动打印设备中,其中,该打印结构各组件的操作均由程序控制自动运行,用户在使用本技术的3d打印设备进行打印时只需操作打印设备的开启和关闭,本发明提到的其他操作均为设备自动运行。
44.实施例二
45.本发明实施例二提供一种光固化掩膜3d打印方法,如图3所示,包括:
46.步骤s310、开启打印设备,控制程序启动;
47.打印设备开启后,打印控制程序启动,以下操作均由控制程序执行。
48.步骤s320、控制遮光板关闭,控制led灯珠持续不间断向下投射紫外光,转动掩膜卷使得待打印掩膜达到正确位置;
49.本技术实施例中,掩膜卷中的待打印掩膜在打印设备启动前已加工完成,具体加工方式为将需要3d打印的模型层层切片,得到每层的模型截面图,按打印成型顺序将每层模型截面图加工在掩膜卷上,截面图上不需要打印的区域加工成黑色,阻挡紫外光透过,需要打印的区域无须加工保持白色,紫外光可以透过。例如,将需要打印的模型切为三片,得到三张模型截面图,按顺序加工在掩膜卷上,得到如图4所示的三张掩膜,设备启动后先将第一张待打印掩膜放置在led灯珠正下方。
50.优选地,设备通过检测掩膜上的定位标识(即图4右上角的三角形)进行掩膜位置校准,防止因为掩膜错位导致打印失败。
51.步骤s330、调节成型平台至正确位置准备承接被紫外光照射后的光敏材料;
52.在校准掩膜位置后,成型平台上升至正确位置,此时由刮刀在液面最上方运动保证整个液面保持平稳状态,并且由液位仪检查光敏材料槽中液面高度,通过调节液体高度调整模块将液面高度调整为当前打印情景所需的理想高度;调整完成后进入正式打印阶段。
53.步骤s340、开启遮光板,led灯珠投射的紫外光照射在待打印掩膜上,透过掩膜白色区域,光敏材料槽中的光敏树脂材料在紫外光照射下固化,由成型平台承接被紫外光照射后固化的光敏材料,得到掩膜白色区域对应形状的固化物;
54.步骤s350、若检测到仍有需打印的掩膜,则返回继续执行步骤s320-s340直至所有待打印掩膜打印完毕,此时成型平台上的光敏树脂材料固化成型层层堆叠,从成型平台上取出打印成品,完成3d打印;
55.在打印完当前掩膜后,如果还有其他待打印掩膜(示例性地,由于在掩膜加工完成后可以明确知晓需要打印几张掩膜,所以可以在程序中输入待打印掩膜张数,若打印完毕掩膜数未达到总掩膜数,则还有其他待打印掩膜,另外也可以选用其他方案来监测是否还有待打印掩膜,在此不作限定),则返回继续执行步骤s320-s350,具体为:第一张掩膜打印完毕后,关闭遮光板,阵列式led灯珠继续保持不间断向下投射紫外光,掩膜卷转动,使得第二张掩膜到达正确位置,第二张掩膜的定位由检测掩膜上的定位标识进行位置校准;校准完成后,成型平台下降一个打印单位,准备承接新一层被紫外光照射后固化的光敏材料;刮刀从液面最上方左右运动,保证整个液面保持平稳状态,并且由液位仪和液体高度调整模块配合控制使得光敏材料槽中的液面高度为当前打印情景的理想高度;调整完成后,开启遮光板,紫外光通过直接投射在第二张掩膜上,紫外光只透过第二张掩膜上的白色区域,照射在黑色区域的紫外光被阻挡,透过掩膜白色区域的紫外光照射在光敏材料槽内光敏树脂材料上,使光敏树脂材料在成型平台上固化,新一层的固化物在上一层固化物上堆叠,第二层打印完毕。若此时检测到还有未打印的掩膜(例如上述图4示例需要打印三张掩膜),则继续关闭遮光板,阵列式led灯珠继续保持不间断向下投射紫外光,掩膜卷转动,使得第三张掩膜到达正确位置,第三张掩膜的定位由检测掩膜上的定位标识进行位置校准;校准完成后,成型平台下降一个打印单位,准备承接新一层被紫外光照射后固化的光敏材料;刮刀从液面最上方左右运动,保证整个液面保持平稳状态,并且由液位仪和液体高度调整模块配合控制使得光敏材料槽中的液面高度为当前打印情景的理想高度;调整完成后,开启遮光板,紫外光通过直接投射在第三张掩膜上,紫外光只透过第三张掩膜上的白色区域,照射在黑色区域的紫外光被阻挡,透过掩膜白色区域的紫外光照射在光敏材料槽内光敏树脂材料上,使光敏树脂材料在成型平台上固化,新一层的固化物在上一层固化物上堆叠,第三层打印完毕。本技术图4为将3d打印模型切分为三层加工成掩膜的示例,在第三层打印完毕后,即完成该3d打印模型的打印操作,将成型平台上的打印成品刮落并取出(该操作可以由人工操作,也可选用成品挂落设备进行自动操作)。
56.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明
的保护范围,凡在本发明的技术方案的基础之上,所做的任何修改、等同替换、改进等,均应包括在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。